典型箱体类零件的加工工艺分析
2015-12-19汪清
汪清
摘 要:箱体类零件具有一定的特殊性,在加工过程中需要有较高的加工精度要求,由于加工的工艺难度比较大,在加工时为了提高生产效率,降低生产成本,因此需要制定一个科学完善的箱体机械加工工艺是必不可少的,工艺的制定和分析不仅能够提高产品的质量,还能够大大改善工人的劳动强度。本文简单阐述了箱体类零件加工工艺中的有关内容。
关键词:箱体类零件;毛坯;粗糙度;加工工艺
1 箱体类零件的功用
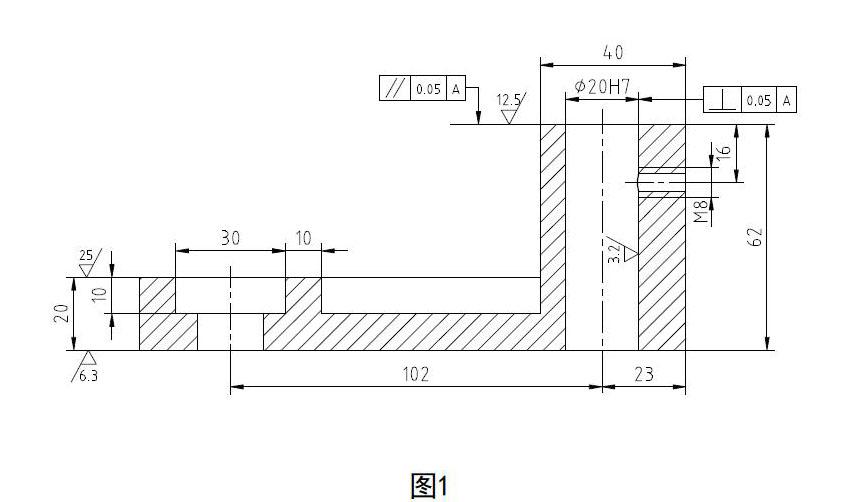
箱体类零件是指在长、宽、高方向上具有一定比例的一种零件(如图1),由箱座箱盖组成,它是机器中最基础的部件,由机器部件中的轴、轴承套和齿轮等有关零件按一定的装配位置关系及预定的传动协调关系组合而成的一个整体,在箱体部件装配时也作为基准零件,因此,箱体零件的加工质量好坏对机器的工作精度工作性能及其使用寿命都有直接必然的影响
2 箱体类零件的材料与毛坯的确定
1.材料的选择。由于机器的种类很多,在机器中箱体类零件的材料要求也各有不同,大多数的常用材料是普通灰铸铁,灰铸铁不仅价格低廉,而且有较好的耐磨性、切削性和吸振性,能够满足装配后的刚度和强度要求,在需要减轻箱体质量场合时通常采用有色金属合金,如汽车、摩托车的曲轴材料则选用铝合金。
2.毛坯的选择。对于箱体的生产量上也有单件小批量和批量生产之分,单件小批量生产,需要的毛坯精度低,加工余量大,有时为了减少毛坯的加工余量和缩短加工时间,可将毛坯材料上直径大于φ30mm的孔预先铸出,工厂中为了缩短生产周期简化工艺和降低成产成本,故有时这些箱体采用钢板焊接,大批量生产,需要的毛坯精度高,加工余量小,为了便于机械的加工,故有时这些箱体多用金属模机器型铸造,由于毛坯铸造时会产生残余应力,为了避免变形防止砂眼和气孔的产生和保证加工的稳定性,应在实际加工中使箱体壁厚度尽量均匀,毛坯铸造后和箱体粗加工后可安排一定的人工时效处理。
3 箱体类零件的主要技术要求
1.主要平面精度和表面粗糙度。箱体零件中对基面的平面度要求比较高,因为基面通常在装配过程中作为装配基准使用,它的平面度影响着主轴箱与床身连接的接触刚度,同时也是作为加工主要孔的定位基准,因此必须保证底面和导向面平直,有时还为了防止工作油的泻出,还规定了顶面的平面度要求,总的来说基面的平面度、表面粗糙度和装配垂直度都对箱体零件的加工有着重要的影响,因此合理的平面度值为0.03~0.1mm,表面粗糙度Ra为25~63um,表面垂直度为0.05/300mm。
2.孔径精度和几何形状精度。箱体上轴承孔本身的尺寸误差和形状误差都会造成轴承与箱体孔的配合精度,孔径过大,配合就会过松则主轴的回转精度和支承刚度就会降低,随之带来的传动振动和噪声就会越大,孔径过小,配合就会过紧则轴承外形变形而缩短轴承使用寿命,装轴承的孔不圆,也会引起轴的径向圆跳动,所以,一般机床的主轴箱的主轴支承孔的孔径公差为IT6,其余孔径公差为IT8~IT7。
3.主要孔和平面的相互位置精度(如图1)。为了方便装配,提高主轴的运转情况和使用寿命,降低轴运转中的温度,减小噪音和振动,所以就主要孔对主轴箱安装基面的平行度提出更高的要求,有的孔在同一轴线上,那么就需要有同轴度的要求,同轴度公差为0.005~0.01mm,重要的支撑孔也要有孔距和平行度精度要求,否则影响齿轮啮合精度,一般孔距公差大于平行度公差,合理孔距公差为0.012~0.05mm,平行度公差为0.01~0.04mm。
4.孔与孔的位置精度。为了避免箱体中轴与轴承装配时出现的倾斜,那么就对孔的同轴度误差和孔端面垂直度误差提出了加工要求,否则就会造成主轴径向圆跳动和轴向跳动,就会加剧轴承磨损,对于孔系之间的平行度也要求了一定的加工要求,合理的孔距允许误差为0.025~0.06mm,而孔径公差约为最大同一轴线的支承孔的同轴度之半。
4选择合理的加工路线
拟定箱体类零件加工工艺规程时,应遵循一些共同的基本原则主要要求如下:
1.加工顺序先面后孔原则。箱体主要是由孔和平面组成,在加工中先加工平面后加工孔是箱体加工中一般规律,箱体加工中对孔的加工精度要求较为严格,孔的加工难度也比较大,由于孔分布在箱体的各个平面上,同时平面的面积比较大,用来定位稳定可靠,有的主要平面在机器上也起着装配基准的作用,因此先以孔为粗基准加工平面,在以平面为精基准加工孔,使定位基准、设计基准和装配基准重合,从而避免基准不重合所带来的误差也避免了加工支承孔时钻头的引偏和扩孔铰孔时刀具的崩刃。
2.加工阶段粗、精分开原则。箱体结构复杂、壁厚不均、刚性差、生产批量较大、主要平面和孔系加工要求精度又高,故重要的表面加工要粗、精分开进行,例如:主要平面和各支承孔粗加工之后再进行多次走刀进行精加工,这样可以避免粗加工时所造成的切削力、切削热、夹紧力对加工精度的影响,粗、精加工分开也可以及时发现毛坯的缺陷情况,在实际加工中大大减小了材料的浪费,并且有利于合理地选用设备等。
3.工序集中、先主后次原则。箱体上为了保证孔和平面的位置精度和减少装夹次数,一般在加工时尽量选择在同一工序中进行。紧固螺纹孔、油孔的工序安排应在平面、支承孔和主要平面精加工之后再进行加工。
4.合理安排热处理。箱体类零件结构形状复杂,壁厚不均匀,因此在铸造中会产生内应力,为了消除铸造后铸件的内应力,在毛坯铸造后安排人工时效处理,箱体人工时效方法,除了加热保温外,还有振动时效方法,但振动时效方法使用较少,一般合理的人工时效规范为:加热到500~550℃,保温4~6h,出炉温度不大于200℃,有时对精度要求高、刚性差的箱体,在粗加工之后甚至在半精加工要之后还各要进行一次人工时效处理,从而来消除切削加工时产生的内应力,对于精密要求更高的箱体,在加工过程中应安排较长时间的自然时效(如坐标镗床主轴箱箱体)。
5 结束语
加工箱体类零件虽然难度较大,工艺较繁琐,一些外形要求的加工精度较高,但如果从它的功用及其结构特点、材料和毛坯的确定、要求的主要技术、最后到加工工艺规程原则的确定,都有所了解的话,我们就能对加工箱体类零件迎刃而解了。通过一段时间的学习总结,综上的工艺分析深刻的加深了我的印象,相信它定会对我今后的社会实践中有很大的帮助。
参考文献
1. 汤习成等主编.《机械制造工艺学》.中国劳动社会保障出版社 2014.2
2. 范为军等主编.《数控加工工艺与技能训练》.江苏省盐城技师学院
3. 徐国权等主編.《数控加工工艺与技能训》.江苏省盐城技师学院 2011.3