弘财选煤厂煤泥重介控制系统的设计与应用
2015-12-20郭学坡
郭学坡
(1.中煤科工集团唐山研究院有限公司, 河北 唐山 063012;2.河北省煤炭洗选工程技术研究中心, 河北 唐山 063012)
弘财选煤厂煤泥重介控制系统的设计与应用
郭学坡1,2
(1.中煤科工集团唐山研究院有限公司, 河北 唐山 063012;2.河北省煤炭洗选工程技术研究中心, 河北 唐山 063012)
为确保弘财选煤厂煤泥重介质旋流器运行的稳定性,设计了煤泥重介控制系统。主要介绍了该控制系统的设计原理、系统组成、系统功能、技术特点,并简单分析了其应用效果。生产实践表明:该控制系统设计先进,性能优异,实现了对煤泥重介分选工艺系统的精准控制。
煤泥重介;系统组成;系统功能
弘财选煤厂是一座洗选能力为1.20 Mt/a的矿区型选煤厂,原煤以不分级、不脱泥方式直接入选,主选工艺为:50~0.5 mm粒级由无压入料三产品重介质旋流器分选,0.5~0.25 mm粒级由煤泥重介质旋流器分选,<0.25 mm粒级由机械搅拌式浮选机浮选,实现洗水闭路循环。该厂主要入选弘财、范家寨、荒田三个煤矿的原煤,均为贫瘦煤,具有低中灰、低硫、高发热量的特点,主导产品为瘦精煤和高炉喷吹煤。
该厂0.5~0.25 mm粒级原煤为极难选煤,采用煤泥重介质旋流器对其进行分选,以弥补无压入料三产品重介质旋流器分选下限高,无法有效分选煤泥的缺点。但煤泥重介分选工艺在我国应用时间较短,各工艺参数之间相互影响、相互制约,实际操作中存在一定困难。因此,与该设备配套的、确保其运行稳定的控制系统的设计就显得十分重要。
1 控制系统设计原理
该厂煤泥重介工艺原则流程为:精煤脱介弧形筛筛下物的一部分,即含有介质和精煤泥的悬浮液被分流到煤泥合介桶,再由煤泥合介泵输送至NZXφ250×6煤泥重介质旋流器组分选;旋流器溢流随精煤稀介进入精煤磁选机,旋流器底流随中煤稀介进入中煤磁选机,分别回收其中的合格介质和煤泥产品。
在煤泥重介分选工艺中,影响洗选精度的主要工艺参数包括重介悬浮液密度、重介悬浮液煤泥含量、旋流器入料压力、煤泥合介桶液位,设计煤泥重介控制系统前必须对这些参数进行分析。
1.1 重介悬浮液密度
煤泥重介质旋流器选煤是利用阿基米德原理在离心力场中完成的。合介泵将重介悬浮液以一定压力沿切线方向给入旋流器,并形成两个螺旋流,沿旋流器内壁向下运动的为外螺旋流,围绕旋流器轴向向上运动的为内螺旋流。由于内螺旋流具有负压而吸入空气,并沿旋流器轴向形成空气柱[1]。颗粒在悬浮液中受到不同力的作用,半径r处的合力为F[1],

式中:V为颗粒体积,cm;δ为颗粒密度,g/cm;ρ为悬浮液密度,g/cm;Vt为颗粒切向速度,cm/s。
当颗粒密度大于重介悬浮液密度时F为正,颗粒被甩向外螺旋流,即重产物随外螺旋流从底流口排出;当颗粒密度小于重介悬浮液密度时F为负,颗粒向内螺旋流运动,即轻物随内螺旋流从溢流口排出[1]。要提高煤泥的分选精度,煤泥重介控制系统必须能精确地控制重介悬浮液密度。
1.2 重介悬浮液煤泥含量
在煤泥重介质旋流器选煤过程中,煤泥含量过高时,重介悬浮液粘度增加,旋流器内部的密度分层遭到破坏,产品脱介难度增大,系统介耗增加,精煤产品被污染,进而影响分选效果;煤泥含量过低时,重介悬浮液沉淀速度加快,进而导致悬浮液密度无法稳定,同样影响分选效果[2]。因此,快速、准确地检测和控制重介悬浮液中的煤泥含量,对控制系统的控制效果很重要。
1.3 旋流器入料压力
为了保证煤泥重介质旋流器的有效分选下限,必须使重介悬浮液中的颗粒获得足够的离心因数,而增加离心因数的关键在于提高颗粒的离心力,颗粒在悬浮液中受到的离心力F为[1]:

式中:d为矿粒直径,cm;k为切向速度系数;D为旋流器直径,cm;H为旋流器入料压力,MPa;g为重力加速度,m/s2。
由上式分析可知:离心力与入料压力成正比,入料压力越大,颗粒所受的离心力越大[1]。为了保证旋流器的分选精度,必须将入料压力控制在最佳范围内。
1.4 煤泥合介桶液位
保证煤泥合介桶的液位稳定,有利于提高煤泥重介系统的洗选效果。实现由主选系统分流过来的介质与煤泥重介系统返回主洗系统的介质平衡,才能保证整个洗选系统的正常生产,进而达到最佳分选效果[3-4]。因此,煤泥合介桶液位是一个非常重要的参控工艺参数。
2 系统组成与功能
2.1 系统组成
煤泥重介控制系统主要由检测仪表、执行机构、控制站组成,检测仪表主要包括煤泥重介管在线密度计、磁性物含量计、旋流器入料口压力计、煤泥合介桶液位计,执行机构主要包括补介分流装置、泵与加水装置、煤泥合格介质泵变频器、电磁阀(图1)。

图1 煤泥重介控制系统网络结构图Fig.1 Structure diagram of coal slime heavy medium separation control system
为了保证控制系统的先进性和可靠性,控制站采用西门子S7-300系列PLC作为控制核心[5],研华610H工业控制计算机为上位管理与操作计算机,基于KINGWIEW 6.53组态王软件开发人/机界面(图2)。
2.2 系统功能
煤泥重介分选系统的控制主要由以下四个闭环控制系统组成:重介悬浮液密度控制系统、重介悬浮液煤泥含量控制系统、旋流器入料压力控制系统、煤泥合介桶液位控制系统。
(1)重介悬浮液密度控制系统的作用就是检测、调控煤泥重介质旋流器的分选密度。在煤泥重介质旋流器组入料管路上安装在线密度计,连续检测管路中的重介悬浮液密度。为主选精煤脱介筛合介段和磁选机的精矿分别设置分流箱,向煤泥合格介质桶分流部分合格介质,该设计的目的主要是考虑通过主选重介质旋流器的分级、浓缩作用,使大部分<0.5 mm粒级煤泥和特细介质一起随精煤从溢流口排出。溢流重介悬浮液密度低、介质粒度细,可较好的解决煤泥重介分选需要特细介质的问题,无需单独设置超细粒介质系统即可实现对0.5~0.045 mm粒级煤泥的分选。分流箱内置翻板,在泵入料管上引入清水管,并增设电动加水执行器。悬浮液密度低时,加大磁选精矿分流箱开度,向煤泥合格介质桶补加介质;悬浮液密度高时,加大加水执行器开度,向煤泥合格介质桶补加清水[6]。
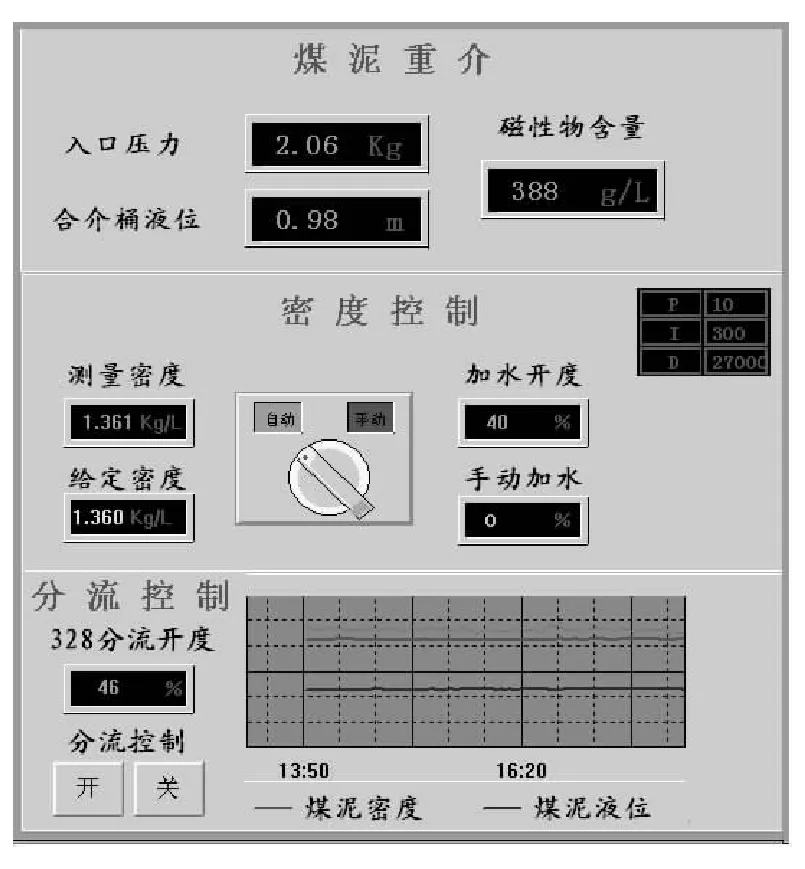
图2 煤泥重介控制系统人/机界面Fig.2 Interface of coal slime heavy medium separation control system
在实际生产过程中,原煤配料系统工作稳定,主选系统原煤入选量平稳,洗选系统中煤泥量呈线性增长趋势。实践表明,当精煤筛下分流箱开度在60%时,通过微调即可保持主选系统煤泥量稳定,从而保证煤泥合介桶入料的稳定。主选精煤磁选机合介段分流箱开度固定在最佳位置时,通过调节加水量即可实现分选密度的有效调整,从而实现密度的单参数闭环控制。
(2)重介悬浮液煤泥含量控制系统用于调节重介悬浮液中的煤泥量。在煤泥重介质旋流器组入料口管路上安装磁性物含量计,检测物料中的磁性物含量,同时借助密度计测出其密度,由计算机根据煤泥含量公式计算出重介悬浮液中的煤泥量。当煤泥量大时,加大煤泥合介桶的加水量,同时补加介质,确保分选密度稳定[7]。
在实际生产过程中,由于煤泥含量采用带式调节,控制范围在35%~60%之间,且煤泥含量与重介悬浮液密度、煤泥合介桶液位等参数有较大的耦合性,因此该系统采用人工智能控制。
(3)旋流器入料压力控制系统用于调节入料压力的大小。在煤泥重介质旋流器组入料口安装压力传感器,该传感器具有就地液晶显示窗,便于现场实时观测入料口压力值,同时远程输出检测信号。煤泥合介泵配备有变频器,采用PID控制,根据压力反馈值实时控制泵的转速,确保压力在旋流器最佳工作压力范围内,从而实现压力的单参数闭环控制[8]。
(4)煤泥合介桶液位控制系统的功用就是保证合介桶液位的稳定、平衡。在煤泥合介桶底部安装压差式液位计,该液位计可连续测量,性能可靠,安装简便,易于维护。通过安装于精煤弧形筛下的分流箱实时调节分流量[9],保证煤泥合介桶的液位稳定,但分流箱的主要作用是调节主选煤泥量。为了保证煤泥合介桶液位的稳定,在每个旋流器入料口设置电控气动阀门,通过电磁阀控制阀门的开关状态。当煤泥合介桶液位较低时,自动减少打开阀门的数量,减少旋流器的工作台数,直至液位升高;当煤泥合介桶液位高时,自动增加打开阀门的数量,增加旋流器的工作台数,直至液位降低,从而实现煤泥合介桶液位的单参数闭环控制。根据实际生产情况,煤泥合介桶液位的平稳是其他参数稳定的重要因素[10]。
3 技术特点
煤泥重介控制系统具有如下技术特点:
(1)以西门子PLC为控制核心,采用模块化结构,系统的先进性、可靠性、控制精度、抗干扰能力较高;
(2)实现了对煤泥重介系统悬浮液密度的自动控制,控制精度较高,在0.5%~1%之间,在有效降低精煤灰分的同时提高了其产率;
(3)重介悬浮液煤泥含量采用人工智能控制,较好地解决了煤泥含量与其他工艺参数的耦合性,提高了系统的可操作性和控制精度。
4 结语
煤泥重介控制系统的使用,实现了对重介悬浮液密度、旋流器入料压力、煤泥合介桶液位等参数的在线检测和自动控制;同时,结合专家系统实现了对重介悬浮液煤泥含量的计算和人工智能控制。
煤泥重介控制系统投入使用后,精煤泥灰分由16.98%降至13.46%,降灰效果明显。该系统与主选重介分选系统的配合使用,使整个选煤工艺进一步得到完善,在主选重介与浮选之间起到承上启下的过渡作用,有利于保证产品质量。该系统的应用使煤泥重介质旋流器的工作稳定性增强,为选煤厂节能增效起到了重要作用,对于煤泥重介分选工艺的推广和应用有着十分重要的意义。
[1] 张悦秋,谢广元,俞和胜.煤泥重介旋流器选煤技术现状及发展[J].煤炭工程,2005(12):14-16.
[2] 郭学坡.TD-20密度控制系统在鸿源选煤厂的应用[J].洁净煤技术,2012(5):113-115.
[3] 师文虎,杜焕铜,程云霄,等.重介质选煤厂煤泥重介系统正常运行的实现[C]//《选煤技术》编辑部.纪念中国煤炭学会成立50周年暨2012全国选煤学术交流会论文集.唐山:《选煤技术》编辑部,2012.
[4] 武思源.重介质选煤设备工艺性能评价指标的研究[J].选煤技术,2014(3):88-91.
[5] 郭学坡.基于S7-300系列PLC的集中控制系统在如意核源选煤厂的应用[J].选煤技术,2010(6):58-61.
[6] 吉福青.重介选煤过程工艺参数自动测控技术研究[J].选煤技术,2003(5):46-48.
[7] 孔令强.重介质选煤中对悬浮液稳定性的控制[J].选煤技术,2001(4):51-52.
[8] 张 望,徐翠芝,张宝林.重介旋流器介质循环泵的变频调速[J].选煤技术,2002(1):50-51.
[9] 刘太顺,牛艳莉,王世国.PLC在重介质选煤工艺自动监控中的应用[J].选煤技术,2002(2):44-45.
[10] 赵 龙.煤泥重介分选工艺的研究[J].洁净煤技术,2010(5):27-29.
Design and application of coal slime heavy medium separation control system in Hongcai coal preparation plant
GUO Xue-po1,2
(1.China Coal Technology & Engineering Group Tangshan Research Institute Co., Ltd., Tangshan, Hebei 063012,China; 2.Coal Preparation Engineering & Technology Research Center in Hebei Province, Tangshan, Hebei 063012,China)
In order to ensure coal slime heavy medium cyclone running stably in Hongcai coal preparation plant, designed the slime heavy medium separation control system.Mainly, introduced design principle, composition and function, technical features of this control system as well as analyzed its application.The practice shows that the slime heavy medium separation process is in better control, with advanced design and great performance of this control system.
coal slime dense medium separation; system composition; system function;
1001-3571(2015)03-0071-03
TD948.9
A
2015-06-12
10.16447/j.cnki.cpt.2015.03.020
郭学坡(1976—),男,河北省遵化市人 ,高级工程师,从事选煤自动控制系统的研发与推广工作。
E-mail:tsgxp@163.com Tel::0315-7759438
