扫描成像式烟丝快速测量仪的取样及应用研究
2015-12-20刘民昌温若愚赵维一周学政川渝中烟工业有限责任公司技术研发中心四川成都610066
刘 洋 刘民昌 温若愚 赵维一 曾 建 周学政(川渝中烟工业有限责任公司技术研发中心,四川 成都 610066)
烟丝宽度是一项重要的卷烟工艺指标,对卷烟的感官质量及物理指标有明显的影响[1]。传统用的胶棒法测量烟丝宽度,是将胶棒放在切丝机入口处,然后通过切丝机将胶棒切成片状,再用千分位游标卡尺测片状胶片宽度来模拟烟丝宽度。因其人工参与度较高、精度较低等缺点,而不能准确反映出烟丝的宽度[2]。扫描成像式烟丝宽度快速测量仪是一种快速、精确的烟丝宽度检测仪器,该仪器对平铺在烟丝盒中的若干烟丝进行CCD线阵扫描成像,根据投影算法,将二维灰度数据转变为一维灰度和序列,利用自适应阈值分割,获得单根烟丝所在的图像区域[3]。对所获得的图像区域采用图像二值化、高通滤波、sobel边缘算子方法进行处理,获得单根烟丝轮廓边缘图像[4]。计算图像灰度发生突变时两个位置间的像素数,根据单个像素点对应的实际面积,结合CCD成像系统倍率和像元尺寸,计算出被测烟丝的宽度[5]。烟丝快速测量仪测量结果误差≤0.5%,变异系数<0.2%,能够满足标准规定的切丝宽度允差(±0.1mm)[6]。
然而,前人[5,6]并未确定快速测量仪取样方法,也未将快速测量仪应用到对切丝质量和切丝机运行状况进行评价中,因此,本研究拟根据烟丝快速测量仪的功能属性,确定烟丝样本取样方法,将烟丝快速测量仪与胶棒测量烟丝宽度的方法进行对比研究,并采用传统烟丝、膨胀丝、薄片丝3种烟丝物料及TOBSPIN和YS14两种切丝机对扫描成像式烟丝宽度快速测量仪进行应用研究。
1 材料与方法
1.1 原料与仪器
川渝中烟所生产的娇子(蓝)切后烟丝:川渝中烟有限责任公司成都分厂;
CO2膨胀烟丝:川渝中烟有限责任公司成都分厂多宝寺厂区;
造纸法薄片烟丝:成都市西河薄片厂;
烟丝快速测量仪:Tm-i型,川渝中烟技术中心;
切丝机专用胶棒:JCT型,振华机械有限公司;
千分位游标卡尺:500-196型,日本 Mitutoyo公司;
切丝机:TOBSPIN型,德国Hauni公司;
切丝机:YS14型,昆明烟机集团二机有限公司。
1.2 试验方法
1.2.1 烟丝快速测量仪的测量方式 将所取样品烟丝放入烟丝工件盒中(图1),然后通过烟丝工件台系统(图2)将烟丝盒送至CCD扫描镜头下待扫描成像(图3),通过控制界面控制(图4),能够完成烟丝自动进样、图像采集、图像分析、数据计算及输出等功能。
1.2.2 胶棒法测量烟丝宽度的测量方式 胶棒法是目前校验切丝机切丝宽度符合性的常用方法,即在切丝机片烟内放置一根切丝机专用胶棒,随切丝机内的烟片同步运行,经切刀切割后胶棒被切成薄片,利用千分位游标卡尺测量胶片的厚度,以此代表烟丝的宽度。
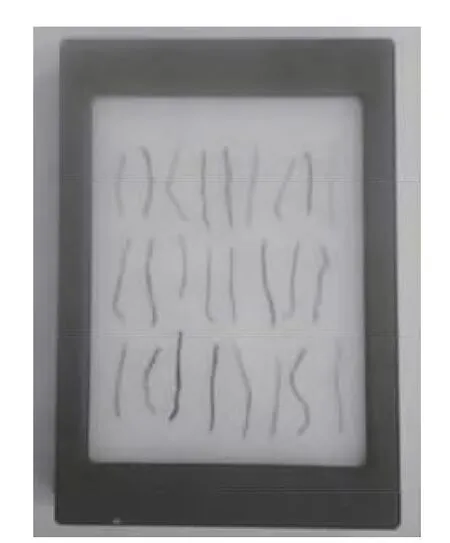
图1 烟丝盒示意图Figure 1 Cut tobacco box system
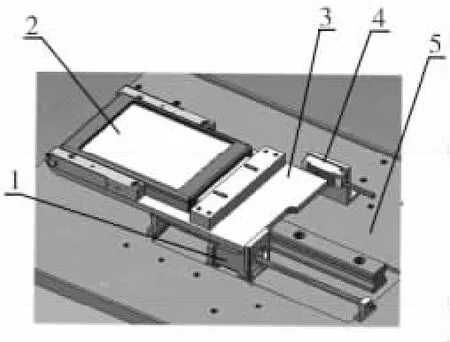
图2 工件台系统Figure 2 Workpiece table system
2 结果与讨论
2.1 摆放数量对烟丝宽度测量仪测量结果的影响
为了考察烟丝摆放数量对测量结果的影响,在烟丝盒上摆放一根宽度为0.90mm的标准样品,再分别摆放1,5,10,15,20,25根烟丝,每次摆放不同数量烟丝后重复测量标准样品6次,考察摆放数量对0.90mm标准宽度样品测量结果的影响。由表1可知,在相同摆放数量下,不同试验测量结果的标准偏差较小,说明测量结果的重复性较好;在不同摆放数量下,各测量结果平均值的平均值呈无规律变化,且相对误差均小于0.1%,说明烟丝的摆放数量对测量结果无影响。测量时,在保证烟丝无交叉重叠的前提下,对摆放数量没有要求。
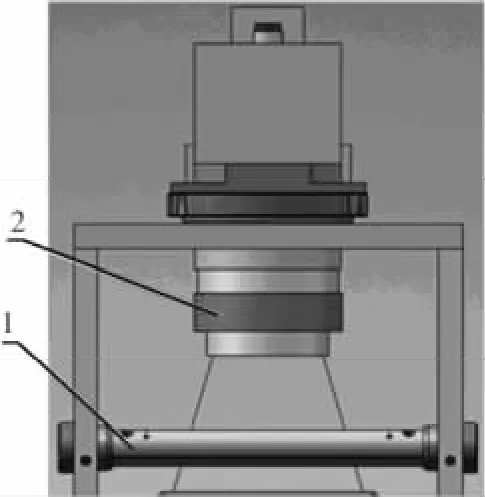
图3 扫描成像系统Figure 3 Scanning imaging system
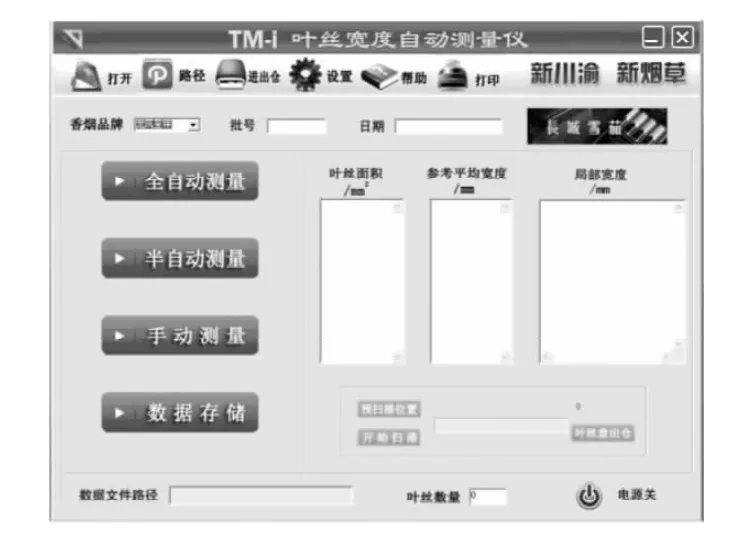
图4 计算机软件操作页面Figure 4 Software operating system
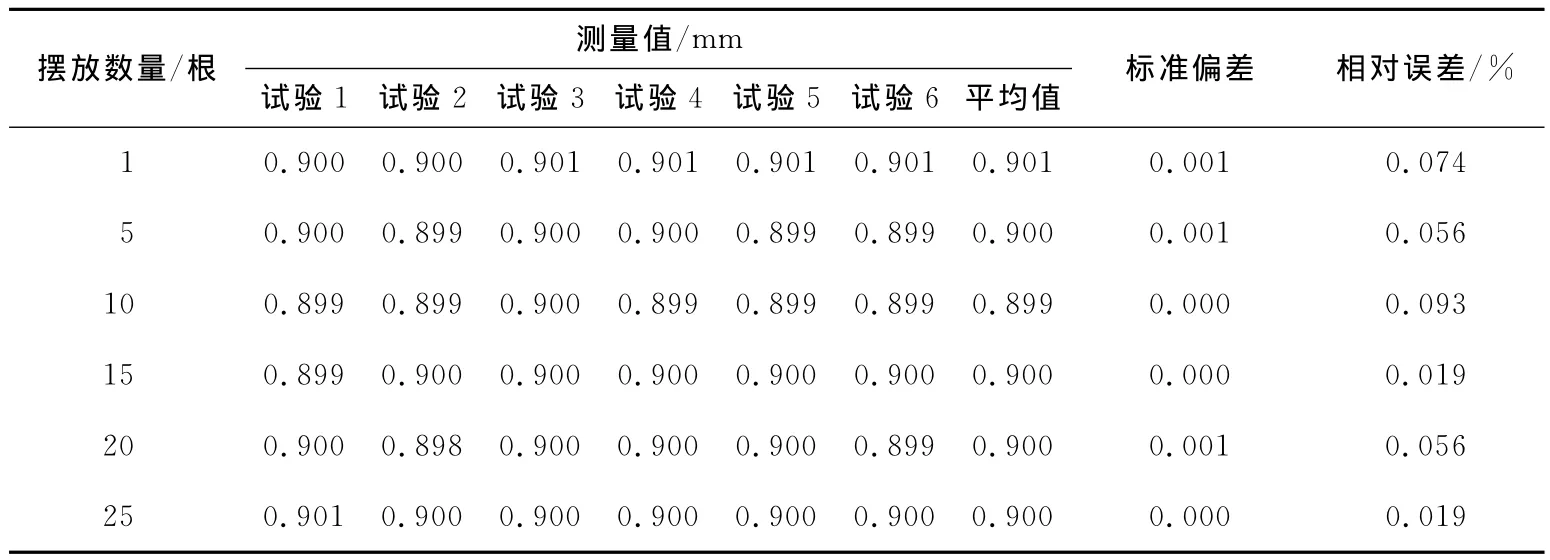
表1 不同摆放数量的宽度测量结果Table 1 Tobacco width measured results of different tobacco amout
2.2 烟丝取样重量对烟丝宽度测量仪测量结果的影响
为了确定影响测量结果的最小取样量,在切丝机出口分别取烟丝10,30,50,100g,从每批烟丝中随机选取25根烟丝进行宽度测量,考察取样重量对测量结果的影响。由表2可知,不同取样重量下测量结果呈无规律性变化。对平均值差别最大的30g和100g测量结果进行Z检验(双样本均值分析),其P值为0.345 6,大于0.05,平均值无显著性差异,说明取样重量对烟丝宽度测量结果无显著性影响。取样时烟丝重量满足测量要求的烟丝数量即可。
2.3 烟丝取样数量对烟丝宽度测量仪测量结果的影响
2.3.1 利用统计学确定样本量 在抽样测量时,样本量的大小直接影响抽样样本的代表性,足够的样本量是保证测量误差在规定范围内的重要因素,在统计学中,样本量的大小应考虑样本的变异程度、绝对误差限和置信水平[7]。即样本的离散性越大,样本量越大;抽样误差越小,样本量越大;置信水平越高,样本量越大,一般置信水平取95%。样本量的计算公式见式(1):

式中:
n——样本量,根;
U1-α/2——统计量,置信水平为95%时,U1-α/2=1.96;
σ——标准偏差,mm;
E——绝对误差限,mm。
取300根烟丝,测量其宽度,烟丝宽度的平均值为1.128mm,标准偏差σ=0.130mm,当置信水平为95%时,统计量U1-α/2=1.96,绝对误差限取烟丝宽度平均值的5%,E≈0.056mm,经计算,样本量n≈21。
2.3.2 验证实验 按照不同样本量进行烟丝宽度测量,每个样本量重复测量6次,考察不同样本量测量结果的标准偏差,结果见表3。由表3可知,随着样本量的增大,测量结果的标准偏差呈逐渐减小的趋势,且当样本量大于25时,其减小幅度不明显。考虑到实际测量时的烟丝盒的大小以及上述统计学计算结果,最终确定测量烟丝宽度的样本量为25根。
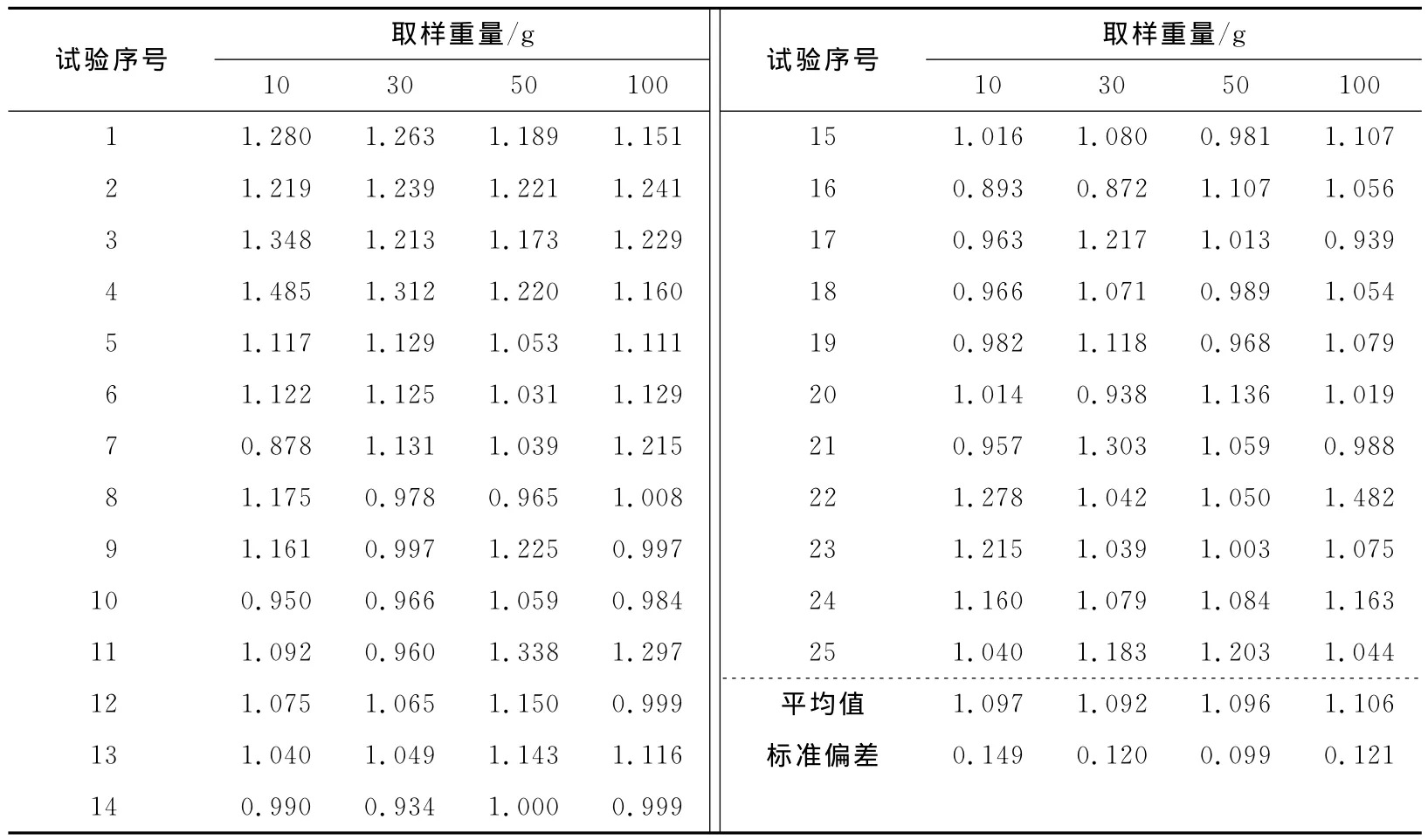
表2 不同取样重量烟丝宽度测量结果Table 2 Tobacco width measured results of different sampling weight mm
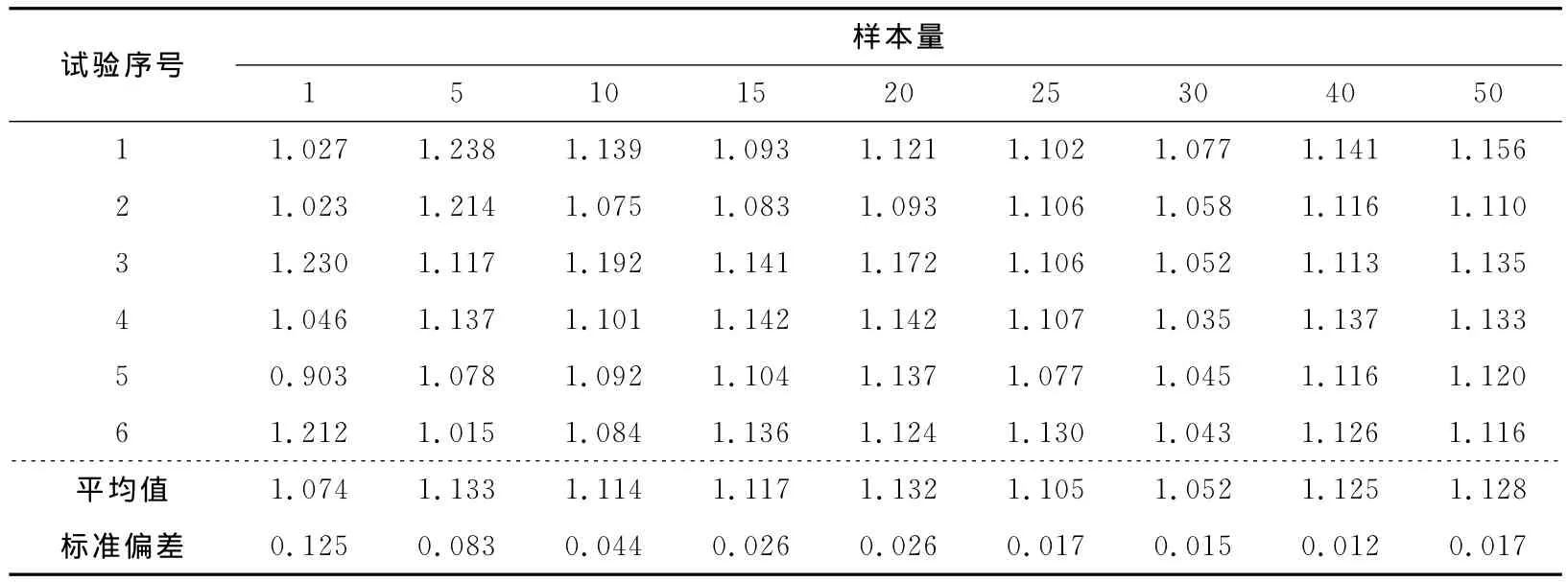
表3 不同样本量烟丝宽度测量结果Table 3 Tobacco width measured results of different sampling amount mm
2.4 测量时间对烟丝宽度测量仪测量结果的影响
现场抽取样品后,对7根烟丝分别在0,5,10,20,30,60,120,180min时进行宽度测量,考察测量时间对烟丝宽度测量结果的影响,结果见表4。由表4可知,随着测量时间的增加,烟丝宽度总体呈减小的趋势,且前期减小较快,后期趋于平缓,以零时刻的测量结果为真值,相对误差随测量时间的增加而增加,当测量时间大于20min时,相对误差超过1%。这是因为烟丝宽度与烟丝含水率在一定范围内呈正相关:y=0.004x+1.082,如图5和图6所示,烟丝含水率随着放置时间的增加导致烟丝细胞收缩,从而造成烟丝宽度降低,且前期减小较快,后期趋于平缓。因此,对烟丝进行宽度测量时,取样后应密封样品并立即测量,不宜长时间放置,测量时调节环境应符合GB/T 16447—2004要求。
2.5 烟丝快速测量仪测量不同类型烟丝的宽度
分别取25根相同切丝参数下的传统烟丝、膨胀丝、薄片丝进行宽度测量。由表5可知,对于平均宽度,传统烟丝和薄片丝的宽度差别不大,膨胀烟丝宽度明显增大;对于标准偏差,膨胀烟丝标准偏差最大,薄片丝标准偏差最小。这是由于膨胀烟丝是经液体CO2浸泡后,通过200℃左右的热风快速加热膨胀工序生产的,其烟丝宽度的不规则性要大于传统烟丝[8];而造纸法薄片是通过烟末等原料经过造纸过程而制造的,相对于传统片烟,它的烟片结构更加均匀,因此薄片烟丝比传统烟丝要均匀[9]。可以看出测量仪对3种常用烟丝宽度的测量结果能够反映其真实性。
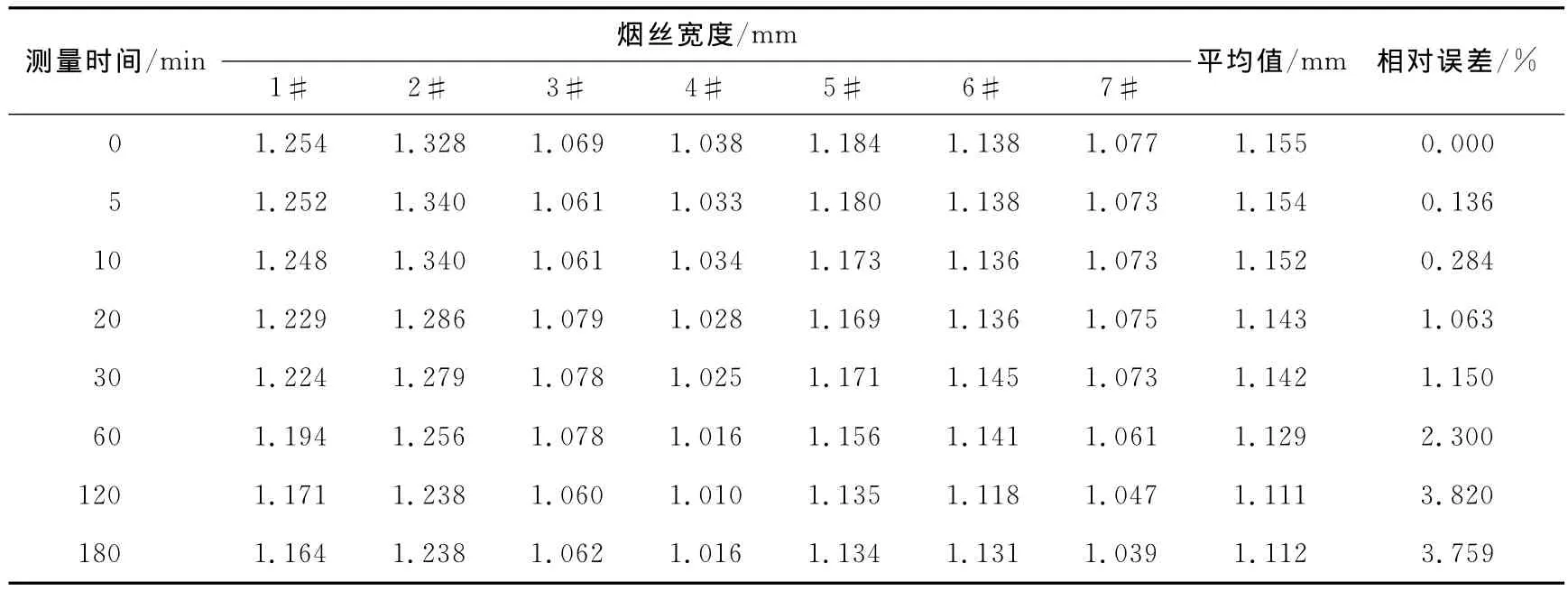
表4 不同测量时间下的烟丝宽度Table 4 Tobacco width measured results of different
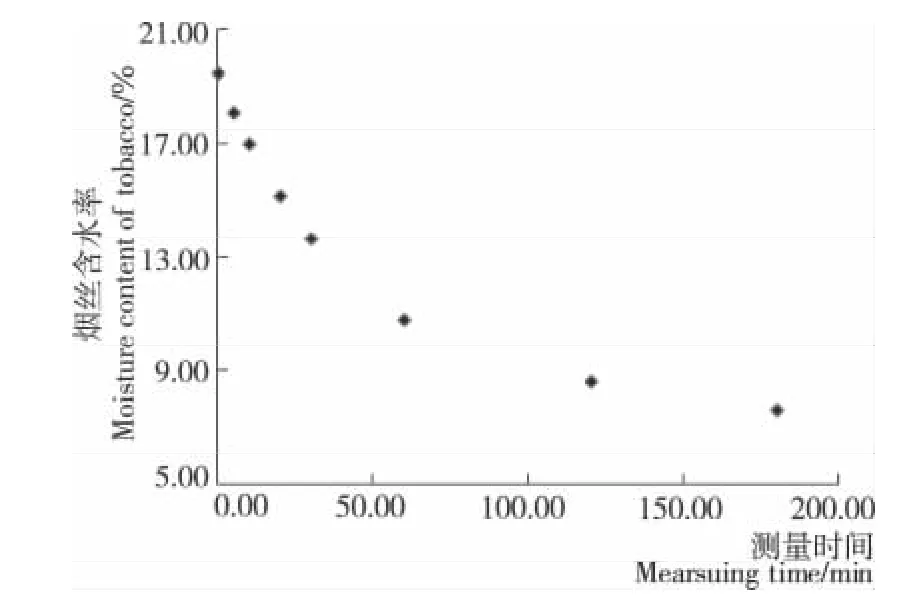
图5 烟丝含水率随测量时间的变化Figure 5 Relationship between moisture content of tobacco and measuring time
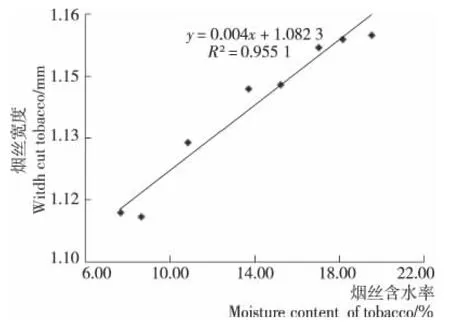
图6 烟丝宽度与含水率的关系Figure 6 Relationship between tobacco width and moisture content
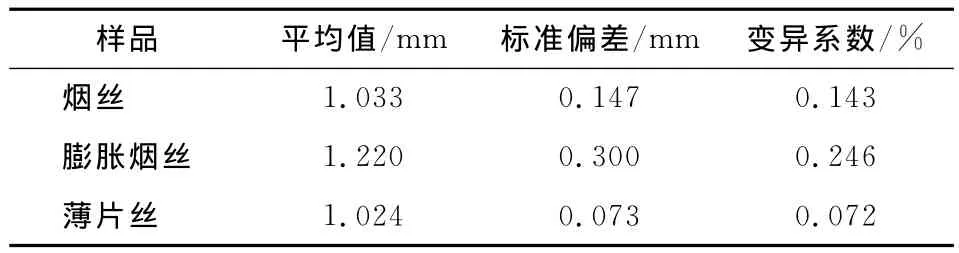
表5 3种烟丝的宽度测量结果Table 5 Tobacco width measured results of three kinds of cut tobacco
2.6 烟丝快速测量仪测量不同切丝机类型切后烟丝宽度
对TOBSPIN和YS14两种切丝机日常工作中的烟丝进行宽度测量,考察其符合性和稳定性,样品数量为25。由表6可知,对于符合性,TOBSPIN切丝机实际测量值明显大于设定宽度,相对误差较大,YS14型切丝机实际测量值和设定值较为接近,相对误差较小;对于稳定性,两种切丝机所切烟丝的标准偏差均较大,相对而言,YS14切丝机较TOBSPIN切丝机更为稳定。YS14切丝机的符合性和稳定性优于TOBSPIN切丝机,因此烟丝快速测量仪也可用于对不同切丝机的稳定性评价。
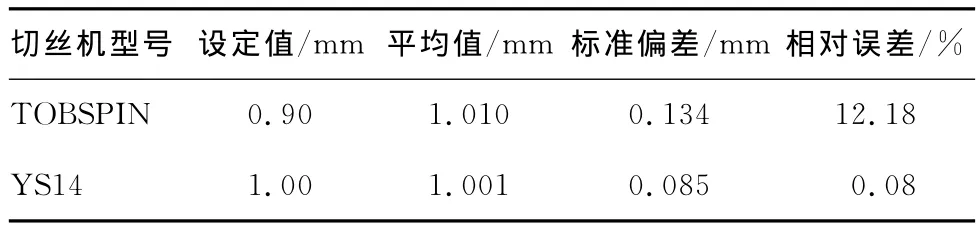
表6 不同切丝机的烟丝宽度测量结果Table 6 Tobacco width measured results of different tobacco cutters
2.7 烟丝快速测量仪测量不同切丝机参数下的烟丝宽度
为了考察切丝参数对烟丝宽度的影响,在相同刀门压力(37kN)下设定不同切丝宽度(0.85,0.90,0.95mm),测量烟丝宽度,样品数量为25。由表7可知,对于不同切丝宽度,实际测量值均大于设定宽度,相对误差随设定值的增大而增大。

表7 不同切丝参数的宽度测量结果Table 7 Tobacco width measured results of different tobacco cutters’parameters
2.8 烟丝快速测量仪与胶棒法对比
对切丝机设定不同切丝宽度,分别用胶棒法和烟丝宽度快速测量仪进行宽度测量,样品数量为25。由图7可知,胶棒法和烟丝宽度快速测量仪的实际测量值整体均大于设定值,说明切丝机切丝宽度的符合性存在不足;由于胶棒与烟丝在弹性系数和塑性系数等物理特性方面存在差异,导致胶棒法的测量结果比烟丝宽度测量仪平均小0.062mm;在一定范围内,测量仪与胶棒法的测量结果呈正相关,其关系方程为:y=0.930 9x+0.127 5。
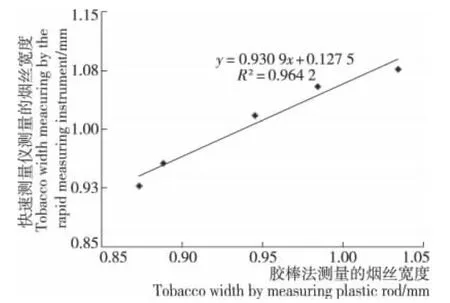
图7 胶棒法与测量仪测量结果的关系Figure 7 Width results by the rapid measuring instrument and using plastic rod
宽度测量仪更能够对烟丝宽度进行直接测量,对切丝工作进行正确指导;利用烟丝宽度测量仪对烟丝进行宽度测量,可随时对生产过程进行监测,省去停机放置胶棒和人工挑选胶片的工作,避免由于胶片挑选不干净而造成生产事故。通过对胶棒法和烟丝快速测量仪测试同种样品进行计时,发现胶棒法用1h左右才能完成胶棒切片、游标卡尺测量读数、数据整理工作;而烟丝快速测量仪总计用时只有12min左右,烟丝快速测量仪测试用时为胶棒法的1/5。
3 结论
综上所述,本试验基于烟丝快速测量仪的设备性能,通过对取样重量、每次烟丝摆放数量、取样根数的研究,确立了测量烟丝宽度所需的样品量为25根;并以此取样方法为基础进行了烟丝快速测量仪的应用研究。结果表明:① 烟丝宽度快速测量仪所测批次样品时间为胶棒法测量时间的1/5,不仅能缩短测试时间避免烟丝水分散失对测量结果真实性的影响,还能够简化人工操作避免烟用胶棒混入切后烟丝而造成的生产事故;② 烟丝快速测量仪对于传统烟丝、膨胀烟丝、薄片烟丝的烟丝宽度测量具有较高的准确性,能够满足日常卷烟工业生成所用烟丝类型的测量;③ 烟丝宽度快速测量仪测量结果可以对不同切丝机不同切丝参数进行稳定性评价,进而指导日常制丝工艺生产。
1 王建民.烟碱/焦油比与卷烟吸味品质之间的关系[J].烟草科技,2002(5):8~10.
2 赵国庆.胶棒检测法在梗丝厚度测试中的应用[C]//2010年中国烟草学会工业专业委员会烟草工艺学术研讨会论文集.青岛:中国烟草学会工业专业委员会,2010:139~141.
3 王淑蓉.一种基于自适应技术的二维平面采样方法:中国,CN201310231667.8[P].2011—11—02.
4 胡松.一种基于边缘检测的生物芯片样点识别方法:中国,CN201110006888.6[P].2011—01—10.
5 钟玲娜.一种用于高精度数据采集系统的数据校正方法:中国,CN201310095459.X[P].2013—03—22.
6 赵维一.基于线阵CCD数字图像处理技术的叶丝宽度测量装置[J].烟草科技,2013(10):12~16.
7 国家质检总局.GB/T 4891—2008 为估计批(或过程)平均质量选择样本量的方法[S].北京:中国标准出版社,2008.
8 韩卿.造纸法烟草薄片制造工艺的研究[J].西北轻工业学院学报,2002,20(1):19~21.
9 唐金岭.干冰膨胀工艺参数对膨胀烟丝整丝率的影响[J].食品与机械,2013,29(3):246~249.
