基于有限元分析的便携式漏磁检测周向磁化器设计
2015-12-17赵昆明武新军沈功田王宝轩
赵昆明武新军沈功田王宝轩
(1. 华中科技大学 机械科学与工程学院 武汉 430074)
(2. 中国特种设备检测研究院 北京 100029)
基于有限元分析的便携式漏磁检测周向磁化器设计
赵昆明1武新军1沈功田2王宝轩2
(1. 华中科技大学 机械科学与工程学院 武汉 430074)
(2. 中国特种设备检测研究院 北京 100029)
对于工业架空管道检测,若采用目前广泛应用的轴向磁化漏磁检测方法,管道规格繁多造成探头规格多样,不利于现场操作。为解决这一问题,本文提出将周向磁化漏磁检测应用于工业管道检测,周向磁化漏磁检测的核心是磁化器设计。为优化便携式周向磁化漏磁检测磁化器设计,采用三维有限元方法,仿真研究周向磁化下管道磁化场分布特征,分析磁铁厚度与宽度、衔铁厚度、磁极间距、磁铁提离等参数对管道磁化场分布影响,得到探头下方管道磁感应强度大小及磁化均匀区域大小随磁化器几何尺寸和磁铁提离的变化规律,并通过实验对设计的磁化器进行验证,结果表明通过有限元仿真得到的磁化器满足检测要求。
管道 漏磁检测 周向磁化 磁化器 有限元
工业管道广泛应用于石油化工企业,其在长期运行过程中受温度、介质及应力的影响,会产生腐蚀和材料劣化[1]。管道腐蚀穿孔、泄漏、爆管等会引发恶性事故,为避免事故发生,需要定期对管道进行彻底检测和评估。在众多检测技术当中,管道漏磁检测技术是常用的有效手段之一[2-4]。
目前工业管道漏磁检测主要采用轴向磁化方式。受提离效应影响,轴向磁化漏磁检测装置一般采用一种检测探头对应一种规格管道,对于长输管道而言,由于其规格有限,这种设计方法是可行的。然而,对于工业现场大量应用的架空管道,由于其规格繁多,轴向磁化漏磁时会造成检测探头规格众多,现场操作不便。然而,如果采用漏磁检测探头与管道轴线平行即周向磁化方式,则检测不受管径变化影响,从而可用一种规格探头检测多种规格管道。为此,本文提出研制便携式漏磁检测周向磁化器,采用周向局部磁化方法对管道进行检测。由于周向磁化器结构参数和磁铁提离会对磁路结构及管道内磁化场分布产生直接影响,因此为使便携式周向磁化器能够达到理想磁化效果,同时减轻磁化器重量,有必要研究磁化器诸结构参数和磁铁提离对管道磁化效果影响。
本文基于ANSYS有限元方法进行研究。首先建立管道周向磁化检测三维有限元模型,分析管道周向磁化时管道内部磁感应强度分布特征,然后以φ219mm×10mm管道为对象研究磁化器诸结构参数和磁铁提离对管道内部磁化效果影响,为实际检测中磁化器结构尺寸和磁铁提离的选择提供参考,最后用实验验证有限元分析结果的正确性。研究结果有助于磁化器结构设计,在满足磁化强度的前提下减轻磁化器重量,为便携式周向磁化漏磁检测装置研制提供参考。
1 管道周向磁化漏磁检测原理分析
目前,根据磁化方向不同,管道漏磁检测可分为轴向磁化和周向磁化检测。如图1所示,周向磁化方式中,被磁化管道纵截面面积取决于管道长度和管壁厚度,其随管道长度增加而增大,而轴向磁化方式中,被磁化管道横截面面积有限。对于管道周向磁化检测,如图2所示,在钢管生产线上多采用探头旋转、管道直进或探头固定、管道螺旋推进两种方式实现检测。这种检测方式采用线圈通电磁化,磁化装置固定不动,磁化能力可通过加大电流不断增强[5-6]。但对于工业管道现场检测,管道是固定的,且不便于使用线圈磁化,因此钢管生产线上应用的周向磁化漏磁检测方法不适用于工业管道现场检测。
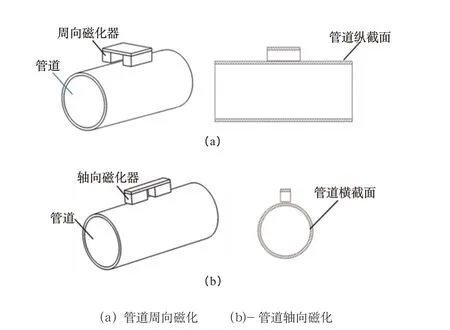
图1 管道周向磁化与轴向磁化的对比

图2 管道周向磁化与钢管生产线周向磁化的对比
为此,本文根据工业管道缺陷以腐蚀为主[7-8],对磁化方向不敏感,提出基于周向磁化的工业管道现场漏磁检测方法。如图3所示,在永磁体作用下,磁力线会沿着管壁周向形成磁回路,如果在两磁极之间的管道上存在腐蚀缺陷,该缺陷就会在管道表面产生漏磁场,通过布置在两磁极之间的磁敏感元件,如霍尔元件,检测到该漏磁场就能有效识别并定位管道腐蚀缺陷。对于工业管道固定工况,将图示磁化装置安装在管道爬行器上,爬行器沿管道进行螺旋扫查即可实现工业管道漏磁检测。

图3 管道周向磁化漏磁检测原理图
与储罐底板漏磁检测磁化器设计[9-10]不同,管道周向磁化器尺寸设计受管道周长限制,其磁化器安装空间是有限的,同时管道周向磁化受管道形状影响,磁路较为复杂。为使管道获得较好磁化效果同时减轻磁化器重量,有必要通过有限元方法对周向磁化下管道磁化状态进行分析。
2 周向磁化下管内磁感应强度分布特征
根据图3所示检测原理,建立如图4所示的管道周向磁化三维有限元仿真模型。仿真时选用体积小、重量轻、磁性强的NdFeB52稀土永久磁铁;选用导磁性好,磁损耗小的工业纯铁作衔铁以导通磁路[7]。永磁铁规格为120mm×40mm×50mm,磁极间距为60mm,衔铁厚度为15mm,被磁化管道规格为φ219mm×10mm,管道长度为600mm,永磁铁与管道外表面间的提离为5mm。求解完成后,取管体磁化场分布如图5所示;而图6为管壁磁感应强度切向分量Bt沿管道周向分布的特征曲线,其中管道周向角度θ从67.5º变化到112.5º,涵盖了45º变化范围。从图6可以看出,永磁体下方管壁磁感应强度切向分量Bt有一段分布较为均匀的区域,均匀区域两侧Bt逐渐减小。记Btt=Bt,θ=90°,取图6所示纵坐标取值在(0.95~1.05)Btt范围内对应的角度范围为Ψ,定义Ψ与45°的比值为均匀区域比例T。

图4 管道周向磁化三维有限元模型

图5 管体磁化场分布云图

图6 管壁磁感应强度切向分量Bt沿管道周向分布特征曲线
是漏磁检测的前提,管道如果没有被磁化到合适程度,缺陷就很难在其表面形成可被检出的漏磁场,同时磁化均匀区域要尽可能大以减小信号噪声。但由管道周向磁化检测原理分析可知,若采用同一规格磁化器将不同规格管道磁化均匀区域长度均达到最大,则磁化器尺寸会很庞大,不方便现场检测。因此本文采用同一规格磁化器对多种规格管道进行局部磁化实现漏磁检测。
为研究保持磁化器尺寸、磁铁提离和管壁厚度不变,改变管道直径进行三维有限元仿真。管道直径分别取114mm,168mm、219mm、273mm、325mm、356mm、406mm、508mm、610mm。图7为不同管径下管壁磁感应强度切向分量Bt沿管道周向分布特征曲线。图8为磁感应强度切向分量Btt随管道直径的变化规律。分析图7与8可知,对于同样壁厚管道,随着管径增加,探头下方管道表面磁感应强度切向分量逐渐增加。因此若以φ219mm×10mm管道为研究对象进行磁化器设计,得到满足检测要求的磁化器尺寸和磁铁提离,则该磁化器同样满足壁厚为10mm、直径大于φ219mm管道检测要求。

图7 管道直径对管壁周向磁化场分布的影响
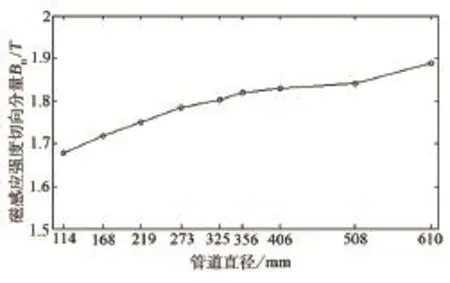
图8 管道直径对Btt的影响
3 磁化器规格和磁铁提离对管壁周向磁化场分布影响
以φ219mm×10mm管道为对象,仿真研究磁化器规格和磁铁提离对管壁周向磁化场分布影响,研究因素包括磁铁厚度与宽度、衔铁厚度,磁极间距和磁铁提离,由于影响因素较多,为减少仿真工作量,本文进行磁化器设计的思路是首先给定一组磁化器规格和磁铁提离初始参数,初始参数设定见表1,之后分别观察磁化器诸结构参数和磁铁提离对管壁周向磁化场分布影响,结合有限元仿真结果依次确定各参数取值,最后给出适合φ219mm×10mm管道漏磁检测的周向磁化器尺寸和磁铁提离。

表1 磁化器结构和磁铁提离初始参数
3.1 磁铁厚度对管壁周向磁化场分布影响
设定磁化器相关参数,见表1,改变磁铁厚度进行仿真。图9为不同磁铁厚度下管壁磁感应强度切向分量Bt沿管道周向分布特征曲线。图10为磁感应强度Btt和均匀区域比例T随磁铁厚度的变化规律。可见,随着磁铁厚度增加,磁感应强度切向分量Btt逐渐增加,这是由于磁铁厚度增加,磁势增强,管道内部磁场增强,当管道上部磁化饱和后,其内部磁场基本不再增加。另外随着磁铁厚度增加,均匀区域比例T先逐渐增加后基本不变,这是由于管道上部磁化饱和后,管道上部磁感应强度切向分量分布基本保持不变。综合磁铁厚度对管壁周向磁化场分布影响,取磁铁厚度为50mm。
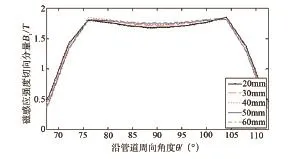
图9 磁铁厚度对管壁周向磁化场分布影响
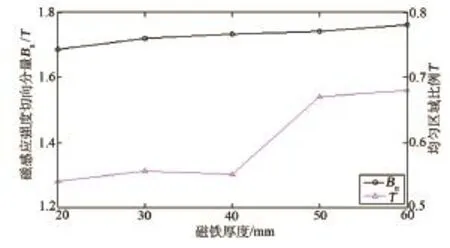
图10 磁铁厚度对Btt和T的影响
3.2 磁铁宽度对管壁周向磁化场分布影响
设置磁铁厚度为50mm,改变磁铁宽度进行仿真。图11为不同磁铁宽度下管壁磁感应强度切向分量Bt沿管道周向分布特征曲线。图12为磁感应强度切向分量Btt和均匀区域比例T随磁铁宽度的变化规律。磁铁宽度分别取10mm、20mm、30mm、40mm、50mm。可见,随着磁铁宽度增加,磁感应强度切向分量Btt逐渐增加,这是由于磁铁宽度增加,磁化面积增加,磁化能量增强,管道内部磁场增强,当管道上部磁化饱和后,内部磁场基本不再增加。另外当磁铁宽度增加到40mm,磁感应强度切向分量Btt基本不再增加,均匀区域比例T也基本保持不变,综合磁铁宽度对管壁周向磁化场分布影响,取磁铁宽度为40mm。

图11 磁铁宽度对管壁周向磁化场分布影响
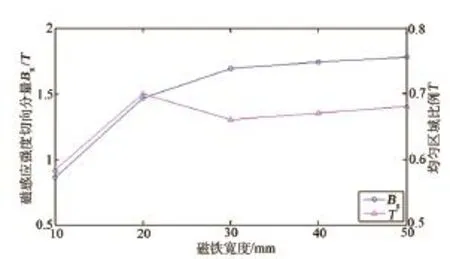
图12 磁铁宽度对Btt和T的影响
3.3 衔铁厚度对管壁周向磁化场分布影响
设置磁铁厚度为50mm,磁铁宽度为40mm,改变衔铁厚度进行仿真。图13为不同衔铁厚度下管壁磁感应强度切向分量Bt沿管道周向分布特征曲线。图14为磁感应强度切向分量Btt和均匀区域比例T随衔铁厚度的变化规律。衔铁厚度分别取6mm、9mm、12mm、15、18mm。可见,随着衔铁厚度增加,磁感应强度切向分量Btt逐渐增加,这是由于衔铁厚度增加,磁路磁阻减小,在磁势不变的情况下,管道内部磁场增强,当管道上部磁化接近饱和后,其内部磁场增加缓慢。另外随着衔铁厚度增加,均匀区域比例T先逐渐增加后基本不变,这是由于管道上部磁化饱和后,管道上部磁感应切向分量分布基本保持不变。由于衔铁重量是影响整个磁化器重量的主要因素,为使检测装置更加便携,衔铁厚度不宜过大,综合衔铁厚度对管壁周向磁化场分布影响,取衔铁厚度为15mm。

图14 衔铁厚度对Btt和T的影响
3.4 磁极间距对管壁周向磁化场分布影响
设置磁铁厚度为50mm,磁铁宽度为40mm,衔铁厚度为15mm,改变磁极间距进行仿真。图15为不同磁极间距下管壁磁感应强度切向分量Bt沿管道周向分布特征曲线。图16为磁感应强度切向分量Btt和均匀区域比例T随磁极间距的变化规律。磁极间距分别取30mm、40mm、50mm、60mm、70mm。可见,随着磁极间距的增加,磁感应强度切向分量Btt逐渐减小,均匀区域比例T则逐渐增加。另一方面,因磁极间距受限于探头尺寸和永磁铁封装尺寸,磁极间距不宜过小。但磁极间距增加会导致衔铁尺寸增加进而使磁化器重量增加。综合考虑,确定磁极间距为60mm。

图15 磁极间距对管壁周向磁化场分布影响

图16 磁极间距对Btt和T的影响
3.5 磁铁提离对管壁周向磁化场分布影响
设置磁铁厚度为50mm,磁铁宽度为40mm,衔铁厚度为15mm,磁极间距为60mm,改变磁铁提离进行仿真。图17为不同磁铁提离下管壁磁感应强度切向分量Bt沿管道周向分布特征曲线。图18为磁感应强度切向分量Btt和均匀区域比例T随磁铁提离的变化规律。磁铁提离分别取1mm、2mm、3mm、4mm、5mm、6mm。可见,随着磁铁提离增加,管道上部磁感应强度切向分量Bt逐渐减小,但磁感应强度切向分量Btt基本保持不变,均匀区域比例T则逐渐减小,且在磁铁提离由5mm增加至6mm时,均匀区域比例T有较大减小。为使检测装置顺利通过管道焊缝,且永磁铁需要封装以避免受到破坏,磁铁提离不能过低。结合磁铁提离对均匀区域比例T的影响,确定磁铁提离为5mm。
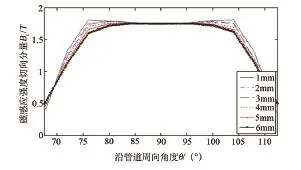
图17 磁铁提离对管壁周向磁化场分布影响

图18 磁铁提离对Btt和T的影响

图19 φ1.6mm通孔采样信号
4 实验验证
根据上述有限元分析可知,对于φ219mm× 10mm管道,其磁化器最优尺寸为磁铁厚度50mm、磁铁宽度40mm、磁极间距60mm,磁铁提离为5mm。为验证该磁化器参数的正确性,根据国家标准《GB/T 31212—2014 无损检测 漏磁检测 总则》中试件制作要求,在φ219mm×10mm管道加工φ1.6mm通孔,之后采用霍尔元件作为磁敏感元件进行检测,对标样管进行了50次往返实验,检测信号波形变化不大。其中一组典型信号如图19所示,可看出缺陷往返检测信号明显,表明磁化满足要求。
5 结论
1)采用同一规格磁化器对相同壁厚不同直径管道进行磁化时,随着管径增加,探头下方管道表面磁感应强度切向分量逐渐增加。
2) 管道内部磁场随磁铁厚度和磁铁宽度增加而增加,随磁极间距增加而减小。在1mm~6mm范围内,磁铁提离对管道内部磁场影响不大。磁化均匀区域比例随磁铁厚度、衔铁厚度和磁极间距增加而增加,随磁铁提离增加而减小。
3) 在φ219mm×10mm管道上进行缺陷检测实验,实验结果表明基于有限元分析设计的磁化器满足φ1.6mm通孔检测要求。
[1] 高令怡.工业管道主要损伤形态及维护检查[J].石化技术,1995,01:52-54.
[2] Cheng S, Wu X, Kang Y. Local area magnetization and inspection method for aerial pipelines[J]. NDT & E International, 2005, 38(6): 448-452.
[3] 雒新宇.在用工业管道腐蚀的漏磁外检测技术研究[D].保定:河北大学,2014.
[4] 孙传轩.三磁化单元管道外检测仪器研制与磁场数值模拟[D].大庆:大庆石油学院,2009.
[5] 冯搏,伍剑波,杨芸,等.钢管纵向伤高速高精漏磁探伤磁化方法[J].中国机械工程,2014,25(006):736-740.
[6] 孙燕华.钢管漏磁检测新原理及其应用[D].武汉:华中科技大学,2010.
[7] 余付平,朱荣新,王韫江,等.基于ANSYS的管道腐蚀缺陷有限元仿真[J].计算机测量与控制,2009,01:151-153.
[8] 韩军.基于有限元法的腐蚀管道剩余强度研究[D].大庆:东北石油大学,2013.
[9] Liu Z, Kang Y, Wu X, et al. Study on local magnetization of magnetic flux leakage testing for storage tank floors[J]. Insight-Non-Destructive Testing and Condition Monitoring,2003,45(5):328-331.
[10] Ramírez A R, Mason J S D, Pearson N. Experimental study to differentiate between top and bottom defects for MFL tank floor inspections[J]. NDT & E International,2009,42(1):16-21.
[国家重大科学仪器设备开发专项基金资助项目:2012YQ090175]
Design of Magnetizer for Portable Pipeline Magnetic Flux Leakage Testing under Circumferential Magnetization Based on FEM Analysis
Zhao Kunming1Wu Xinjun1Shen Gongtian2Wang Baoxuan2
(1. School of Mechanical Science and Engineering, Huazhong University of Science and Technology Wuhan 430074)
(2. China Special Equipment Inspection and Research Institute Beijing 100029)
The axial magnetization is the main magnetization method nowadays, which means that the probe specification is changed with the change of the industry pipeline specification. It is inconvenient in the field. To solve the problem, the magnetic flux leakage testing based on circumferential magnetization is applied to test of industrial pipelines. The design of the magnetizer is the key of the magnetic flux leakage testing based on circumferential magnetization. In order to optimize it, the distribution of magnetic induction field in pipelines under circumferential magnetization is simulated and studied based on 3D finite element analysis. The influences of magnetizer parameters, such as the thickness and width of the magnet, the thickness of the armature, and the pole spacing, are analyzed; and the correlation curves of magnetic induction below the pipe detection probe and the size of the uniform magnetization region which changing with the magnetizer parameters and the magnets lift-off are obtained. The magnetization designed by the finite element method is verified by experiments, and the experiments show that the magnetizer satisfies detection requirements.
Pipelines Magnetic flux leakage testing Circumferential magnetization Magnetizer Finite element method
X924.2
B
1673-257X(2015)10-0009-06
10.3969/j.issn.1673-257X.2015.10.002
赵昆明(1993~),男,硕士,从事磁性无损检测技术研究工作。
2015-07-13)
