高速轮转式印刷设备无轴传动的应用
2015-12-15曾超杨喜军唐厚君徐青菁
曾超,杨喜军,唐厚君,徐青菁
(上海交通大学 电力传输与功率变换控制教育部重点实验室,上海 200240)
0 引言
据金属消费品行业调研公司“2013年易拉罐产业投资特性分析”指出,相对于发达国家,中国人均铝制易拉罐的消费量还很低,年均只有80多罐/人,而美国已超过400罐/人。随着啤酒和饮料制造行业整体水平的提高,以往高污染高成本制作的玻璃承装器皿已逐年被铝制两片易拉罐所取代。此外,由于国际铝价变动的不稳定因素,钢制两片易拉罐甚至纸质易拉罐也应运而生。因为两片式制造技术更先进,生产速度更快,产量更高,成本更低,可以预见不久的将来,中国的两片罐消费量很快将超过每年100亿只,两片罐将成为市场消费的主体。目前,高精度数字伺服驱动器以及多轴运动控制器的飞速发展,为需要精确运行的无轴伺服传动技术提供了物质保障。在印刷、包装和工业机床等工业领域,无轴伺服传动技术得到了广泛的关注和应用,带来了巨大的社会效益和经济效益。本文就是基于两片罐无轴传动系统展开分析和实验,内容涉及多轴运动控制器虚拟电子长轴、Ether-CAT现场总线、高精度编码器、高速运转下动态位置控制精度等,为后续应用提供实验数据。
1 轮转式两片罐无轴彩印机
两片罐消费能力的日趋增长势必会带来两片罐制造工艺的革新。传统的两片罐印刷主要采用的是由机械主轴分配动力的轮转式(即行星式)彩印机,如图1所示。

图1 6色轮转式易拉罐彩印机
而两片罐无轴彩印机的各印刷单元、移墨轮和承罐轮的动力来源是独立解耦的高精度数字伺服驱动机构,动力解耦后各滚筒可实现独立的位置和速度控制,大大缩短了人工对版的时间,而且利用多轴运动控制器构建虚拟电子主轴取代机械长轴,机械制造难度降低,控制精度提高,印刷速度加快[1-2]。无轴传统系统的构架如图2所示。
2 运动控制系统核心问题
目前,采用机械长轴传动的两片罐彩印机印刷的效率在1 200罐/分左右。由于取消了机械长轴,采用无轴轮转式彩印机没有了机械齿轮磨损和维护的困扰,其设计效率可以达到1 600罐/分以上,如果将承罐轮(芯轴转盘)的直径做大,那么承罐芯棒的数量可以加多,整机运行效率甚至可以达到2 400罐/分。但如此高的运行效率带来的问题是:
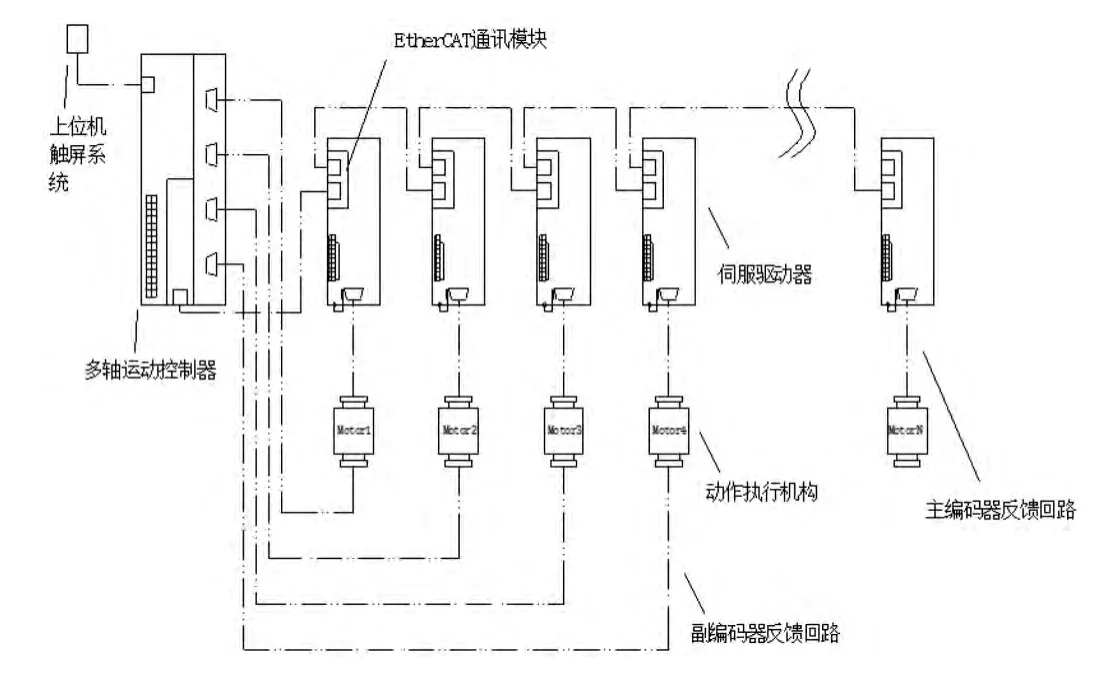
图2 无轴传动系统示意图
(1)承载刻板的印版辊以及移墨辊的运行线速度大大提高,稳态线速度在600 m/min以上,对伺服电机和伺服驱动器提出了非常高的要求,二者必须能够实现在高速运行下动态速度稳定;
(2)九轴以上的伺服电机轴将带来大量的采样数据,必须采用高速现场总线才能实现大容量数据交换,保证运行过程中多轴动态位置调整;
(3)整机运动控制逻辑的复杂度提升,主控系统不仅要完成状态监测、参数更改、IO调试、日志记录等基本功能,还要完成损罐处理、进料吹料、同步控制等复杂逻辑。
要解决以上难题,新型的无轴两片罐彩印系统必须采用如下技术:
(1)EtherCAT现场总线
传统的工业现场总线一般采用CAN总线、Profibus等,虽然技术比较成熟,但这些总线的带宽容限和带宽利用率相对较低,无法满足高精度同步时几十微秒的伺服周期控制要求。而EtherCAT在物理层上采用的是与网络通信相同的网线和专用集成电路芯片,保证了高带宽与稳定性,在应用层传输协议上采用了循环数据包传送的方式,而不是传统的点对点传输形式,由此大大减少了数据交互的时间,提高了带宽利用率。在以太网协议的局域网里,EtherCAT总线传输速度为100 M/bps,完全能够满足工业伺服控制需求。此外,EtherCAT还采用了分布式时钟机制、冗余电缆布线等机制来保证同步性和可靠性。
此外,Rexroth力士乐在上个世纪80年代末提出的Sercos总线也是一种高速总线技术,与EtherCAT有异曲同工之妙。
(2)多闭环伺服电机控制技术
为了实现高效率和高同步精度,采用SVPWM矢量算法控制的永磁同步电动机是动作执行机构的首选;同时,在伺服控制上采用电流环、速度环、位置环三环控制,电流内环能提高系统的机械特性,速度环由伺服驱动器控制调节,能使实际速度跟随给定速度,位置环配合速度环共同减小系统的震荡,消除稳态跟随误差。伺服驱动三闭环逻辑如图3所示。

图3 伺服驱动三环控制逻辑框图
(3)高精度绝对值编码器
伺服电机尾部都带有编码器以实时检测位置。为了实现高达0.05 mm的多色套印和印刷精度以及初始状态的半自动刻板套印,必须采用高精度绝对值编码器,且编码器分辨率所实现的控制精度必须达到0.05 mm的十分之一甚至更高。利用绝对值编码器的位置记忆功能,可以实现初始状态的多轴回零和位置补偿。
3 无机械长轴彩印机运动控制方案
下面针对某制罐厂6色无轴彩印机的生产要求,设计了一套性能完善的运动控制系统,并将以该系统为例说明无轴传动同步控制的可行性。如图1所示,本套设备具有六个印版辊(刻板承载轮)、一个移墨辊(胶版轮)、一个承罐辊(芯轴转盘)以及两个转输辊(转输盘和传输链轮),共计十个轴。
3.1 中央控制系统的选择
无轴彩印设备中,运动轴数量较多,而且需要完成位置指定、IO控制、同步锁定、时序控制、实时运算以及远程通讯等复杂功能,故必须要采用主频较高、功能开放、接口完善的多轴运动控制器。经过技术分析,采用英国Trio公司的MC系列控制器。该控制器内建了一块64位400 MHz主频的 MIPS处理器,支持IEC61131-1的编程规范,可以控制多达64根数字伺服轴,而且IO控制在扩展后可以多达272个点。此外,Trio还提供了ActiveX控件,支持在Windows编程环境下开发上位控制系统,上位机通过网线就可以连接控制器完成整套运动控制,不仅便于二次开发,还大大拓展了用户的可应用范围。
最重要的是,Trio不仅支持模拟量控制伺服轴,其运动控制功能还可以通过 EtherCAT实时 CoE(以太网 CAN接口)完成[3-5],而使用的协议就是如今广泛应用于数字伺服的 CAN/CANopen DS402通讯协议。
3.2 伺服系统的选择
(1)伺服驱动器
伺服驱动器的选择需配合DS402协议的控制器,拥有支持CoE接口。可选Emerson CT公司的SP系列伺服驱动器,该系列驱动器广泛地应用于食品包装和工业机床等场合,其机身整合了三个扩展插槽,可以适配包括EtherCAT通讯子板在内的多种扩展模块,关键是SP系列伺服可以完成伺服电机的三环控制,即位置模式、速度模式和力矩模式,能够根据用户的需求实现在线参数调整和电机状态监测。
(2)伺服马达
选用意大利Phase公司的U3系列高精度永磁同步伺服电机,并且搭配海德汉绝对值25位编码器,经过伺服驱动器处理后,伺服电机单圈的位置脉冲可以高达1 048 576,对于由伺服马达直驱、周长约400 mm的印版辊,其位置控制精度可达0.000 3 mm/pulse,完全满足控制要求。
3.3 上下位机之间的控制流程
从控制流程与数据信息走向来分析,可以将整个系统的工作过程分为以下两个部分:
第一部分:上位机与控制器。首先,交流伺服电机运动控制信号由人机通讯部分即上位机触屏控制系统流向数字运动控制器。数字运动控制器预先存储了不同功能的运动执行程序模块,上位机的控制操作实际上就是利用ActiveX控件对运动执行程序模块进行调用,如运动轴的正转反转停机等操作。第二,上位机触屏控制系统可以直接读取控制器的若干I/O端口信号状态并实时地显示在触屏界面。第三,上位机触屏控制系统要完成参数更改和自动日志录入等功能。
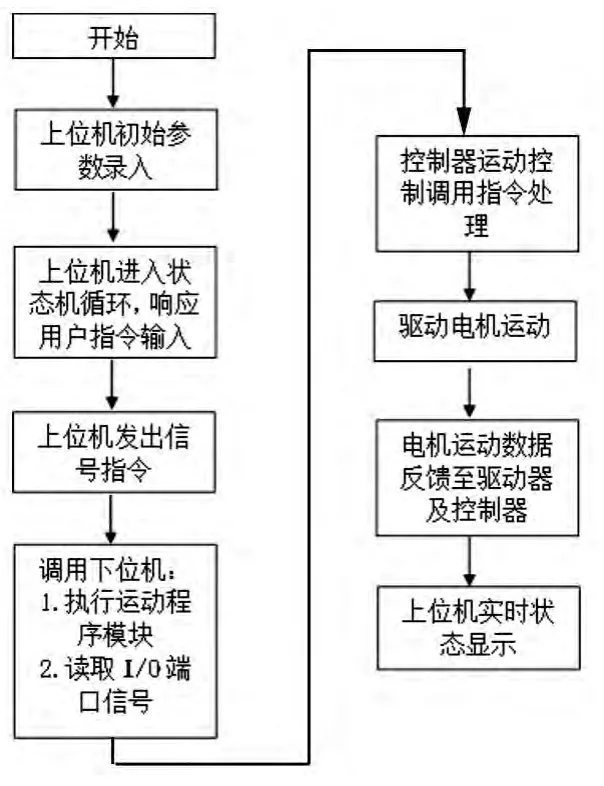
图4 上下位机控制流向图
第二部分:控制器与运动执行模块。首先,数字运动控制器快速地处理上位机触屏控制系统给出的运动控制调用指令,并将运动指令传递给交流伺服电机的驱动装置,随后动作执行模块实现对机床运动的同步控制和速度控制。第二,控制器还要调用数据处理模块,计算出各运动轴之间的相位差以及已印刷数量等运行数据并反馈给上位机以实现实时状态监测。
整个控制流程如图4所示。
4 多轴同步控制的两个技术要点
轮转式两片罐无轴彩印机的技术难点在于高速印刷工程中的印刷精度控制[6-7],如果运动控制系统控制好每个轴的运动状态,使每个伺服轴的速度抖动小且位置跟随误差被控制在一定的阈值内,则多轴之间的相对位置误差也自然就降到了合理水平。
4.1 位置模式和速度模式的选择
一般伺服都有三种控制方式:速度控制方式、转矩控制方式与位置控制方式。伺服系统一般都采用三环控制,即三个闭环负反馈PID调节系统,如图3所示。以下直接讨论位置模式和速度模式。
位置模式:位置控制模式一般是通过外部输入脉冲的频率来确定转动速度的大小,通过脉冲的个数来确定转动的角度,SP系列伺服可以通过通讯方式直接对速度和位移进行赋值。位置模式对速度和位置都有很严格的控制,所以一般应用于定位装置。应用场合包括数控机床、印刷机械等等。
速度模式:通过模拟量输入或脉冲频率都可以进行转速控制,在有上位控制装置的外环PID控制时,速度模式也可以进行定位,但必须把电机的位置信号或直接负载的位置信号反馈给上位机,用于后续运算。
位置模式也支持直接负载外环检测位置信号,此时的电机轴端的编码器只检测电机转速,位置信号就由直接的最终负载端的检测装置来提供,其优点是可以减少中间传动过程中的误差,增加整个系统的定位精度。
我们在位置模式下和速度模式下,对同一个负载直驱轴进行实测。位置模式下得到的单轴位置跟随误差相比速度模式下得到的更小。控制方式均为:让实际伺服轴跟随一个由控制器内建的虚拟主轴进行1:1的速度跟随。在电机稳态运行的状态下,采样伺服轴与虚拟轴之间的位置偏差,由于虚拟轴位置是由控制器生成的精确位置,那么该偏差值实际上就是伺服轴实际位置和指令位置的偏差(脉冲差值),对连续时间内的十万个位置数据进行采样,取其中三组数据进行说明,如表1所示。

表1 位置模式和速度模式位置误差对比
设置控制器的伺服周期为1 ms,在位置模式下,控制器本身只完成指令给定以及虚拟主轴内建的任务,将生成一个伺服轴的给定位置传给伺服驱动器,三环的运算比较全部在驱动器内完成。而在速度模式下,控制器需要从EtherCAT模块经过通讯获取伺服轴的反馈位置,与参考位置进行计算后得到指令速度参考值,并传给驱动器,驱动器只完成速度环和电流环的计算。由于控制器的伺服周期以及在数据通讯上损失了时间,由控制器去完成位置闭环的运算反而不如让驱动器自身完成三环的运算更快速更有效。位置控制方式在高精度的印刷场合可以将控制精度提高一倍有余。
4.2 大惯量比驱动与小惯量比驱动系统的选择
为了高速定位,选伺服电机时,负载惯量和电机转子惯量比一定要达到一个合理的范围。系统追求快速性的本质在于运动部件的加减速能力。追求系统的加减速能力,就必须以相对更大的力矩去拖动目标惯量,同样力矩的伺服电机,完全可以有不同的转子惯量。同理,相同的转子惯量,也可能对应不同的力矩能力,对于最终系统而言,电机转子与负载的惯量比、电机力矩能力与系统总惯量(电机惯量与负载惯量之和)的比,即系统加减速能力以及系统转动的稳定性,是对同步精度控制至关重要的两个指标。采用两组数据进行对比,两组马达数据如表2所示。
由于加入了减速机,马达实际的惯量输出为Jmact=Jm*n2,其中Jm为电机转子惯量,n为减速比。通过计算可知,第一组传动系统的负载转子惯量比为:

第二组传动系统的负载转子惯量比为:

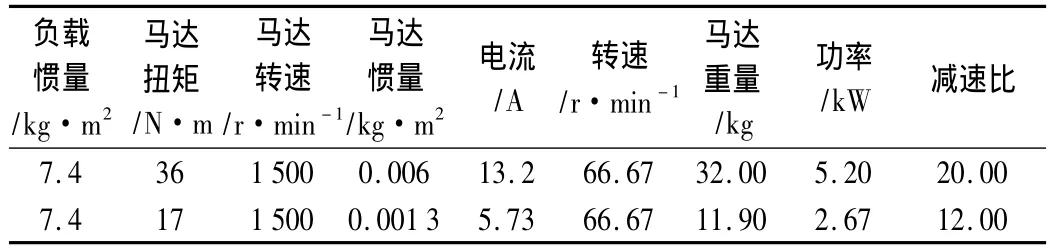
表2 不同惯量电机组别的参数对比
由于印刷系统不用频繁启动,所以对系统加减速时间没有要求,即负载对驱动系统力矩要求不高,即在力矩冗余的情况下测试两组负载在不同惯量系统拖动下的动态位置稳定性,测试方法为:均在EtherCAT位置模式下,让伺服轴以1∶1的速度比例跟随虚拟主轴,同表1的采样方法一样,在电机稳态运行时对连续时间内的十万个位置数据进行采样,取其中三组数据,如表3所示。

表3 大惯量和小惯量驱动系统的控制精度
由表3中的数据可见,大惯量系统更能够保证整个位置控制的精度,在两片罐无轴印刷中,利用冗余度较大的大惯量驱动系统能够有效地保证轮转式印刷的精度。
两片罐无轴印刷伺服驱动系统的样机如图5所示。
图5 两片罐无轴印刷伺服驱动系统样机
5 结束语
将无轴传动技术推广到传统两片罐轮转式印刷伺服驱动系统。探讨了高速金属印刷场合可能遇到的问题和相应的解决对策,设计和实现了一套可行的高速无轴传动的运动控制系统,并详细分析了同步控制中提高印刷精度的两种控制手段:利用驱动器进行位置闭环控制以及利用大惯量驱动系统拖动负载,为金属印刷行业无轴传动的应用提供了可行性和实验性数据。
[1]马春敏,康存锋,黄旭东,等.无轴印刷控制系统[J].北京工业大学学报,2010,37(6):721-727.
[2]李峰.无轴传动技术在印刷机中的应用研究[D].山东:山东大学,2006.
[3]石元元.基于CAN总线的无轴传动控制系统[D].西安:西安科技大学,2010.
[4]郝蕊.用于无轴传动系统基于Linux的EtherCAT主站实验平台的研制[D].北京:北京工业大学,2012.
[5]孟诏.基于CANopen协议的CAN总线控制系统研究[D].北京:北京工业大学,2008.
[6]张贵强.无轴传动技术同步控制的研究[D].沈阳:东北大学,2005.
[7]张婧.无轴传动印刷机同步控制系统的研究[D].武汉:华中科技大学,2012.
