采用HFW精密焊管生产液压缸缸筒工艺研究
2015-12-20李殿杰王金飞胡日荣韩宝云张启富
李殿杰,王金飞,胡日荣,韩宝云,张启富
(新冶高科技集团有限公司,北京 100081)
采用HFW精密焊管生产液压缸缸筒工艺研究
李殿杰,王金飞,胡日荣,韩宝云,张启富
(新冶高科技集团有限公司,北京 100081)
介绍了液压缸缸筒用钢管的欧洲标准EN 10305、美国标准ASTM A513/519和国标GB 8713现状,指出国产液压缸缸筒用焊接钢管标准的空白成为采用HFW焊管生产液压缸缸筒的制约瓶颈。比较了液压缸缸筒用钢管常用材质的化学成分和力学性能,认为Q345钢适合作为液压缸缸筒常用材质。阐述了目前液压缸缸筒的几种生产工艺,着重分析了新型HFW精密焊管作为管坯生产液压缸缸筒的工艺及其应用,指出GB/T 31315标准的实施将促进液压缸缸筒用HFW精密焊管的生产。
HFW;精密焊管;液压缸缸筒;生产工艺
液压传动是现代工程及装备中的重要使用方式,广泛应用于起重运输、工程机械、冶金机械及汽车工业等领域[1-2]。液压缸基本上由缸筒和缸盖、活塞和活塞杆、密封装置与缓冲装置组成,液压缸输出力与活塞有效面积及其两边的压差成正比,而缸筒是形成内腔盛装流体的关键元件,因此,液压缸筒对液压油缸的寿命起到关键性作用[3]。轻量化及高压化是液压缸的发展趋势,因而对缸筒的强度、韧性、精度和耐磨性提出了更高的要求。
1 液压缸缸筒用钢管的技术标准
1.1 标准概况
对于液压及气动缸筒用钢管的生产技术标准,欧洲标准有EN 10305《精密钢管交货技术条件》,其中EN 10305-4《液压气动系统用冷拔无缝钢管》和EN 10305-6《液压气动系统用冷拔焊接钢管》两部分专门对液压及气动缸筒用钢管做了详细规定。美标也有ASTM A513《机械工程用碳素钢和合金钢电阻焊钢管》和ASTM A519《机械工程用碳素钢和合金钢无缝钢管》。相对于欧标和美标,中国仅有GB 8713《液压和气动缸筒用精密内径无缝钢管》,并且该标准的最新版本发布时间为1988年,标准要求已与目前的生产现状严重脱节。据悉,由徐工液压件公司组织申报的《液压和气动系统用冷拔或冷轧精密无缝钢管》国家标准制定计划获全国钢标准化委员会立项批复,该标准将对GB 8713进行更新和完善。目前,GB 8713《液压和气动缸筒用精密内径无缝钢管》和GB/T 3639《冷拔或冷轧精密无缝钢管》常被用作我国液压缸企业采购缸筒用钢管的标准。由江苏中友精密制管有限公司起草的GB/T 31315《机械结构用冷拔或冷轧精密焊接钢管》已于2014年12月5日发布,将于2015年9月1日起实施,这一标准的发布实施将填补我国精密焊接钢管国标的空白,可作为液压缸缸筒用钢管订货选用标准。
1.2 不同标准对液压缸缸筒用钢管的理化性能要求
表1给出了欧标、美标和国标中液压缸缸筒用钢管的常用牌号的主要化学成分。
目前,国内工程机械行业液压缸缸筒常用牌号主要为20钢、45钢和27SiMn钢等。由表1可以看出,这些材料通过提高含碳量或者加入Mn和Si等微量元素来提高材料的性能。欧洲在油缸行业普遍使用的钢材是E355,属于一种低碳合金钢,在保证强度的同时避免了我国油缸行业所用27SiMn等材料焊接性能不良的缺陷。与GB 8713相比,在即将实施的GB/T 31315中增加了Q345牌号,为液压缸缸筒用焊接钢管提供了标准依据。

表1 缸筒用钢管的主要化学成分 %
EN 10305中对液压及气动缸筒用钢管的交货状态做了明确要求,即最终冷拔后采用可控气氛炉正火状态交货。GB 8713中要求钢管以冷加工/硬状态交货,上述几种材质正火后的室温力学性能见表2。

表2 缸筒用钢管的力学性能
由表2可以看出,27SiMn合金钢主要是作为调质材料使用,其调质后屈服强度可达835 MPa以上;Q345钢由于具有良好的强度与韧性,断后伸长率指标很高,适合冷拔生产,其冷拔后的各项性能大大优于45钢,与欧洲的E355材料相似[4-5],适合选做缸筒用钢管的材质。
2 液压缸缸筒生产现状
2.1 传统切削粗加工工艺
目前,国内生产液压缸缸筒基本上都是用无缝钢管作为坯料,传统生产工艺如图1所示。
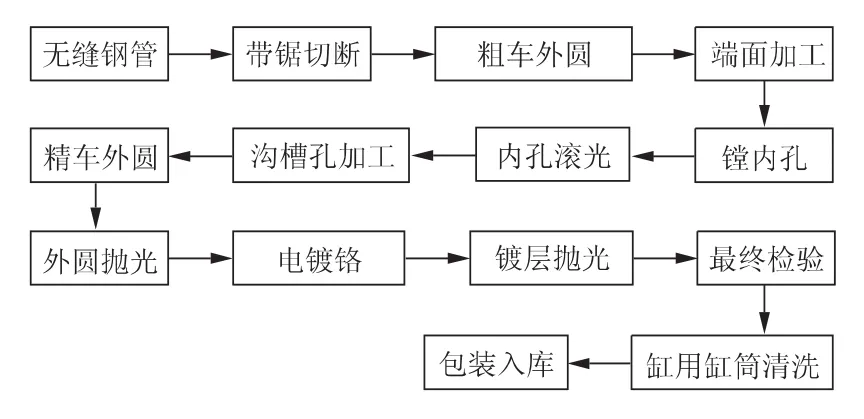
图1 液压缸传统生产工艺流程图
其中,把生产液压缸用缸筒半流程产品内孔加工到位,而外圆经粗加工成留有一定加工余量的半成品管,称为液压缸体管。可以直接销售给成品液压缸总装厂再进行后续的沟槽孔加工、外圆精加工、电镀、清洗和装配。国内以山东矿机、山东众力和四川长江液压等为代表约有80%左右的液压缸生产企业是使用传统工艺,该工艺生产液压缸缸筒的主要特点为:
(1)金属收得率低,一般为50%~65%[6]。
(2)产品强度低。产品强度取决于无缝管管坯强度,25Mn热轧态无缝管屈服强度≥295MPa,最小抗拉强度≥490MPa,断后伸长率≥22%[4]。
(3)尺寸精度高。内孔精度可达H8级,内表面粗糙度Ra0.05~0.1 μm,偏心率<3%t,直线度<0.3mm/1000mm。
(4)生产效率低。例如:以φ165mm×12.5mm无缝钢管为管坯,生产φ160mm×7.5mm×1650mm的成品缸筒,内镗和外车速度为20~50 mm/min,含装卡每支外车和内镗需40~60 min,按年产1万t计算,需要数百台镗床和车床。
(5)生产成本高。由于加工过程中金属损耗高、劳动力密集、生产过程中各类工具消耗大等原因,导致生产成本高。
2.2 酸洗冷拔退火工艺
为了降低传统工艺的加工成本,首先必须提高原材料的金属收得率[7],再者提高生产效率。近十年来国内生产液压缸体管的工艺发生了一些变化[8],部分液压缸生产企业用酸洗冷拔退火工艺代替切削粗加工工艺[9-10], 从而降低机加工的切削损失,提高金属收得率。此种工艺流程如图2所示,使用此种工艺生产液压缸的国内代表企业有张家口长宇利华液压系统制造有限公司、常州腾田液压机械有限公司、无锡振华机械有限公司等。
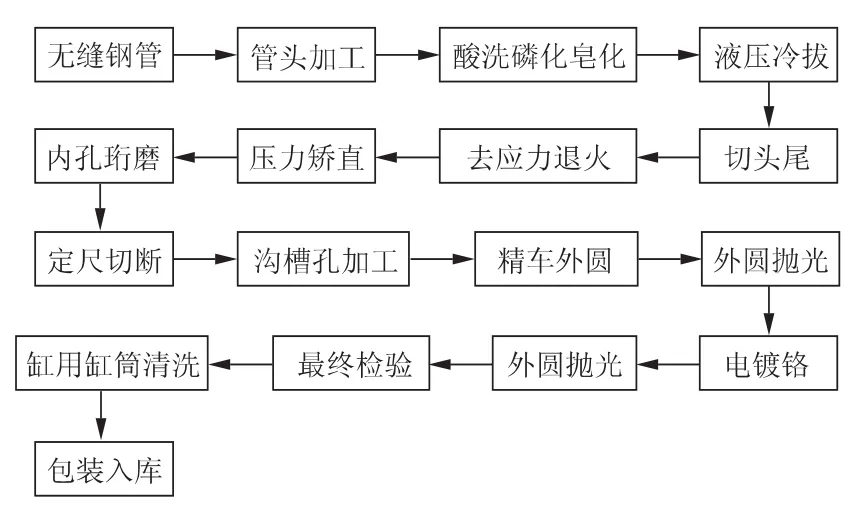
图2 无缝钢管酸洗冷拔退火工艺流程图
相比传统工艺,此工艺具有以下特点:
(1)金属收得率提高,从无缝钢管到液压缸缸筒的金属收得率可以达到70%~75%。
(2)由于冷加工过程中材料产生了加工硬化,导致屈服强度和抗拉强度提高,塑性和韧性降低。25Mn无缝管冷拔后屈服强度≥510 MPa,抗拉强度≥600 MPa,断后伸长率≥15%[4]。
(3)生产效率提高。例如:以 φ165 mm× 12.5mm无缝钢管为管坯,生产φ160mm×7.5mm× 1 650 mm的成品缸筒,冷拔速度为60~100 m/h,内孔珩磨速度为20~40 mm/min,按年产1万t液压缸缸筒计算,需要2台液压冷拔机和40台内孔珩磨机。
(4)尺寸精度稍低。内孔精度可达H9级,内表面粗糙度Ra0.2~0.4 μm,偏心率<5%t,直线度<0.5 mm/1 000 mm。
(5)生产工艺不环保。在冷拔前必须对管子进行碱洗除油、酸洗去锈、表面磷化和皂化润滑,生产过程中产生大量的废酸和废水,污染环境。
3 新型液压缸缸筒生产工艺
随着热轧带钢技术的进步,HFW焊管的成型和焊接技术也在不断提高,从而为HFW焊管的广泛应用奠定了基础。由于HFW焊管与无缝钢管相比具有尺寸精度高、壁厚均匀、偏心小和内外表面质量好等优点,在20世纪70—80年代国外发达国家已经用HFW精密焊管作为坯料冷拔生产液压缸缸筒。意大利玛切嘉利公司已成为该行业的佼佼者,并且于2011年投资15亿元人民币在扬州建成投产了HFW精密管工厂[11],其中E355材质冷拔HFW液压缸筒用管是其主打产品。该种工艺与无缝钢管酸洗冷拔退火的工艺流程类似,不再赘述,其特点是:
(1)金属收得率进一步提高(见表3),从HFW焊管到液压缸缸筒的金属收得率提高到76%~ 80%,精加工缸筒阶段,HFW焊管作为管坯在金属收得率方面的优势更加明显。

表3 金属收得率比较表
(2)产品性能优于无缝管坯冷拔退火珩磨管,以扬州玛切嘉利产品E355为例,屈服强度≥540 MPa,抗拉强度≥640 MPa,断后伸长率≥15%。
(3)冷拔过程依然存在酸洗磷化、皂化污染工序。
采用HFW焊管冷拔生产液压缸缸筒,虽然玛切嘉利扬州工厂是国内目前唯一建成投产的企业,但是国内江苏中友和江苏丰立等精密制管企业已将此生产工艺成熟应用于汽车减震器用管的生产,国内也有企业用此工艺试制原料为J55的精密泵筒用管[12]。尽管国内外的生产实例证明HFW焊管冷拔生产液压缸缸筒是可行的,但冷拔过程的污染工序还不能满足如今的环保要求,同时缸筒的精加工工艺也有进一步的改善余地。由新冶高科技集团有限公司负责工程设计和关键设备供货的山东某公司采用HFW精密焊管生产液压缸缸筒项目正在建设中,该项目的生产工艺对现有HFW焊管冷拔工艺进行了改进,形成了一种新的生产工艺,其流程如图3所示。
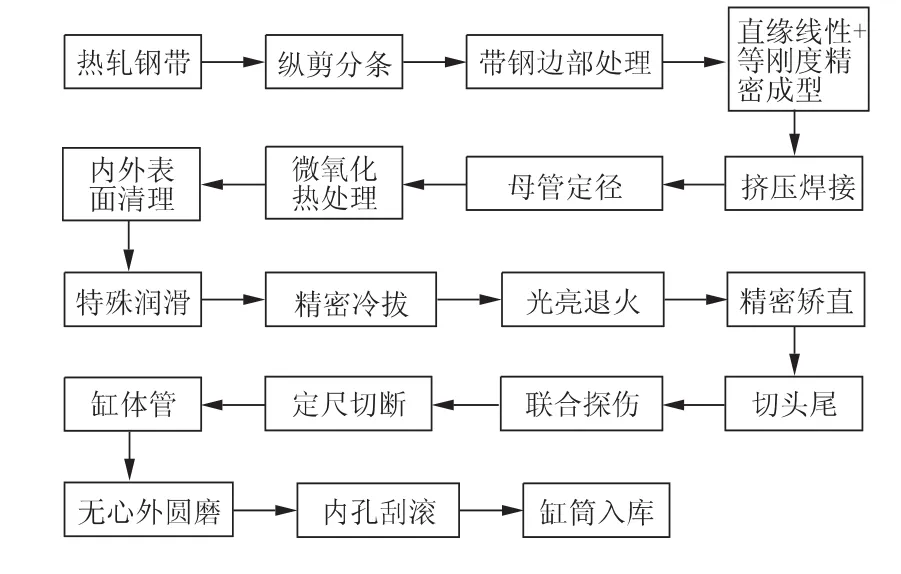
图3 采用HFW精密焊管生产液压缸缸筒工艺流程图
该生产工艺创新点为:
(1)采用HFW精密焊管替代无缝钢管管坯进行精深冷加工,是对传统工艺技术的一种优势替代,体现了近终型成形技术进步的方向。直缘线性+等刚度成型技术的应用使得该项目产品规格达到φ(50~240)mm×(2~16)mm。
(2)微氧化热处理技术、内外表面机械除锈清理技术和特种润滑技术相结合的绿色制造工艺,替代现行的酸洗、磷化、皂化等传统污染工序,解决了冷加工钢管行业长期存在的环保难题。
(3)精密矫直和外圆无心磨的精加工代替外圆精车,用内孔刮滚代替内孔珩磨工艺,尺寸精度得到进一步提高,内孔IT8~9级,外圆IT7~8级,直线度<0.20/1000mm,偏心率<1%t,内孔粗糙度<0.8μm,外圆粗糙度<0.4μm。同时综合金属收得率也提高2%~3%。
4 结 论
(1)通过对液压缸缸筒用钢管的技术标准的比较研究,发现我国液压缸缸筒用焊接钢管标准的空白成为采用HFW焊管生产液压缸缸筒的制约瓶颈。
(2)对液压缸用不同材质的化学成分和力学性能的对比分析得出,Q345钢适合用于生产液压缸缸筒。
(3)比较了液压缸缸筒的几种生产工艺,着重分析了HFW焊管作为管坯生产液压缸缸筒工艺,新型HFW精密焊管生产液压缸缸筒工艺具有效率高和环保的特点,适宜推广。
(4)GB31315《机械结构用冷拔或冷轧精密焊接钢管》将于2015年9月1日起实施,该标准实施后将促进液压缸缸筒用HFW精密焊管的生产。
[1]鲍岩,叶金铎,马叙,等.冷轧无缝钢管残余应力对液压缸筒承载能力影响的研究[J].机床与液压,2014, 42(23):122-126.
[2]臧克江.液压缸[M].北京:化学工业出版社,2010.
[3]韩波.液压缸筒用钢管椭圆度分析[J].液压气动与密封,2013(2):47-49.
[4]陈登民,王家聪.工程机械液压缸缸筒材料选择之探讨[J].液压气动与密封,2013(12):81-85.
[5]王家聪,生敏,刘庆教,等.用Q345B钢管生产工程机械液压油缸缸筒[J].钢管,2012,41(6):45-49.
[6]王三云.采用冷拔高频焊管生产液压缸缸筒的合理性分析[J].钢管,2015,44(1):73-76.
[7]韩波.如何提高液压缸筒用无缝钢管材料利用率[J].液压气动与密封,2012(8):6-7.
[8]刘铁军.我国缸筒用高精度冷拔钢管的技术与发展[J].钢管,2003,32(2):1-5.
[9]橱道和,张卫群.冷拔技术在液压缸筒上的应用[J].煤矿机械,2007,28(9):178-180.
[10]葛树才,张英杰.冷拔管缸筒工艺分析[J].工程机械,2006, 37(12):51-52.
[11]陈晓莉.产品差异化和注重民生是焊管结构调整的方向[N].中国冶金报,2011-05-10.
[12]李景学,冯宝仲,王明燕.精密泵筒用HFW钢管的研制与应用[J].焊管,2013,36(2):39-43.
Research on Production Process of Using HFW Precision Welded Pipe to Produce Hydraulic Cylinder Barrel
LI Dianjie,WANG Jinfei,HU Rirong,HAN Baoyun,ZHANG Qifu
(New Metallurgy Hi-Tech Group Co.,Ltd.,Beijing 100081,China)
In this article,it introduced current status of several steel pipe standards used for hydraulic cylinder barrel, including EN 10305,ASTM A513/A519 and of GB 8713,pointed that the standard blank of welded pipe used for domestic hydraulic cylinder barrel becomes restrictive bottleneck for adopting HFW pipe to produce hydraulic cylinder barrel.After comparing chemical composition and mechanical properties of steel pipes commonly used for hydraulic cylinder barrel,it pointed that Q345 is suitable to commonly used material.Several kinds of hydraulic cylinder barrel production process were expounded,the process of using HFW pipe as billet to produce hydraulic cylinder barrel was analyzed emphatically.It also introduced the new process of using HFW precision welded pipe to produce hydraulic cylinder barrel and its application.The implementation of GB/T 31315 will promote HFW pipe production used for hydraulic cylinder barrel.
HFW;precision welded pipe;hydraulic cylinder barrel;production process
TG335.75
B
1001-3938(2015)08-0038-04
李殿杰 (1979—),男,高级工程师,主要从事钢管生产工艺研究和钢管项目工程设计工作。
2015-04-27
罗 刚
