6MN挤压机管挤压轴的改进
2015-12-27宝钛集团锻造厂李小艳李峰丽
■宝钛集团锻造厂 李小艳,李峰丽
由于剪切轴与管挤压轴尺寸相近,本文设计制作了一个联接轴,解决了损坏管挤压轴的改制问题。该设计还可直接用于新管挤压轴的制作,实现了剪切轴与管挤压轴的通用化,降低了工模具管理难度。
1. 前言
我公司有6MN挤压机一台,主要生产直径12~50mm、长度小于1500mm稀有金属棒材;以及管径20~50mm、长度小于1500mm的稀有金属管材。在管棒材生产中,管挤压轴为易损件。管挤压轴一端联接挤压机活动横梁下的转盘上,另一端安装挤压针,用来完成管材在成形过程中挤压力的传递及管材内径尺寸的控制。
如果在挤压过程中存在润滑不好、挤压筒偏心(对中位置不好)、挤压机压力有突变、管坯温度偏低等情况时,管挤压轴损坏率就更高。每批管挤压轴制作周期通常为2~3个月,其材质为昂贵的热作模具钢,热处理要求极高,纵向变形量控制在0.008mm内,每件管挤压轴单价达5000元左右。管挤压轴高损坏率大幅增加了管材生产成本,有时还会因管挤压轴供货不及时而影响生产进度。因此,如何解决这一问题具有重要意义。
2. 改制思路
因结构与工艺要求,管挤压轴横截面尺寸不同,其变化如图1、图2所示,整件轴上均承受压应力,根据材料强度条件,最小截面4为危险截面。实际使用中,截面4位置还存在装配应力与温度应力影响,工作条件最为恶劣。上述分析与实际情况完全吻合,实际损坏的管挤压轴均表现为在截面4处断裂,导致整个管挤压轴报废。
剪切轴是6MN挤压机生产所用的另一工具,主要用于挤压完后管材与挤压模的脱离,在冲裁时受力较小,不易损坏。与管挤压轴相比,两者安装方法相同,均安装在挤压机转盘上使用,形状一致、尺寸相近,差别只是管挤压轴比剪切轴长105mm,具体形状尺寸如图1、图3所示。
从图1、图3分析可知,由于管挤压轴比剪切轴长105mm,因此在管挤压轴截面4处损坏时,可以将其直接改制成剪切轴使用。通过此思路进行摸索,可设计制作一个联接轴,联接在剪切轴上构成一个管挤压轴,联接轴损坏时只需要更换一个即可,这样可节约大量模具材料与生产时间。
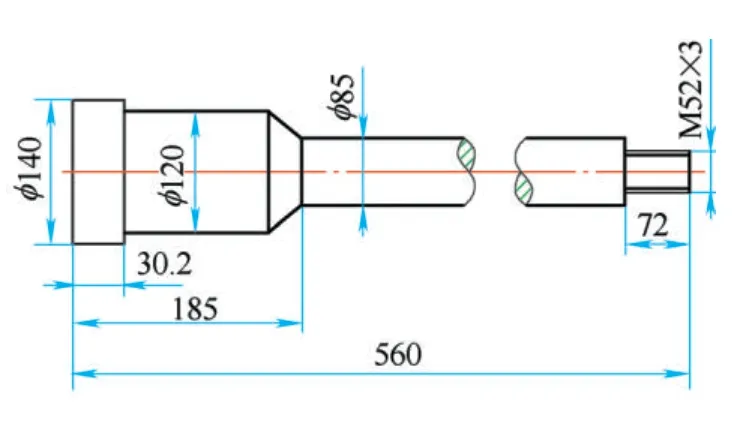
图1 管挤压轴示意(85筒)
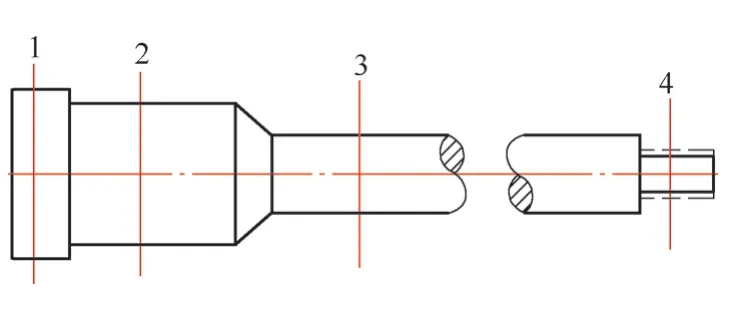
图2 挤压轴的危险截面
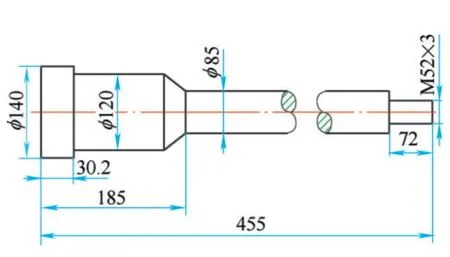
图3 剪切轴示意

图4 联接轴

图5 装配好的管挤压轴
3. 改进设计与使用效果
(1)改进设计 改进工作分为两个方案,一是将损坏管挤压轴直接加工成剪切轴使用;一是以剪切轴为基体,设计制作一个联接轴,联接在剪切轴上构成一个管挤压轴,实现这两个模具一体化,是本项改制工作的重点。设计好的联接轴见图4,装配好的管挤压轴见图5。
(2)使用效果 按照上述设计只用1件剪切轴、4件联接轴,制作成4套管挤压轴,实际试用结果如下:
改制的管挤压轴安装使用方便,试验过程中挤压纯钛管材时,每挤压30~40根管材只损坏1件联接轴;挤压钛合金管材时,每挤压5根管材只损坏1件联接轴;在挤压过程中一般出现的断裂截面在位置4(见图2);每件管挤压轴的价格在5000元左右,而联接轴的价格只有600元左右。与改进前相对比,可正常生产,挤压产品符合技术条件要求,大幅降低了生产成本,减少人力、物力的浪费,目前已经成功应用于实际生产中。