厌氧/好氧组合工艺处理PTA生产废水
2015-12-24刘睿倩曲艳慧吕丹丹杨永凯孙召强
刘睿倩,曲艳慧,吕丹丹,杨永凯,孙召强
(中持水务股份有限公司,北京 100192)
厌氧/好氧组合工艺处理PTA生产废水
刘睿倩,曲艳慧,吕丹丹,杨永凯,孙召强
(中持水务股份有限公司,北京 100192)
采用新研制的上旋流厌氧反应器/两级好氧组合工艺处理PTA废水,调试运行效果表明,当原水CODCr浓度在8000~14,000mg/L时,处理后出水CODCr在80~100mg/L。调试期间,上旋流厌氧反应器的处理效率可稳定达到80%以上。
PTA废水;上旋流厌氧反应器;两级好氧
精对苯二甲酸(PTA)是重要的大宗有机原料,广泛用于化学纤维、轻工、电子、建筑等国民经济各个方面[1]。世界上90%以上的PTA用于生产聚对苯二甲酸乙二醇酯(PET,简称聚酯),其余的作为聚对苯二甲酸丙二醇酯(PTT)和聚对苯二甲酸丁二醇酯(PET)及其他产品的原料。随着国际上对PTA需求量的不断增加,国内新建和扩建PTA项目也越来越多。厌氧+好氧工艺[2、3]组合处理工艺以其能耗低、占地小、运行稳定等优点已经逐渐成为PTA废水的主流处理工艺之一。其中上旋流厌氧反应器在处理高浓度有机废水方面展示了更大的优势,但由于反应器内部的布水布气系统、三相分离器等方面不够完善,造成在实际运行过程中容易出现运行不稳定等问题。为此,国内企业对传统厌氧反应器的布水布气系统等关键设备进行改进,并形成了具有自主知识产权的上旋流厌氧反应器。
本文通过对南方某石化公司PTA三期扩建工程废水生化处理系统的调试运行,探讨了上旋流厌氧反应器和两级好氧组合工艺对PTA废水的处理效果。
1 PTA废水特性
南方某化工有限公司生产PTA,共分三期建设,其中三期扩建工程PTA设计处理能力125t/a。该厂三期PTA污水处理装置主要处理以下污水:三期装置主工艺废水、停车废水、检修废水、三期装置雨水、废水区雨水。进水水量在150~220m3/h内变化。该厂PTA生产废水的水质特性如下:
(1)有机污染浓度高,CODCr波动范围为4000~21,000mg/L。
(2)成分复杂,PTA生产废水的主要成分为乙酸、苯甲酸、对苯二甲酸及其异构物、甲基苯甲酸等,其中,乙酸和苯甲酸容易被生物降解;苯二甲酸异构体可以通过驯化微生物适应性后降解;对甲基苯甲酸和苯三甲酸难生物降解,生物适应期较长。
(3)废水水温较高且波动范围较大,废水排出生产装置的温度在30℃~95℃,需冷却后再进入生化处理工艺。
(4)pH值波动大,正常生产排水pH = 4~10。
(5)废水水质水量波动较大,来水冲击负荷大,须设缓冲调节池将冲击负荷削减至最低,确保系统平稳运行。
(6)进水中的氮、磷元素浓度较低,不能满足生化反应对营养盐的需求,需要补充氮磷营养盐。
2 工艺流程
根据设计要求,生化处理系统二级出水主要污染物应满足CODCr≤110mg/L、BOD5≤30mg/L、SS≤100 mg/L,处理后出水进入三沉池和后续的深度处理单元经进一步处理后排海或厂内回用,国内某公司负责生化处理系统的调试运行。该厂PTA生产废水处理系统全部工艺流程如图1。

图1 PTA生产废水处理工艺流程
三期污水处理厂区内设集水池,主要用于收集污水处理厂区内各单体地沟排水、蒸汽冷凝水等。集水池出水排入缓冲罐,管路上进行pH调节。均质罐主要接收由缓冲罐提升过来的废水。均质罐出水被泵送至换热器,换热器主要用于对厌氧反应器进水进行温度调控,将水温控制在37℃左右,换热器出水进入厌氧处理系统,废水在进入厌氧系统之前还需投加N/P/其他营养盐。厌氧系统出水进入配水罐,配水罐内投加N/P/其他营养盐。出水泵送至两级好氧系统进行处理,厌氧系统产生的沼气收集后与一期、二期产生的沼气在厂内集中利用。好氧系统出水进入后续单元继续处理达标后排海或回用。
3 上旋流厌氧反应器/两级好氧组合工艺的特点
3.1 上旋流厌氧反应器的工艺特点
该厂三期厌氧系统的主体装置为上旋流厌氧反应器,其基本结构如图2。

图2 上旋流厌氧反应器基本结构图
该项目采用了新研制的上旋流厌氧反应器,与传统IC厌氧反应器相比,该装置在以下方面进行了优化:
(1)采用了新型布水器,布水器采取倒锥形上旋流布水形式,反应器进水沿倒锥形布水盘片进入后形成旋流与回流液充分混合,高比重污泥沉积在锥形底部,通过排泥管及时排出,可杜绝高比重污泥在反应器内部沉积,保证布水均匀,上旋流布水器采用不锈钢制作,沿罐底均匀分布,保证配水均匀性,布水器底部与反应器罐底焊接固定,底部设置加固支撑。
(2)优化了内循环沼气提升系统,具体包括增加提升管直径、改变提升管分配位置、加强沼气提升管在气体收集系统的埋深等。增加沼气收集系统服务面积,提高沼气提升量,使沼气收集、分离液回流量增加,既保证沼气产量,又增加厌氧反应器的水力负荷。
(3)改进了三相分离器。增加了上三相分离器覆盖面积、气水接触面积和改变三相分离器挡泥板角度、增加沼气通道管径,减小沼气输出阻力。
通过上述改进,增加了沼气与混合液的接触面积、沼气的释放量和收集面积,保证了沼气的收集更充分;通过挡泥板角度增加了颗粒污泥的回流量,能更充分地实现泥水、气水、泥气的三相分离,提高了沼气产量,增加了颗粒污泥产量。
3.2 两级好氧串联系统的工艺特点
经厌氧处理后,大部分有机物被降解去除,但仍有一定数量的有机物需要进一步降解。结合该项目中废水的水质特点及对二级出水水质的要求(CODCr≤110mg/L),采用了两级好氧系统串联运行,每级好氧处理工艺均采用传统活性污泥法,分别由推流式曝气池与平流沉淀池组成。
一级曝气池分为三个区域,依次为脱气区、泥水混合区和主曝气区。厌氧系统的出水经配水槽后进入脱气区,在该区域内通过强烈曝气将水中残留的甲烷、二氧化碳等气体从水中脱出,并迅速提高水中的溶解氧,利于后续生物反应。经脱气预曝气后的污水在泥水混合区与回流污泥通过水力作用充分混合后进入主曝气区。主曝气区划分为三个廊道,使水流接近推流,提高处理效率。一级曝气池的主要设计参数为:CODCr污泥负荷0.26kgCODCr/kgMLSS·d,污泥浓度4.5g/L,污泥回流比100%。
二级曝气池为长方形推流式反应器,包括生物选择器和主曝气区两个区域。二沉池的污泥部分回流进入生物选择器,与一沉池的出水混合,提高活污泥的絮体负荷梯度,抑制丝状细菌的过度繁殖,从而防止污泥膨胀,生物选择器的水力停留时间为1h,占曝气池总容积的20%,泥水混合停留时间为0.83h。其余的回流污泥直接进入主曝气区。二级曝气池设计污泥负荷仍取0.26kgCODCr/kgMLSS·d,污泥浓度2.0g/L。
4 生化系统调试运行情况
4.1 上旋流厌氧反应器调试运行情况
厌氧接种污泥:厌氧反应器的启动是指通过污泥接种和培养,最终实现高负荷稳定运行的过程[4、5]。该试验采用厂内二期PTA生产废水UASB罐中的厌氧颗粒污泥作为接种污泥,污泥接种量为700m3(TSS为9%,VSS为70%),占反应器总容积的40%。
在为期65天的调试里,完成了上旋流厌氧反应器的调试运行,系统进出水CODCr变化及去除率如图3所示;上旋流厌氧IC反应器调试期间容积负荷变化如图4所示;上旋流厌氧反应罐中VFA的变化如图5所示。

图3 上旋流厌氧反应罐调试期间进出水CODCr变化

图4 上旋流厌氧IC反应器调试期间容积负荷变化

图5 上旋流厌氧反应罐中VFA的变化
由图3可以看出,调试过程中,由于所用的污泥颗粒对PTA废水已经有很好的适应性,因此系统启动很快,18天去除率达到70%,40天后去除率基本稳定在80%以上。
从图4中可以看出,调试期间,容积负荷从5kgCODCr/m3·d逐步增加到17kgCODCr/m3·d,上旋流厌氧反应器CODCr始终保持较高的去除效率,且整个试验期运行基本稳定。调试期间,PTA废水的进水CODCr一般在8000~14,000mg/L,经过厌氧上旋流厌氧应器处理后,出水CODCr稳定在2000mg/L左右,CODCr去除率可达到80%~86%,大大减轻了后续好氧处理单元的负荷。调试期间,对照该厂一期和二期UASB系统进出水监测数据,UASB系统对CODCr去除率通常在74%~81%。可见,该上旋流厌氧反应器的去除效率更高[6]。
在调试期间,由于在进入IC旋流反应器前增设了pH值调节装置,使进入厌氧系统的pH稳定在7.5左右,并通过换热器,温度稳定在37℃,所以系统中的VFA值始终稳定在1.5~2.8mmol/L,确保了颗粒污泥充分发挥作用。
4.2 两级好氧系统调试运行情况
PTA废水经过厌氧处理后,进入二级好氧系统。好氧池的活性污泥来自二期好氧系统沉淀池的活性污泥,由于微生物对废水已经非常适应,驯化期大大缩短,所以调试周期也相对减少。调试20天后,整个好氧系统的CODCr去除率可达到90%以上,35天后好氧系统出水稳定,CODCr≤110mg/L。两级好氧系统调试期间的进出水CODCr变化如图6所示。
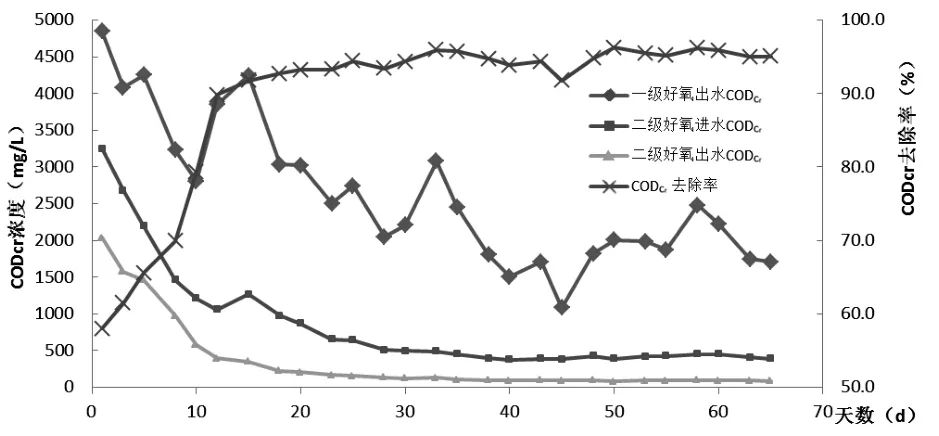
图6 两级好氧系统调试期间进出水CODCr变化
5 结论及建议
(1)以颗粒污泥为接种污泥,采用上旋流厌氧反应器处理PTA废水,可实现厌氧反应器的快速启动。
(2)新研制的上旋流厌氧反应器在容积负荷在15kgCODCr/m3·d左右时,去除率可达到85%,负荷达17.5kg CODCr/m3·d时,CODCr去除率仍可保持在80%以上。
(3)新研制的高效上旋流厌氧反应器和两级好氧组合工艺处理PTA废水,去除效率高,运行稳定,产生的沼气可在厂内综合利用,为减排提供了有力保障。
(4)对于新研制的上旋流厌氧反应器,需从技术方面进一步考察反应器中污泥沉积、颗粒污泥产量和沼气产量,并从经济方面核算运行费用和收益并进行相应的分析。
[1] 肖志明. PTA污水处理技术综述[J].聚酯工业,2005,18(5):15-17.
[2] 曾波. PTA废水厌氧处理工程实例类比研究[J].环境科学与管理,2014,39(9):130-133.
[3] 杨淑霞.高效厌氧反应器在PTA废水处理中的应用[J].环境工程,2012,30增刊:181-182.
[4] 应一梅,贾晓凤,刘丽格,等.内循环厌氧反应器的启动研究[J].华北水利水电学院学报,2007,28(1):97-99.
[5] 吴静,黄建东,陆正禹,等.内循环厌氧反应器的快速启动策略[J].清华大学学报(自然科学版),2010,50(3):400-402.
[6] 魏锐,王素兰,崔燕平,等.新型厌氧反应器COD去除影响因素研究[J].水处理技术,2012,38(1):66-68.
PTA Production Wastewater Treated by Combined Technology of Anaerobe/Aerobe
LIU Rui-qian, QU Yan-hui, LV Dan-dan, YANG Yong-kai, SUN Zhao-qiang
(CSD Water Service Co., Ltd, Beijing 100192, China)
PTA wastewaters are treated by the combined technology of up-revolving flow anaerobic reactor/two-grade aerobe which are newly adopted. The debugging operation result shows that when the original water CODCrconcentration is at 8000~14,000mg/L, water-out CODCris at 80~100mg/L after treatment. The treatment efficiency of up-revolving flow anaerobic reactor could be stabilized at over 80% during the debugging period.
PTA wastewater; up-revolving flow anaerobic reactor; two-grade aerobe
X703
A
1006-5377(2015)04-0021-04
北京市科技计划“上旋流新型厌氧反应器装备研发与工程 应用”课题资助(D13110000391300(2))。
