蒸压釜安装使用维修技术
2015-12-25刘威叶剑文王日永
刘威, 叶剑文, 王日永
(广州特种承压设备检测研究院,广州511300)
0 引言
蒸压釜广泛应用于硅酸盐建材工业,是属快开门压力容器的一种,大多采用齿啮式结构型式,而且是一种大型的、有爆炸危险的压力容器。近几年来,由于安装、使用、维护等原因造成多起事故,给企业带来重大安全隐患。
根据本人多年从事蒸压釜安装监检及定期检验工作的经验,对正确安装、使用、维护蒸压釜中常见的缺陷及处理技术作简单介绍。
1 蒸压釜的工况
蒸压釜工作条件差,一是指空气的问题;二是指冷凝水和料渣的问题,后者为主要问题。蒸压釜内有空气存在时,则送入的蒸汽变成了蒸汽和空气的混合物,这时压力表上反映的压力是空气与蒸汽压力之和,这样使釜内蒸汽压力低于所要求的蒸汽压力,使养护温度达不到要求,从而影响加气混凝土制品和硅酸盐砖的强度。所以必须在升温之前彻底排除釜内空气。排除的方法有2种:一种是用真空泵抽吸;另一种是将蒸汽由上部进汽,下部排气,以蒸汽压出空气。前者效果较好,但后者对小型灰砖厂较为实际。
下面详细介绍一下蒸压釜工作时冷凝水排放的规律和引起的温差应力对釜体的危害。
蒸压釜在通过蒸汽升压、恒压和降压各阶段,80%以上的饱和蒸汽将在釜内变成冷凝水。而85%的冷凝水又是在升压阶段约2 h内析出来的,其余15%以后析出。
冷凝水在釜内有2个破坏作用:一是冷凝水积聚在釜内,会使与之接触的釜内钢板产生严重的电化学和化学腐蚀;二是使釜体上下产生温度差,即釜内顶部温度为其压力下的饱和蒸汽温度,而有冷凝水的釜底远远低于这个温度,这两个温度之差不仅会使釜内温度不均匀从而影响砖的强度不一致,而且会使釜体上拱变形导致釜壁产生巨大的温差应力。蒸压釜在中间支座附近可以上拱达H=60 mm,甚至更大。
这种“香蕉形”使釜底表面产生很大的拉应力。长期反复作用,就会出现图1所示的那样在环向焊缝的两侧热影响区出现小的裂纹,有腐蚀作用的料渣和冷凝水向小裂纹浸蚀加剧了釜底的破坏。久而久之延续下去,会严重危及蒸压釜的使用寿命和安全运行,甚至在蒸压釜运行还不到一个检查周期时就会发生破坏,所以必须随时彻底排除釜内冷凝水。
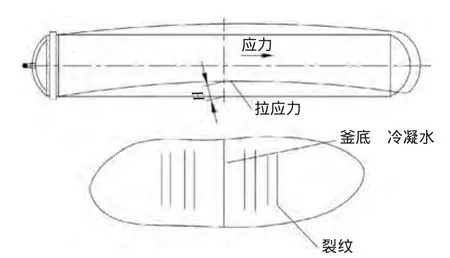
图1
2 蒸压釜定期检验
在定期检验中发现,安装时把中间固定支座与釜体焊死的蒸压釜,普遍出现以下问题。
1)活动支座与釜体的联接部位易产生裂纹。蒸压釜釜体较长,有多个支座,每台蒸压釜有一个固定支座和若干个活动支座。一般固定支座设在釜体釜体中部,其余两边均为活动支座。蒸压釜工作中,釜体会在加压升温过程中膨胀并向两端伸长,在降压降温过程中向中央收缩。为了保证蒸压釜在工作中自由膨胀,并减少附加应力,只允许有一个支座固定,其余支座活动并随釜体在其轴向自由移动。但实际工作中,往往由于基础质量和滚杠支承面的清洁程度,不能保证滚杠在其支承面上自由滚动,造成支座滚杠护板拉裂、与滚杠护板脱离甚至釜体与支座连接处开裂,严重时会造成支座滚杠与支座地板脱离,造成支承失效,给釜体造成极大的附加应力。
2)蒸压釜固定支座与釜体因联接不当易产生裂纹。蒸压釜为多支座设备(一个固定支座,其余为活动支座),支座受力复杂,固定支座与釜体因联接不当联接处易产生裂纹。当蒸压釜升温升压时,较高的温差应力使釜体向上拱曲。因此,固定支座不固定在釜体上,否则,支座护板与釜体联接部位就会被撕裂。
3)釜体法兰失圆和釜体法兰密封面变形。a.釜体法兰失圆,水平方向直径大于垂直方向直径。其主要原因是由于釜体法兰支座承重太大,其次是承重的支承面发生变化(或结构不合理)。b.釜体法兰密封面变形的主要原因是:蒸压釜在使用中,釜体上部与底部存在较大的温度差,从而使釜体上部膨胀伸长量大于釜体下部的膨胀伸长量,釜体向上挠曲。尤其在阻汽排水装置排水不畅,造成上下温差超过100℃时,蒸压釜严重上拱变形(蒸压釜紧急停止运行正因为如此)。长此以往,就会造成蒸压釜釜体法兰密封面和釜体变形,影响其正常运行。
3 蒸压釜的安装
为克服和减轻上述问题,蒸压釜支座安装时进行技术补救措施。
1)支座的设置。一般采用多支座支承,考虑釜体生产时的温差变化,中间支座为固定侧应采用固定鞍座;活动支座、端部支座为滑动侧采用滑动鞍座。固定鞍座一般设在接管较多的一侧。为改善容器的受力情况,将垫板四角倒圆,并在垫板中心开一通气孔,以利于焊接或热处理时气体的排放;为使垫板按实际需要设置或与容器等厚,标准中垫板厚度允许改变。滑动鞍座底板下面必须安装基础垫板,基础垫板必须保持平整光滑。
2)釜体与支座的安装。中间固定支座圆弧板不固定在釜体上(不与釜体焊死),用8块两边均布限位挡板与釜体焊接,限位挡板与固定支座的圆弧板吻合起固定作用;其它的活动支座、端部支座为滑动支座需要与釜体焊接,跟随釜体自由膨胀移动。
4 釜体法兰失圆的修复
釜体法兰失圆即釜体法兰水平方向的直径大于垂直方向的直径,使釜盖无法进入釜体法兰或无法啮合。解决办法:
1)剔出釜端的端部立板与支座连接的焊缝。
2)将釜盖悬空使其重量不再压在釜体法兰上。
3)卸去或松动端部立板螺栓,采用图2的方法在釜体法兰的垂直方向加力撑大,使垂直方向直径大于水平方向直径5~9 mm,具体根据釜体直径的大小来定,拉长量可按经验公式:Δd=0.2%Dn+2mm(Dn为蒸压釜内径)。
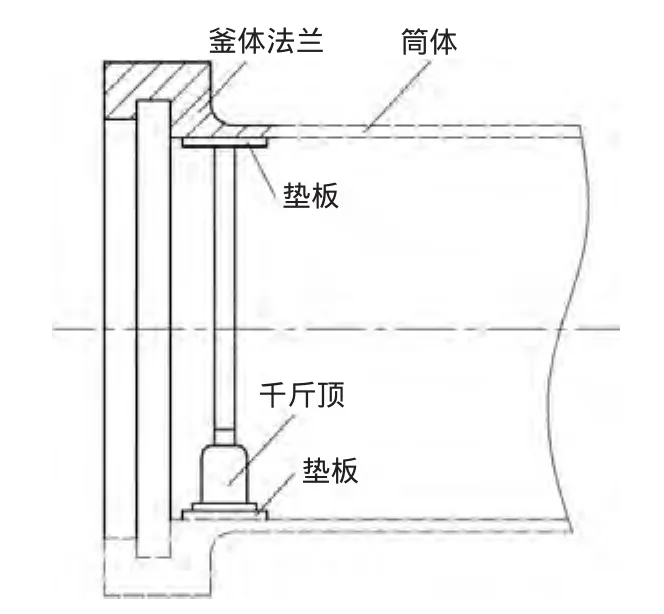
图2
4)不放松支撑力的情况下,重新拧紧螺栓,按安装要求对端部立板和端部支座分别与釜体法兰进行间断焊:最后撤去支撑和重新吊上釜盖。
5)端部支座承载偏重,可调整端部支座和相邻支座的承载比例,适当减轻端部支座承重,调整两支座下部垫板的松紧程度以达到受力均衡。
6)釜体法兰局部小面积平面变形,可采用火焰烘烤待自然冷却的办法进行;也可用机械方法进行修磨平面。
5 结语
1)蒸压釜安装时中间固定支座不应与釜体焊死。
2)蒸压釜必须装有温度和压力的自动记录仪表,记录运行时的情况,并定期将记录归案保存;釜内上部温度与下部温度之差不得大于40℃。当发生冷凝水排放受阻引起蒸压釜严重上拱变形时,应采取紧急措施排放冷凝水或停釜。
3)蒸压釜的阻汽排水装置,使用必须有效可靠,每天清扫釜底残水、残渣一次,定期进行彻底清扫和清除排水装置中泥渣杂物,防止堵塞,确保疏水器正常排水。
4)保持活动支座下部清洁,同时清除影响支座下部滚柱滚动的杂物并定期加润滑脂,使支座能自由膨胀。
[1] 黎建安.分析蒸压釜安全联锁装置[J].中国信息化,2013(10):494.
[2] 陈越云.蒸压釜常见安全事故隐患及运行注意要点[J].广东建材,2013(7):77-79.
[3] 强天鹏.压力容器检验[M].北京:新华出版社,2008.
[4] 陈建新.蒸压釜常见缺陷原因分析[J].装备制造技术,2012(3):153-154.
[5] 周迎义.蒸压釜工作特点及失效模式[J].装备制造技术,2012(10):202-204.
