一种物料灌装机器人的系统设计
2015-12-12苏东民梁明亮常兰州张明环
苏东民,梁明亮,常兰州,张明环
(1.郑州铁路职业技术学院,河南郑州450052;2.河南工业大学粮油食品学院,河南郑州450001; 3.河南金谷实业发展有限公司,河南郑州450053)
一种物料灌装机器人的系统设计
苏东民1,2,梁明亮1,常兰州3,张明环3
(1.郑州铁路职业技术学院,河南郑州450052;2.河南工业大学粮油食品学院,河南郑州450001; 3.河南金谷实业发展有限公司,河南郑州450053)
介绍了一种散体物料灌装机器人的设计方法,系统采用PLC控制器作为控制核心,彩色触摸屏作为显示和人机对话部件,详细阐述了灌装机器人的整体设计原理、硬件设计和PLC软件编程设计,最后对系统试运行情况进行了技术总结和应用前景分析。
散体物料;灌装机器人;PLC;触摸屏
一个国家企业自动化生产的发展水平及其生产设计的开发理念,是衡量该国技术创新和现代化程度的重要标志。散体物料灌装是粮食、水泥、化工等产业生产过程不可缺少的重要工艺环节。在国内,散体物料灌装广泛采用塑料编织袋。由于塑料编织袋的特性,在国内包装行业无法实现自动给袋套袋,不能实现全自动化包装。因而在包装行业中,套袋打包属劳动密集型工种,简单繁琐及劳动强度大、劳动环境差、是工人最不愿意干的工种。河南省作为农业和粮食加工大省,在中原经济区建设背景下,研究采用机器人对散体物料进行灌装和包装,对于提高散体物料包装速度、大大降低粮食类加工企业的劳动力成本、减轻技术工人的劳动强度和提高企业的生产率有着重要的意义,这也符合现代社会对散体物料(食品、粮食等)自动生产和灌装的需求,从而促进加工型企业对散体物料包装生产的自动化。
项目组充分利用当前国内国际先进的包装机械技术与电子信息控制技术,以进口三菱PLC控制技术为背景,在此基础上对软、硬件进行技术改造和自主创新,实现了一种物料灌装机器人控制系统的国产化设计。同时,自主研发了10寸触摸屏,在PLC控制器的控制下,物料灌装能实现自动和各类参数的智能控制,通过触摸屏的显示和操作,形成了良好的人机对话界面。系统工作前,通过触摸屏设置工作基本参数,三菱PLC控制器根据工作要求和状态进行分析计算,确定具体的测量精度和运行工况,运行过程中,控制器可随时接收操作员根据生产要求的人工指令,及时修改相关控制参数。
1 系统灌装控制原理的整体设计
机器人灌装控制系统的工作流程框图如图1所示。

图1 系统工作流程框图
由于对散体物料的包装需要传送包装袋、打开袋口、物料装入、封闭袋口、运送物料袋等多个动作,这些动作需要较大的控制力,实现对某一物体的位移或搬运可通过以下三种方式实现:一是电气直接控制,通过电机控制产生转动,利用齿轮啮合,带动机构回转或位移;二是执行部件采用纯气动控制;三是电气及气动控制相结合。直接采用电气控制力矩很难达到,且灵活性会较差,采用纯气动控制精度和稳定性难以保证。因此综合上述情况,本系统采用电气控制和压缩空气控制方式相结合的控制方案。
气动系统主要包括气动执行器的执行机构、调节机构
和对电磁阀的驱动单元,活塞式、薄膜式、拨叉式和齿轮齿条式都是各种气动执行机构的表现形式。薄膜式适合于直接带动阀杆的区域,活塞式适用于要求有较大推力的控制区域,拨叉式更适合用于需要扭矩大、空间小的控制区域。要实现气压控制需要压缩空气储气缸,电磁阀的动作就是由压缩空气的通断来控制。机器人灌装控制系统的工作流程主要包括散体物料仓门的开启和关闭、包装袋传送、打开包装袋口、套装包装袋、物料灌装、袋口封紧、灌装好的成袋物料移位等过程。[1]
对散体物料的灌装工作过程设计以下几个流程。[2]
第一步:首先由光电传感单元检测包装袋箱里是否有空袋,检测信息送给PLC控制器,如果无空袋,通过控制器的报警单元进行提示报警,可人工放入空袋或自动传送,如果有空袋,进行第二步的工作流程。
第二步:取袋压缩空气气缸对空袋抓取机构进行驱动控制,使其能自由地往返运行,空袋抓取机构抓取包装袋后,将空包装袋放到拖板上,通过带传动传送到指定位置平台,将包装袋口输送到上下两个抓取机构之间,安装在旁边的定位轮起定位检测作用,如果没有抓取到位,重新进行第二步,如果定位检测到位,进行第三步。
第三步:取袋压缩空气气缸驱动机构抓紧袋口后,使袋口张开,通过气缸驱动将包装袋套入散体物料储料斗上。
第四步:散体物料(如粮食、水泥等)原料由第三步工序的带式输送机存入储料斗,在储料斗套好包装袋后,这时储料斗仓门打开,在振动器(一般采用步进电机或其它直流电机传动机构)的震动下,散体物料通过出料口进入到包装袋,包装袋放在装有称重传感器的平台上,称重传感器将压力转换为相应的电信号送给PLC控制器,经换算后将灌装质量显示在液晶屏上,机器开启前,一般先设定到达设定灌装质量最大值,到达设定值后,控制系统将储料斗的出料口迅速关闭。
第五步:当一袋散体物料灌装完成后,通过封袋气缸驱动夹袋装置将袋口封紧,然后拖到封口位置封口。
第六步:灌装并封好口的成袋物料最后被拖到传送带上,一袋物料自动灌装过程完成。下一袋物料自动灌装过程将重复第一步到第六步。
2 PLC控制系统的设计
2.1控制系统组成。
散体物料灌装机器人需完成的任务动作复杂、灌装物料品种多、规格多,工作时受电磁干扰信号多,控制的信号有开关量(数字信号)、模拟量(用于变频调速)。所设计的物料灌装机器人控制系统的主要任务是根据物料灌装的工艺流程对各部分进行实时协调控制,这些控制动作主要有:包装箱供送、成袋产输送、包装袋抓取、袋口打开、物料灌装、关闭仓门、袋口封紧等。散体物料灌装机器人运行方式有自动连续运行和人工手动点动操作,输入端口输出端口较多。
控制系统设计如果采用基础的电子线路将大大增加硬件电路的复杂性,系统故障率会大大增加;如果选MCS-51系列或AVR单片机控制系统,控制功能会大大增强,但系统的抗扰性较差,工作稳定性不高,难以适应工业现场环境。PLC控制器具有抗干扰能力强、性能可靠、与工业现场信号易匹配、信号输入输出相对容易、编程相对简单、维修调试方便等优点。为完成上述各种不同类型动作的控制要求,本控制系统选用PLC控制器为控制核心,PLC控制系统组成框图如图2所示。
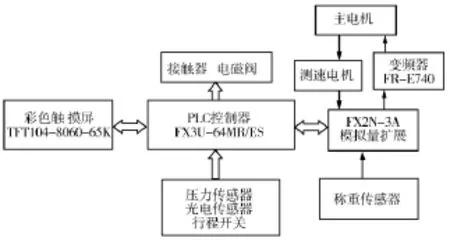
图2 控制系统组成框图
PLC控制器对各种光电开关、接近开关、磁性开关、电磁阀、交流伺服电机的信号输入检测或输出控制实现系统的整体控制,触摸屏与PLC相结合,形成较为友好的人机对话界面,方便操作人员进行设置和机器运行状态监测。系统的软件采用三菱公司的GT-Designer2组态软件,相关控制程序及界面通过触摸屏进行显示,同时PLC控制器还通过串行通讯口与计算机上位机软件实现通讯,FX2N—3A为模拟量扩展模块。
变频器选用三菱公司的FR-E740-11K-CHT型,E740型为轻巧通用型,扩充有PID和柔性PWM,内置Modbus-RTU协议,输出功率为11kW,额定电流23A。为使系统运行时平稳可靠、尽可能减少振动,机构传动部分设有减速机
构,并采用链条传动方式。
2.2PLC控制器。
如图2所示,控制器选用三菱系列,三菱FX系列,是三菱PLC(可编程控制器)小型系列PLC。主要有FX3G、FX3U、FX2N、FX1N、FX1S等系列。早期PLC控制器大多选用FX2N产品,FX2N部分产品现已停产,因此选用FX3U系列中FX3U-64MR/ES-A型产品。
三菱FX3U-64MR-ES-A型是三菱第三代小型可编程控制器,具有速度快、容量大、性能稳定等优点,具体技术特性和功能为:(1)内置RAM存储器容量为64K;(2)内置业界最高水平的高速处理0.065μS/基本指令;(3)控制规模: 16~384(包括CC-LINK I/O)点;(4)内置独立3轴100kHz定位功能(晶体管输出型);(5)基本单元左侧均可以连接功能强大简便易用的适配器。
三菱FX3U控制器扩展单元内置电源的输入输出扩展,附带连接电缆,当交流电源型基本单元内置电源不够时,可扩展电源。另外还可内置功能扩展板于可编程控制器中,不占用输入输出点数。FX3U-64MR-ES-A基本输入输出均为32点,输入输出的最大扩展点数为256点,可作为伺服控制系统控制交流伺服电机的输入输出口,完全能满足散体物料灌装的控制任务。
2.3TFT彩色液晶触摸屏。
LCD液晶触摸屏是人机界面友好、功能较强大的可编程显示终端,在工业生产控制或智能加工设备中应用越来越普及,PLC控制器与液晶的接口技术越来越成熟。[3]
系统的彩色液晶触摸屏模块为项目组自行研发,型号为TFT104-8060-65K型彩色液晶触摸屏模块,TFT104-8060-65K触摸屏是一款可广泛应用于嵌入式控制系统和工业控制系统的产品,采用彩色TFT液晶显示屏,色彩支持65536色,分辨率为800*600,显示尺寸为10.4英寸,总线接口方式为8/16位标准8080方式,支持与PLC控制器的接口。总线读写速度为30MHz,单点读写周期短(40ns),适合于与高速系统接口。
彩色触摸屏集中了液晶显示部件和触摸屏,触摸检测部件用于检测用户触摸位置,从触摸点检测装置上接收到的触摸信息转换成触点坐标后,送给控制器(CPU),用以传送触摸控制信号。TFT104模块的触摸屏及触摸屏控制器为高品质工业级,分辨率高达4096点,只需5根线可与控制系统无缝链接,外围接口电路非常简单,采用了长寿命的LED背光,功耗低、颜色纯正,工业级的技术特性完全适合于灌装机器人系统的工业现场应用和工作环境。
2.4I/O端口的分配。
物料灌装机器人控制系统的共连接数字量输入端口24个,其中有19个用于压缩空气气缸运动的运行标志位置开关,有2个用于压力传感器的信号输入,各类用于探测功能的光电传感器占用3个输入端口。设计18个数字量输出端口,其中控制各种灌装过程的动作用电磁阀线圈使用15个端口,控制包装袋运送和成袋物料传送的接触器占用3个输出端口。
变频器调速系统使用2个模拟量输入端口和一个模拟量输出端口。其中1个模拟量与称量功能有关,称量传感器测量将已经到达包装袋中料的质量转换为电压信号输入模拟量输入通道1,当到达设定值(灌装前通过人工设定)后,PLC控制器控制储料斗仓口关闭;另1个模拟通量与调速有关,测速传感器测量直流电机的转速,将转速信号转换为电压值信号输入模拟量输入通道2,通过与设定值比较,控制器采用PID算法,当经过比例积分微分运算后的结果转换为直流电压后,从模拟量通道输出,作为控制信号实现变频调速的控制。
3 系统的PLC软件设计
PLC软件设计采用三菱公司GX-Develop编程软件,使用直观图形化的编程方法,使用顺序控制设计法和步进梯形图进行编程,梯形图程序编译成功后,通过三菱PLC与上位机的通信线路,将程序代码下载到三菱PLC中。
在本系统设备编程过程中考虑到调试、维护的需要,将工作模式设置了手动和自动两种控制方式,散体物料灌装机器人控制系统PLC软件流程如图3所示。
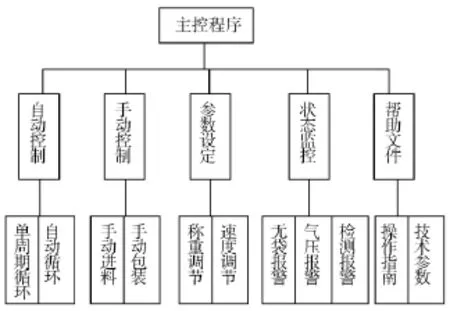
图3PLC程序流程框图
自动功能有运行、暂停、结束、复位等4个步骤,手动功能有退、进、起、停等工作过程中的运动方式。对彩色液晶触摸屏的编程主要利用GT-Designer2触摸屏编程软件中的交替性按钮功能。在按钮抬起或按下时,对系统的相关继电器、接触器置位或复位,实现PLC对具体机构和运行部件的前后左右位移控制。可以在触摸屏中进行参数设定,可根据操作者的要求,随意设定计数值、灌装数量、转速控制等参数,并能根据所设定的参数最高值对实时监控,当实际值超过设定最高值时,系统将输出报警显示或声响。系统软件程序还设有状态监测功能,可实时监视灌装执行机构运行部件的工作状态,如对电机堵转、变频器异常、包装箱中包装袋等情况,都能进行及时保护或发出报警提示信息。
4 系统运行与结论
系统设计完成后,在河南省进行了试运行和粮食灌装试验,工程实践和测试显示,所设计的软硬件达到了各项要求,并且具有稳定性好、操作方便等特点,与国外同类产品比性价比高,有较好的推广应用价值。散体物料灌装机器人采用PLC自动控制系统,集气压传动、变频调速、传感检测、通信技术、人工智能等技术于一体,与传统包装设备相比,性能有了显著提升和改进。
在国家大力倡导技术创新的形势下,机器人技术应用于散体物料包装行业,前景美好,发展方向明确,是一项技术含量高、经济效益好、资源消耗低、环境污染少、人才资源优势得到充分发挥的新型技术。散体物料灌装机器人将给包装行业带来新的技术变化,该技术的推广应用将对加工企业实现人工成本的降低,生产过程的技术创新,提高企业经济效益有着重要的作用。
[1]张明,等.酒箱码垛机器人的机构设计与运动仿真分析[J].包装工程,2013(1):83-86.
[2]杨旭东.面粉自动包装机PLC控制系统设计[J].山东工业技术,2013(13):26-27.
[3]梁明亮,等.基于ARM微处理器的液晶触摸屏的接口设计[J].计算机测量与控制,2011(3):691-693.
System Design of a Robot for Granular Material Filling
Su Dongmin1,2,Liang Mingliang1,Chang Lanzhou3,Zhang Minghuan3
(1.Zhengzhou Railway Vocational&Technical College,Zhengzhou,He’nan 450052,China;2.School of Food Science and Engineering,Henan University of Technology,Zhengzhou,He’nan 450001,China;3.Henan Jingu Industry Development Co.,ltd,Zhengzhou,He’nan 450053,China)
The paper introduces the design method of a robot for granular material filling,The system uses the PLC controller as the core control,Color touch screen as the display and man-machine conversation part.The paper describes in detail the overall design principles,hardware design and PLC software programming of the filling robot.The trial operation of the system is analyzed and the analysis of application prospect has been made.
Granular material;Filling Robot;PLC;touch screen
TP24
A
1672-6758(2015)05-0021-4
(责任编辑:郑英玲)
苏东民,博士,教授,郑州铁路职业技术学院,河南工业大学粮油食品学院硕士生导师。
梁明亮,硕士,副教授,郑州铁路职业技术学院。
常兰州,工程师,河南金谷实业发展有限公司。
河南省科技开放合作项目(编号:132106000079);河南省科技厅2015年软科学研究项目“中原经济区建设背景下大学生科技创新和创业能力培养的研究”;河南省高校青年骨干教师资助计划项目(编号:2014GGJS-167);河南省教育厅科技攻关项目(编号:2011C510003)。
Class No.:TP24 Document Mark:A
