智能照明系统在汽车制造冲压车间的应用
2015-12-16雷远宏
雷远宏,范 勇,袁 帅,李 成
(1.上海大众汽车有限公司 长沙分公司,湖南 长沙 410132;2.飞利浦(中国)投资有限公司,上海 200070)
0 引言
在现代化工业生产中,为满足照明光照强度的要求,普遍安装大功率照明灯具。一方面,光照强度分布不均衡,长期强光照环境将对生产工人视觉造成一定程度损伤,降低工作效率;另一方面,大密度的灯具排布,多回路、多开关的照明管理模式,降低了灯具和开关的使用寿命,对于大功率照明系统也必然带来很大电能消耗,产生极大浪费,也不便于管理。
随着先进控制技术的发展,工业智能逐步深入到更多领域,早在2012年台达就曾提出“智能绿色生活”的理念,主要是倡导通过科技改变人们的生活[1]。近些年来智能照明系统在楼宇自动化中得到了非常广泛的应用,但这种智能型环保技术在汽车工业生产照明环境如冲压车间尚未推广使用,主要是由于冲压车间生产环境的复杂性,生产车间面积大,屋顶垂直高度较高,对照明强度控制的要求相对较高,照明系统的智能化控制尚未推广使用。现阶段照明系统设计主要关注灯具选型,如金卤灯、LED灯等,LED灯由于使用寿命长、灯光可调以及节能等优点应用越来越广泛[2-3]。但相对于金卤灯而言,LED灯穿透能力较差、光线发散、照射距离相对较近,并不适合于生产环境复杂、厂房高度较高的场合。现阶段对于如何提高生产环境照度均匀性、延长灯具使用寿命以及提高灯光管理水平等方面缺乏非常有效的方案。
有关数据表明,我国目前仅照明的用电量4000~5000亿千瓦时,约占全年电能消耗的13%[4]。自1996年启动实施绿色照明工程,照明用电量总体有所降低,但工业照明用电总量所占比重依然很高,节能空间大。工厂智能照明系统的开发应用,极大改善了车间照明环境的均匀性,提升了车间管理水平,大幅降低能源消耗,促进“十二五”期间国家提出的关于机械工业节能减排目标的实现[5]。
1 冲压车间生产环境概况
某汽车制造企业冲压车间主要包括两大主功能区:仓库区和生产区,其中仓库区用于产品零件的临时堆放和转运;生产区相对复杂,包括三条不同的设备生产线区域、两个彼此独立的模具堆放区及模具维修区,一个高架仓库区,一个自动线成品出料区,如图1所示。在日常生产过程中,设备生产区设备的自动化程度较高,设备内部部分区域已经安装照明设施,整条生产线外围对光照强度要求较弱。此外,模具堆放区和高架仓库区域相对于模具维修区、低跨区并不需要较强光照环境。正是由于车间各区域功能上存在较大差异,灯光控制要求较高,不便于人员管理。
对于大型生产车间,为更好采集室外光源,最大限度节省能源,都通过安装天窗进行补光。然而,这种方式仅局限于室外光线较好的天气。
2 车间照明系统的控制要求
2.1 冲压车间仓库区
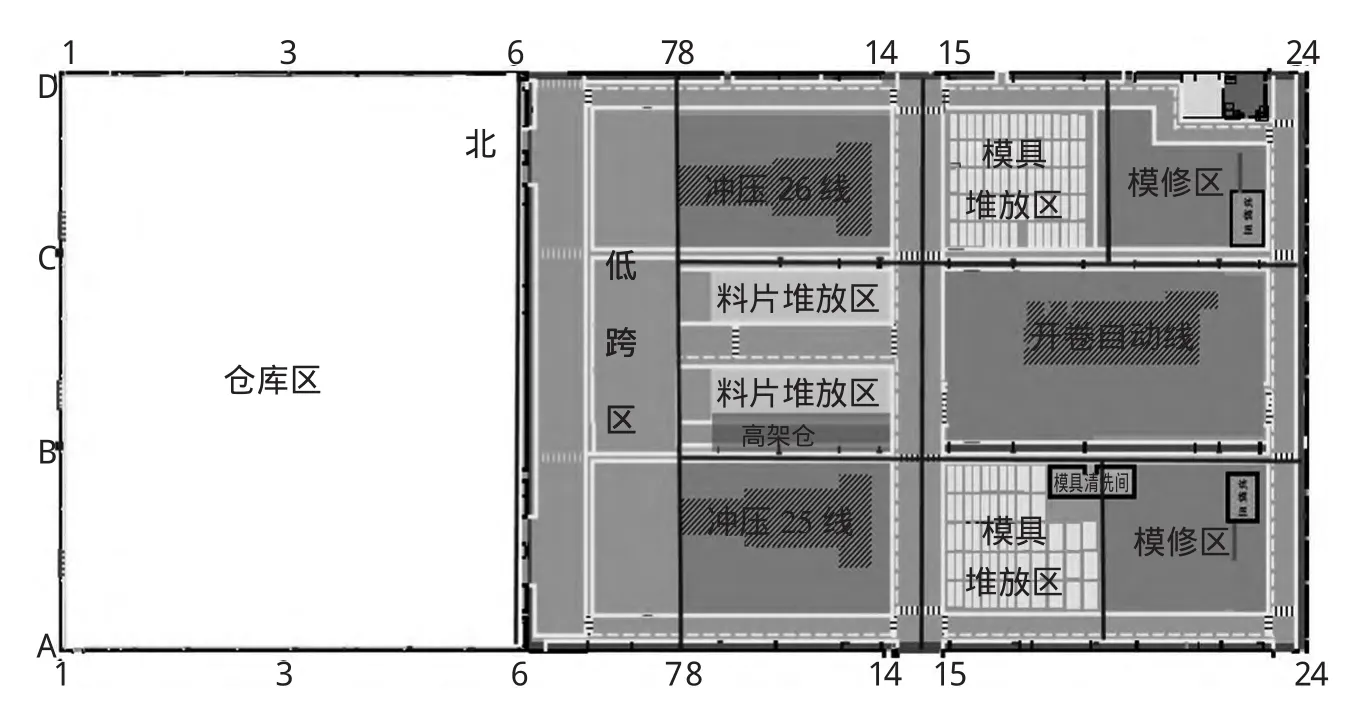
图1 某冲压车间平面布局图
仓库区作为冲压件的周转场地,主要用作冲压零件的堆放和转运等工作,在日常生产中对于灯光照度要求相对较低,特别是在工人就餐、低负荷生产、设备停产检修时需要的光照强度很低,所以需要实现不同工作时段仓库区照度的多级调节。
2.2 冲压车间生产区
生产区是冲压车间的核心区域,日常生产中各区域对灯光的照度要求不同。压机设备区域对灯光强度要求较低。对应两条压机设备线尾低跨区域,工人活动相对密集、活动强度较大,需要的光线强度也较高;模具堆放区和模修区,两个功能区对灯光的控制要求不同。模修区内人工操作工作强度高、对照度的要求也较高。此外,由于三条生产线生产强度不同,时常出现单线生产的情况,因此必须实现任意功能区域灯光的管理。
此外,照明系统必须要求在满足日常生产需求的前提下,每个区域能够多回路独立控制。
3 智能照明系统实施方案
针对冲压车间复杂的生产环境以及照明要求,本智能照明系统包含两大功能操作模式,即手动模式和自动模式。两种模式相互独立,但在任意时刻照明系统仅能工作在单种模式下。
手动模式是保证在自动模式无法正常开启时,能够独立于自动控制模块实现灯光的手动设置,手动模式下只能实现各区域单一回路灯光的开启和关断,手动模式的实现是通过操作照明配电箱面板上的手动操作按钮进行的。
智能模式是车间日常生产过程中照明系统的主要工作模式,能够通过上位机或远程控制面板实现智能控制。自动模式包括定时、光控、节能、人为选择四种功能,四种功能的实现主要是选择照明灯光强度的调节等级,即0%、30%、70%、100%亮灯四个调节等级。定时功能下可由相关管理人员根据生产情况切换灯光场景调节的开启和关断时刻,当定时时间到灯光场景将自动切换;光控功能是利用远程光照探测器检测的车间实际光照强度自动调节车间各区域的光照强度,当检测车间光照强度较低时,自动增加灯光的调节等级,反之,亦然;人为选择亮灯数量可通过远程操作面板或上位机选定对应区域的照明灯调节等级。节能功能是一键式设置车间部分组合功能区的照明光照强度,如25线、26线与线尾低跨区,模具堆放区与模修区。
智能模式下四种功能的实现都是一键式智能化操作,而且每个区域中四种功能的设置能够通过上位机改变智能系统参数实现。仓库区作为料片堆放和周转运输场地,空间范围较大,但功能相对单一,灯光要求低,可整体看作一个功能区。生产区设备多,而且较为分散,工况复杂,灯光要求高。为实现生产区域照明系统高效、稳定运行,每个功能区独立控制调节,彼此互不干涉。一方面,在满足高强度生产活动的同时,保证系统的稳定性,且便于检修维护;另一方面,能够针对每个区域的照度需求,最大限度地降低电能消耗。
4 系统构架
本方案采用Philips公司的DDRC1220FR-GL作为智能照明的核心驱动模块,如图2所示。整个系统为总线制、模块化、全分布式系统结构,由模块部分(包括调光器、开关控制器)、现场控制部分(包括远程控制面板、液晶显示触摸屏、光照感测器、时钟管理器)、监控与调试部分(包括调试软件和PC监控机)等部件组成。如图3所示为光照感测器示意图。

图2 智能照明驱动控制模块

图3 光照感测器
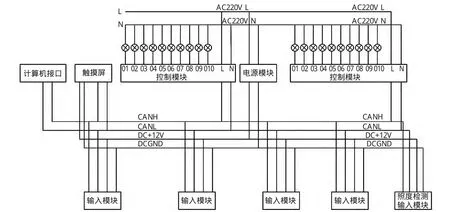
图4 智能照明控制系统框架
系统中每个模块功能相互独立,通过一根五类四对数据通讯线手牵手联接起来组成一个控制网络,单个模块故障不影响其他模块的正常工作,而且控制网络的规模可灵活地随照明系统的大小而改变,系统提供开放的通信协议,可与各品牌的楼宇、消防、安保等系统相连,系统可无限扩展。智能照明控制系统构架如图4所示。
本项目智能照明驱动模块都安装在各照明区域配电箱内,所有照明配电箱面板上均带有灯光手动和自动管理模式切换开关。当切换开关切换到手动模式下自动模式失能,此时可利用配电箱面板上的按钮现场控制照明回路的开启或者关闭,有效避免了自动模式出现故障时无法控制照明回路的问题;在切换开关切换到自动模式时手动模式失能,只能通过一键式远程操作面板和上位机发送控制指令。
5 智能照明控制实施效果
通过引入智能照明控制系统,能够在保证正常生产的同时,根据车间不同生产区域不同工作时段的灯光的需求,自动调整灯光场景,实现照明控制的智能化。借助上位机软件程序的设置,使得现场灯光灵活地响应生产的照明要求。特别是在单线生产时,自动关闭待生产区的照明回路,有效延长了灯具的使用寿命,并达到节能的效果。
如图5所示为智能模式下一键式远程控制面板,通过该控制面板可实现所有灯光场景一键式智能操作,方便现场生产工人对灯光场景的切换操作。图6、7、8为某一阴雨天气时,开卷线区域智能模式下开100%、70%、30%三种场景对比效果图。根据现场光照强度检测结果,当日70%模式下,该区域光照强度就能达到419Lux,能够完全满足需求。

图5 智能照明系统远程控制面板

图7 智能模式下开卷线区域开70%

图8 智能模式下开卷线区域开30%

图9 智能模式下仓库区域开0%

图10 仓库区开0%时的光照强度
如图9所示为某一晴朗天气白班中餐时刻,仓库区域智能光控模式开启,由于室外光线充足,仓库区采光较好,达到光控模式下光照强度的窗口设定值400Lux,此时整个仓库区照明回路全部自动关闭,测得现场的光照强度值为414.6Lux,如图10所示。
目前,冲压车间仓库区照明灯共299盏,功率为250W;生产区照明灯共675盏,其中低跨区117盏,功率为250;其余功率为400W。按正常生产每天2个班次,每个班次9个小时,每月30天计算,非智能模式下车间全年能耗约为2120256千瓦时。智能模式下,当室外天气晴朗,光线较好时,如按照正常生产强度,年消耗电能约为1030320千瓦时,节约95万千瓦时;当室外光线相对较弱时(如阴雨天气等),年消耗电能约为1187784千瓦时,节约135万千瓦时。结合当地全年天气状况,平均年节约电能消耗费用80~100万元。
6 结束语
智能照明系统作为现代化工厂照明系统的一种先进管理模式,在满足不同工作状态、不同功能需求的同时,有效改善车间光照均匀性,减少管理人员数量,减少能源消耗。特别是当下能源日益紧缺,人们环保意识逐渐增强。智能照明在工厂照明系统的推广应用对于建设绿色工厂、优化企业成本投入结构、降本增效、提升自身市场竞争力都具有较大的现实意义。
[1]台达公司.台达共创智能绿生活 [Z].锻压装备与制造技术,2012,47(6).
[2] 张昊程.LED调光方案及其驱动器设计[D].西安:西安电子科技大学,2012.
[3] 姜静静.LED智能灯远程控制管理系统的研究与设计[D].长春:吉林大学,2013.
[4] 孙永剑.节能灯点亮大市场[Z].中华工商时报,2012-10-12.
[5] 蔡惟慈.蔡惟慈谈“十二五”机械工业节能减排[Z].锻压装备与制造技术,2010,45(6).