一种制造执行系统在压力机中的应用
2015-12-16朱德宝张加正
唐 坚,朱德宝,张加正
(江苏扬力集团有限公司,江苏 扬州 225127)
0 引言
市场竞争的加剧、人力成本的上升以及人们对产品质量的不断追求,制造业对生产过程柔性的要求不断增强,迫切需要严格按照既定工艺制造产品,减少操作人员对产品质量的影响,并要求实时对经营和生产运行信息进行综合管理与控制调度,优化设备资源使用。因此,仅仅针对某台设备的单一控制系统已无法满足上述生产需要。在现有基础上,探索一种能够远距离(非现场)系统控制、管理某一范围内所有设备生产运行状态的系统成为重要的发展方向[1][2]。
随着计算机技术的飞速发展,近几年制造执行系统(Manufacturing Execution System:MES)得到了快速发展[3]。制造执行系统是美国AMR公司(Advanced Manufacturing Research,Inc.)在上世纪90年代初提出的,它侧重于车间作业计划的执行,实现过程运行的管理和企业级的信息系统与底层生产数据的集成,是连接上层计划与底层设备的桥梁,并且能够充分利用上下层之间的数据,提高计划的实时性和灵活性[4][5]。
鉴于此,本文提出一种用于压力机的MES系统,将制造执行系统与压力机控制系统相结合,提高车间管理的信息化程度,实时提供每台设备的冲压次数、生产计划完成情况、设备运行状况、设备故障时间和设备故障原因等信息,并且可以通过网络远程关注上述信息。综上所述,本文中的MES系统将提供压力机大量底层数据,特别对于压力机生产线,将大大简化生产线控制难度,方便使用者掌控设备的使用状况和生产计划实施情况。
1 制造执行系统
本文MES系统主要针对于压力机,将工厂车间和办公区紧密连接起来。MES系统运用工控机与压力机的控制核心通信来实时采集相关数据,同时将数据按照规定格式处理形成各种容易观看的报表后同步到网络上。用户在任何地方都可以通过网络实时掌控每台设备的当前数据,了解产品计划进度,面对一些突发情况可以快速响应,同时产生的相关报表在季度或者年度的总结上提供数据支持,可以分析出制约效率提升的原因所在,方便进一步提高生产效率,系统构成如图1所示。
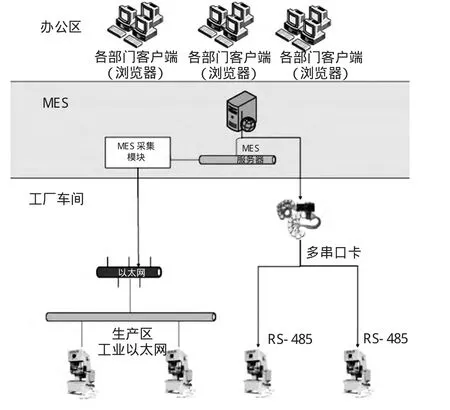
图1 MES系统构成图
为了实现上述功能,MES系统功能主要分为三部分:管理流程、业务流程和主数据,如图2所示。

图2 MES系统功能图
其中主数据部分是系统运行的基础,它支撑整个MES系统的运行、数据维护和数据整理。主数据模块中的数据是系统的基础数据,需要使用者提前维护进系统。它包含生产建模和设备管理两部分,设备管理是用来管理接入MES系统的压力机数量,并给每台压力机一个唯一的编码来标示,以便后续的各类数据的统计和整理。为灵活地增加或减少接入MES系统的设备数量,设备管理支持新建、编辑、删除和查询等功能。生产建模部分包括模具管理、物料主数据、设备故障原因、设备状态和作业员信息等几方面,主要针对单台设备的使用情况。
业务流程为整个系统的执行和数据采集部分,该模块涉及根据生产订单安排生产任务,并监控生产任务的完成情况,同时负责实时采集接入MES系统的压力机数据,将采集的数据解析后就可以得到设备的状态,为管理流程的各种报表提供数据支持。业务流程包含生产计划和生产采集两方面,生产计划包括计划排产、计划排产执行情况和计划完工三部分,涉及了管理者在接到订单后安排生产计划、监控生产计划执行情况与生产计划完成的整个过程,整个流程如图3所示。
管理流程的任务是将所有收集来的数据整理成报表的形式,呈现给管理者分析。管理者一方面可以依靠规定时间内系统整理出来的报表,发现一些生产薄弱环节,及时加以改进,提高生产效率;另一方面根据实时更新的报表,可以加强对生产现场的管理,快速发现生产过程中发生的问题,以便及时处理。
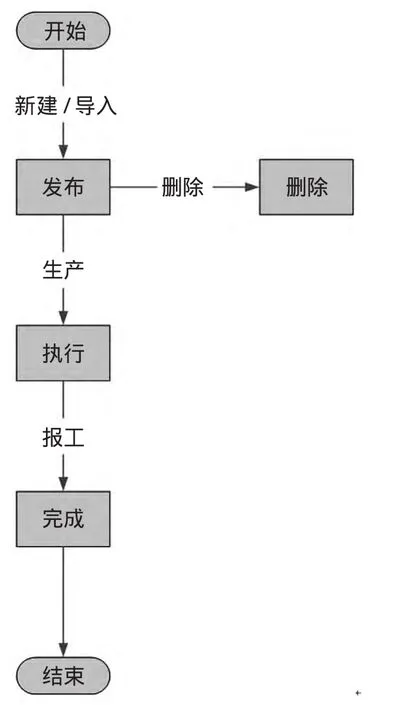
图3 生产计划流程图
2 MES系统通信
MES系统中除了人为输入的系统配置、生产计划等数据外,及时采集生产现场中的各种必要的实时更新的数据信息非常重要,如设备故障信息、设备状态和冲
压次数等,通过对这些数据的分析才能实时监控生产现场的生产情况。本文中,压力机的控制核心为可编程逻辑控制器(Programmable Logic Controller:PLC),因此MES系统与PLC的实时通讯就十分重要了。随着工业控制需求的不断变化,近年来可编程逻辑控制器与计算机之间的通讯发展很快,在PLC与计算机连接构成的控制系统中,计算机主要完成数据处理、修改参数、图像显示、打印报表、文字处理、系统管理和工作状态监控等任务[6],可编程逻辑控制器仍然直接面向现场、面向设备,进行实时控制。两者的连接,可以更有效地发挥各自的优势,互补应用上的不足[7]。
为了方便MES系统采集数据,结合PLC自身的硬件条件,本文主要通过以太网口和RS-485口这两种串口进行数据交换。需要注意的是由于压力机使用的PLC类型比较广泛,MES系统与不同品牌的PLC之间的通讯方式各不相同,下面将给出MES系统与当前常用的几种PLC的通讯方法。
2.1 三菱PLC通讯
本文中主要涉及FX3GA-60M型号的三菱PLC,该款PLC与之前一些型号相比,其特长在于其充实的网络通讯功能,只需要扩展一些接口与相关设备连接,就可通过当前流行的通用协议与该设备通讯。综合成本问题,本文为该PLC扩展了FX3G-485BD接口模块与工控机连接,通过三菱PLC常用的专用协议进行数据交换,PLC内部不需要编写任何通讯程序,只要把需要传输的数据放在约定好的数据存储区即可。
专用协议是通讯双方约定好一种相同的串口参数,然后按照专用协议的特殊格式发送和接受数据,来读取或写入相关信息的方式。本文中三菱PLC一侧参数设置如图4所示。
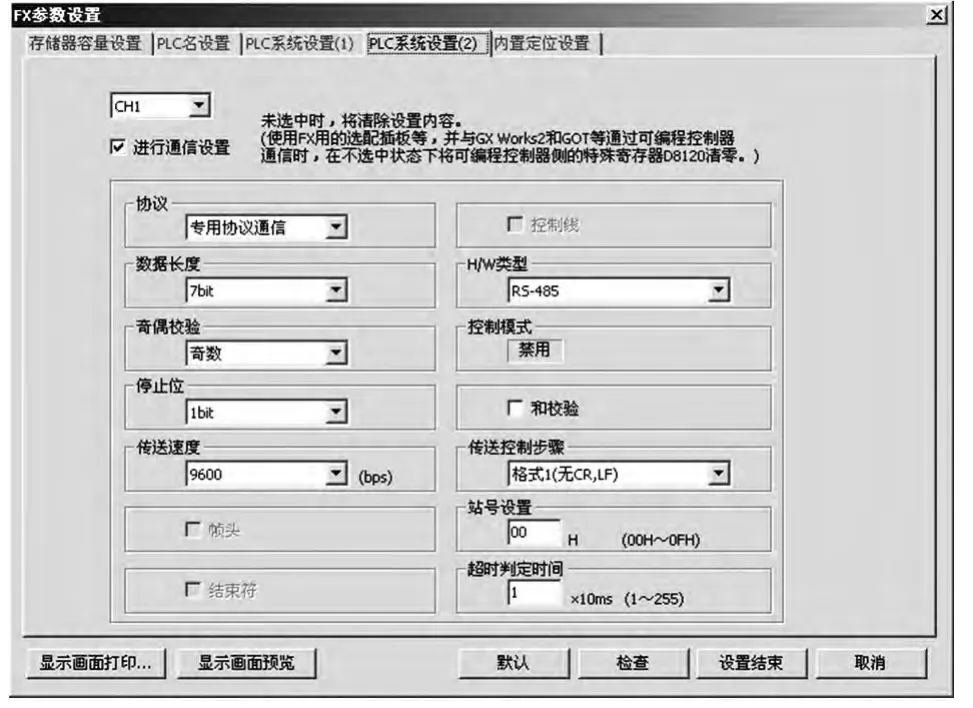
图4 三菱PLC参数设置
计算机侧按照专用协议格式传送数据即可,专用协议的基本格式如图5所示,和效验码和控制码CR.LF可以通过参数设置选择是否附加。

图5 专用协议基本格式
在通讯过程中,传输字符和命令字以ASCⅡ码为准,其中控制代码如表1所示,当可编程逻辑控制器接收到ENQ、ACK其中一个时,对传送序列进行初始化然后开始接收;一旦接收到EOT、CL代码时,可编程逻辑控制器就对传送序列进行初始化,此时可编程逻辑控制器不会给出任何响应。

表1 专用协议控制代码
在整个MES系统中有多个PLC,站号用于决定计算机与哪个可编程逻辑控制器进行存取的编号。必须注意,在站号的设定中,不可对多个站点设定相同的编号,否则传送数据会被破坏,不能正常通讯。PC号是三菱A系列PLC在与计算机连接混合使用时,用于识别与哪个PLC之间进行存取的编号,本文中可以忽略;指令是用来指定工控机对相应可编程逻辑控制器执行写入或读取命令;由于使用计算机发送信息后到变为接收状态为止需要一定时间,报文等待就是用来规定这个时间的;字符区用来指定读取或写入的数据长度和起始数据存储区;和效验码就是将作为和效验对象的数据按16进制数据进行加法计算,并将得出的结果的低位1字节转换成2位数的ASCⅡ码。本文中以工控机为主,由工控机主动询问可编程逻辑控制器,而可编程逻辑控制器被动应答并传送MES系统所需的数据,因此控制顺序如图6所示。
2.2 欧姆龙PLC通讯
与三菱PLC类似,欧姆龙PLC唯一公开的协议为HostLink协议,通过HostLink协议使用计算机的串行口可与欧姆龙PLC设备通讯。在上位机与欧姆龙PLC通讯的系统中,使用HostLink协议进行通讯是一种既优化又经济的通讯方式,它适用于一台上位机与多台PLC进行链接,上位机可对PLC传送程序并监控PLC的数据区,以及控制PLC的工作情况。本文中使用基于HostLink封装格式的FINSMode Hostlink命令来读取欧姆龙PLC存储区数据。根据PLC型号不同,参数设置如图7所示,左侧为串口参数设置,右侧为以太网参数设置。

图6 控制顺序图
在计算机直连PLC的情况下,计算机主动访问PLC存储区的命令格式如图8所示。
其中,Fins命令以@开头,以*回车换行结尾;Unit No为单元号,对应PLC内置串口或串行通讯单元设置的HostLink单元号;在计算机直接PLC时,Header code值为 FA,ICF、DA2 与 SA2 的值固定为00;响应等待时间值设置范围为0~F,单位为10ms,例如设置该值为2时,则响应等待时间为20ms;SID 值通常设置为 00;Fins command code为Fins命令的操作码,0101表示读命令,0102表示写命令;Text部分写入具体操作内容,如读写区域、读取起始地址、数据长度等内容;FCK为效验,与PLC内部设置效验方式一致即可。

图7 欧姆龙PLC参数设置

图8 HostLink-Fins命令格式
2.3 西门子PLC通讯
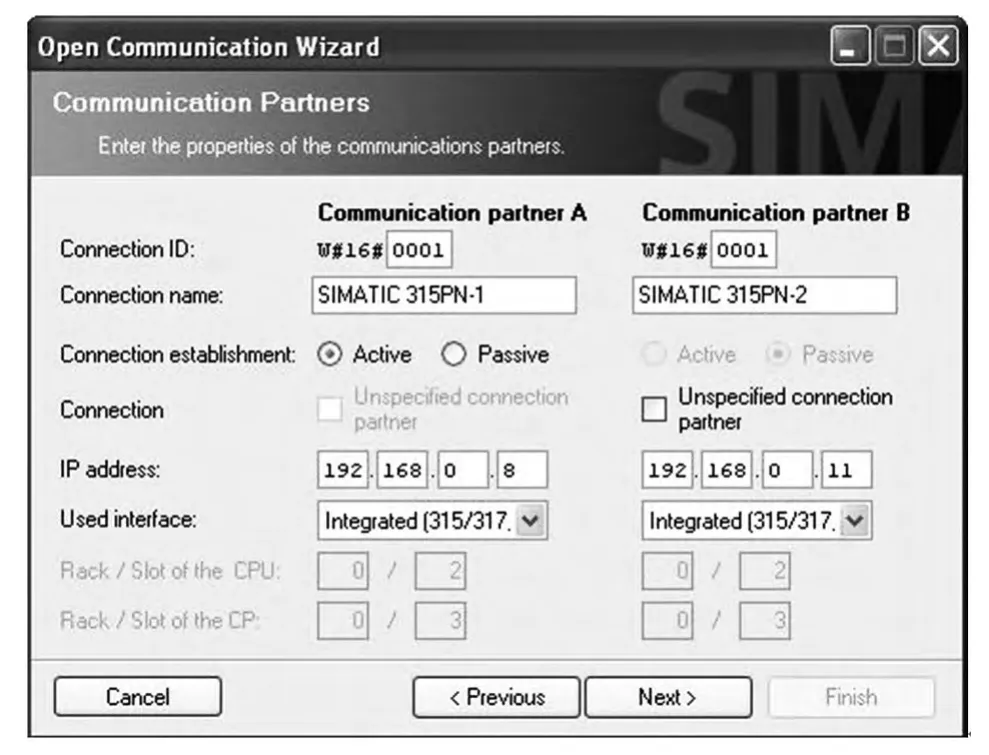
图9 西门子PLC参数设置
本文中所涉及的西门子PLC为300系列CPU 315-2PN/DP,该型号PLC包含一个集成的PROFINET接口,该接口除了具有PROFINET功能外还具有TCP/IP通信功能。使用这种方式的通讯,不需要添加任何硬件,只需要根据自己的需求运用Open Communication Wizard向导配置系统即可,具体配置如图9所示。通过该集成以太网接口组态 TCP/IP通讯时,在PLC程序中需要调用系统自带的通讯功能块FB65 “TCON”、FB66“TDISCON”、 FB63“TSEND” 与 FB64“TRCV”进行通信,其中FB65“TCON”用于通讯双方的连接建立;FB66“TDISCON”用于通讯故障记录;FB63“TSEND”用于发送数据;FB64“TRCV”用于接受数据。
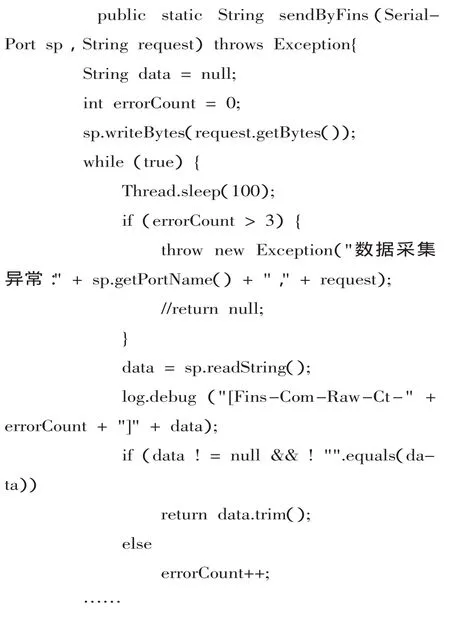
2.4 工控机通讯
本文中工控机侧通讯程序主要采用Java编写,运用jssc框架访问串口,程序封装了对Fins命令和三菱专用协议的通信,部分通信代码如下。
3 系统调试与试验
综合相关硬件要求和软件运行环境,配置了运用Linux操作系统的服务器、相关工控机以及接口,结合本公司生产的压力机生产线,搭建了MES系统进行现场测试。MES系统经过初始化设置后,能够准确收集压力机当前状态、故障原因和当前工作次数等相关信息,并生成各类报表,通过网络可以在任意地点的计算机和移动设备上查看到上述信息和发布生产计划,大大简化车间的管理难度,缩短了对压力机故障的排除时间,有效提高了企业生产计划的实时性和灵活性。MES系统部分界面如图10所示,整个现场测试有力地验证了该系统的可行性、及时性和有效性。

图10 MES系统计划排产界面
4 结论
本文运用MES系统的车间作业计划和底层生产数据的集成等理念搭建适用于压力机的制造执行系统,利用工控机现场采集压力机的当前数据判断压力机运行状态及故障原因等信息,以实时监控工厂设备运行情况,并用该信息生成各类报表供后续分析,并且管理者可以通过该系统发布生产计划、监控生产计划执行情况等,以便于及时调整生产任务,提高生产效率。同时将该系统与当前发达的网络资源相结合,管理者可以通过网络在任何地方实时观看或修改上述各类信息。最后通过现场试验验证了该系统的可行性、有效性和实时性。
[1] 张书亭,杨建军,邹学礼.面向敏捷制造车间的制造执行系统[J].电子技术应用,2000,12:2-4.
[2] 饶运清,刘世平,李淑霞,等.敏捷化车间制造执行系统研究[J].中国机械工程,2002 ,13(8):654-657.
[3] 彭 瑜,孟 力.信息技术正在推动自动化技术的革命[J].自动化仪表,2001,22(12):1-5.
[4] 曹江辉,王宁生,朱建江,等.基于CORBA的制造执行系统的实现[J].南京航空航天大学学报,2002,4.
[5] 于海斌,朱云龙.可集成的制造执行系统 [J].计算机集成制造系统-CIMS,2000,6(6):1-6.
[6]沈世斌.基于PLC自由口通信的应用 [J].仪表技术与传感器,2004,(12).
[7] 廖常初.PLC编程及应用[M].北京:机械工业出版社,2004:149-165.