基于数控系统输入输出测试架的设计
2015-12-11产文良许志才
产文良 许志才
摘 要:由于广州数控980TD数控系统的功能强大,而数控系统中的PLC梯形图也非常复杂,为了简化对整个数控系统的功能进行测试,该文提出构建广州数控设备有限公司980TD数控系统的测试方法,在一个电路板上设计出一个测试架,用发光二极管,上拉电阻、普通电阻、拨码开关和几个常闭按钮等元器件所组成,设计了测试架的系统电路和PLC程序,用测试架对数控系统的PLC梯形图进行测试,经过实际测试数控系统的PLC梯形图程序,效果良好,这大大简化对整个数控系统的功能测试。
关键词:980TD数控系统 机床输入输出接口 测试架 梯形图
中图分类号:TG65 文献标识码:A 文章编号:1672-3791(2015)08(a)-0032-03
广州数控设备有限公司的980TD数控系统的功能非常强大,在实际应用中也会出现系统故障,而且而数控系统中的PLC梯形图也非常复杂,这给数控机床故障维修带来了一定的难度,因此需要更简便的方法对数控系统进行检测和修改功能,该文结合广州数控的980TD数控系统的实际情况,设计了数控系统输入输出的测试架测试系统,为了简化对整个数控系统的功能进行测试,所以这次设计是以刀架的正反转换刀功能、水泵功能和主轴的正反转功能为主的,而数控系统的其他功能基本相似。
1 测试架的設计原理
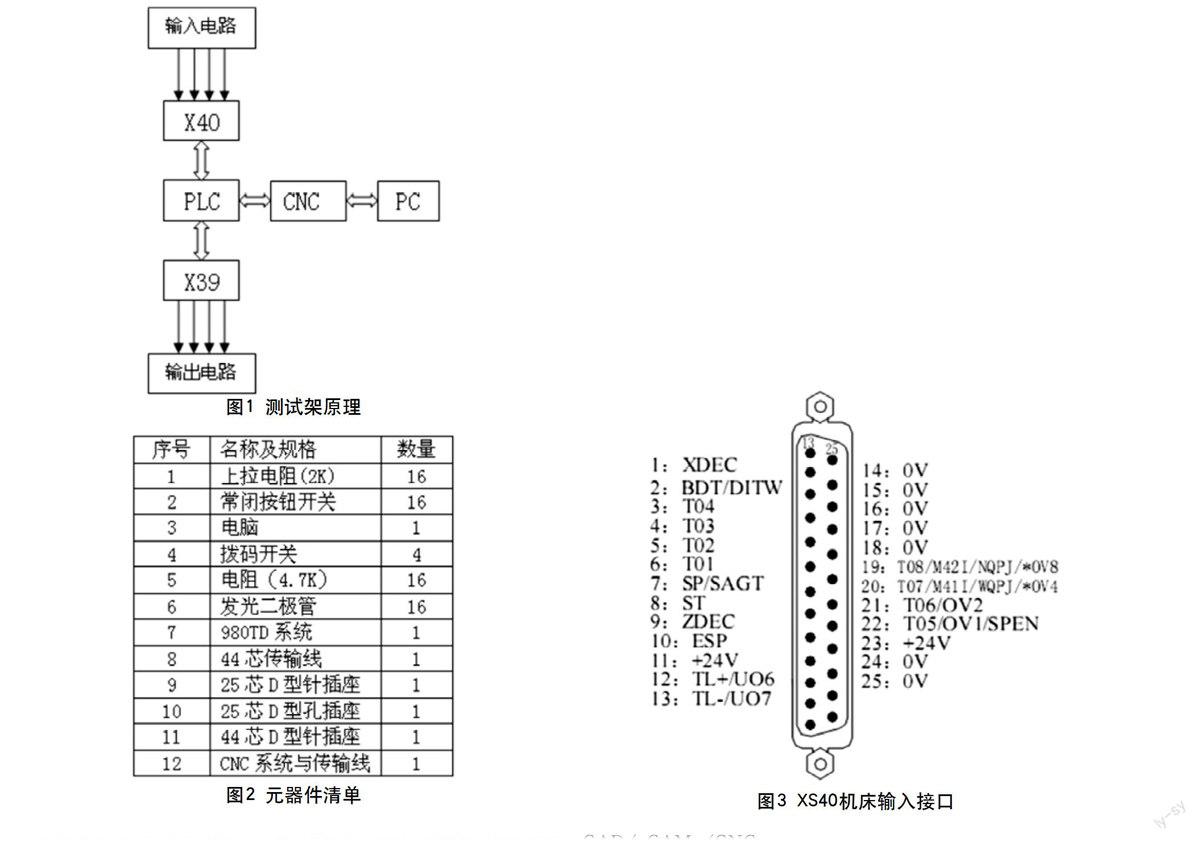
由于980TD数控CNC系统的功能强大, 而设计数控系统的PLC梯形图也比较复杂,为了简化对整个数控系统的功能进行测试,目的就是设计一个测试架用来进行对数控系统的PLC梯形图功能进行检测和修改功能,GSK980TD通过RS232接口与PC机进行通讯,测试架原理如图1所示, 设计是以刀架的正反转换刀功能、水泵功能和主轴的正反转功能为主,其他为辅。
根据数控系统的I/O接口,这次需要的是XS40机床输入接口和XS39机床输出接口和。所以要在测试架哪里设计两个相同的接口,把数控系统的两个接口线用一根44针插座的线代替, XS40和XS439两个接口的脚一定要跟测试架的脚一一对应。然后根据设计出来的测试架电路图可得,测试架需要的元器件是发光二极管,上拉电阻、普通电阻、拨码开关和几个常闭按钮等元器件所组成,发光二极管的作用是做指示灯作用,譬如刀架正转功能有效,则发光二极管会发光,代表这功能的存在,而上拉电阻的作用是来提高输出电平,从而提高芯片输入信号的噪声容限增强抗干扰能力,普通电阻的作用是限流和降压作用。元器件清单如图2所示。
2 I/O测试架的设计
测试架的设计首先要实现系统的刀架换刀功能、冷却液功能、主轴正反转功能和急停限位功能测试,同时要实现测试架对PLC梯形图的控制和故障诊断。因此需要设计数控系统与测试架之间的传输线,设计测试架输入输出接口测试机电路,以及PLC程序的设计。
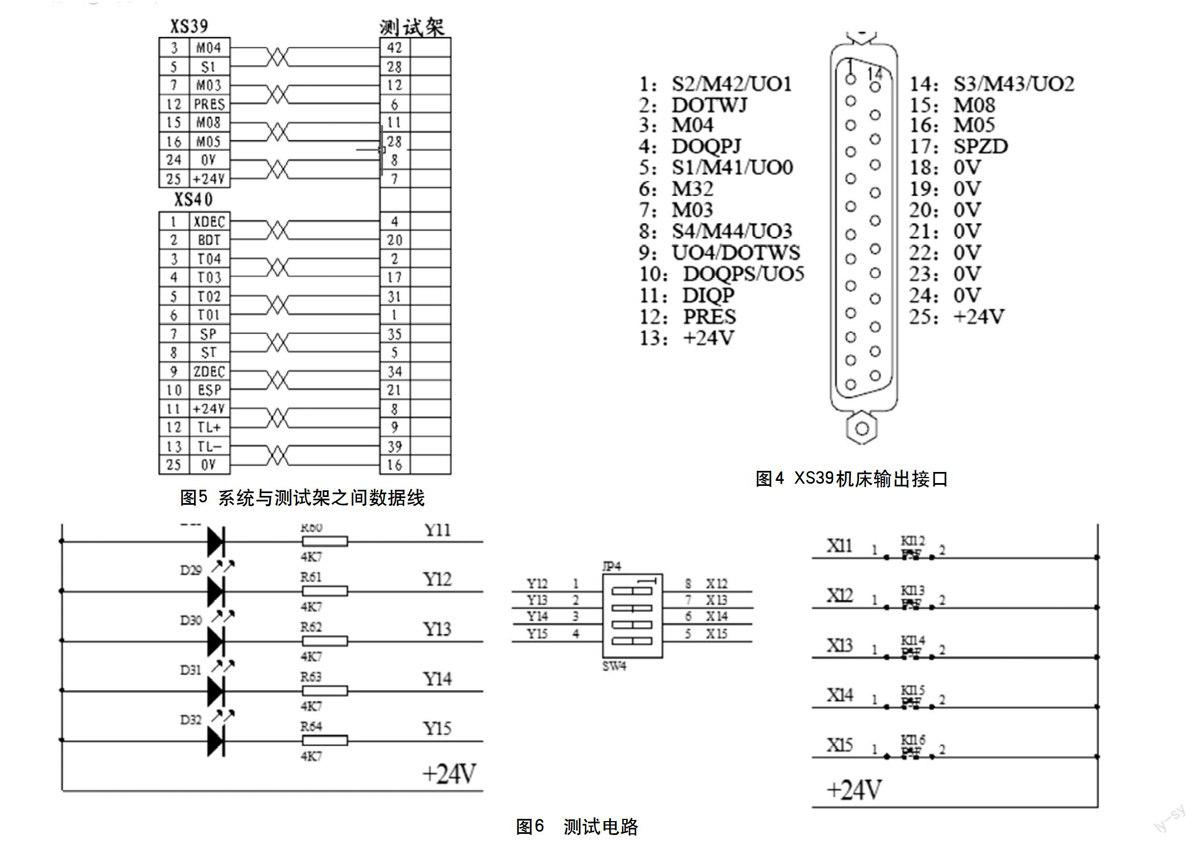
根据机床现有设备和所选择的数控系统,设计测试架所需要980TD数控系统的XS40机床输入和XS39输出接口图,如图3和图4所示,测试架布局图,元器件计算与选择,系统与测试架之间数据线如图5。
根据机床现有设备和所选择的数控系统,设计测试架所需要980TD数控系统的XS40机床输入和XS39输出接口图,测试架布局图,元器件计算与选择,元器件清单,这个测试架是用44针孔的数据接口作为传输的,这样的话就可以大大节省了材料和时间。
3 输入输出测试电路与梯形图设计
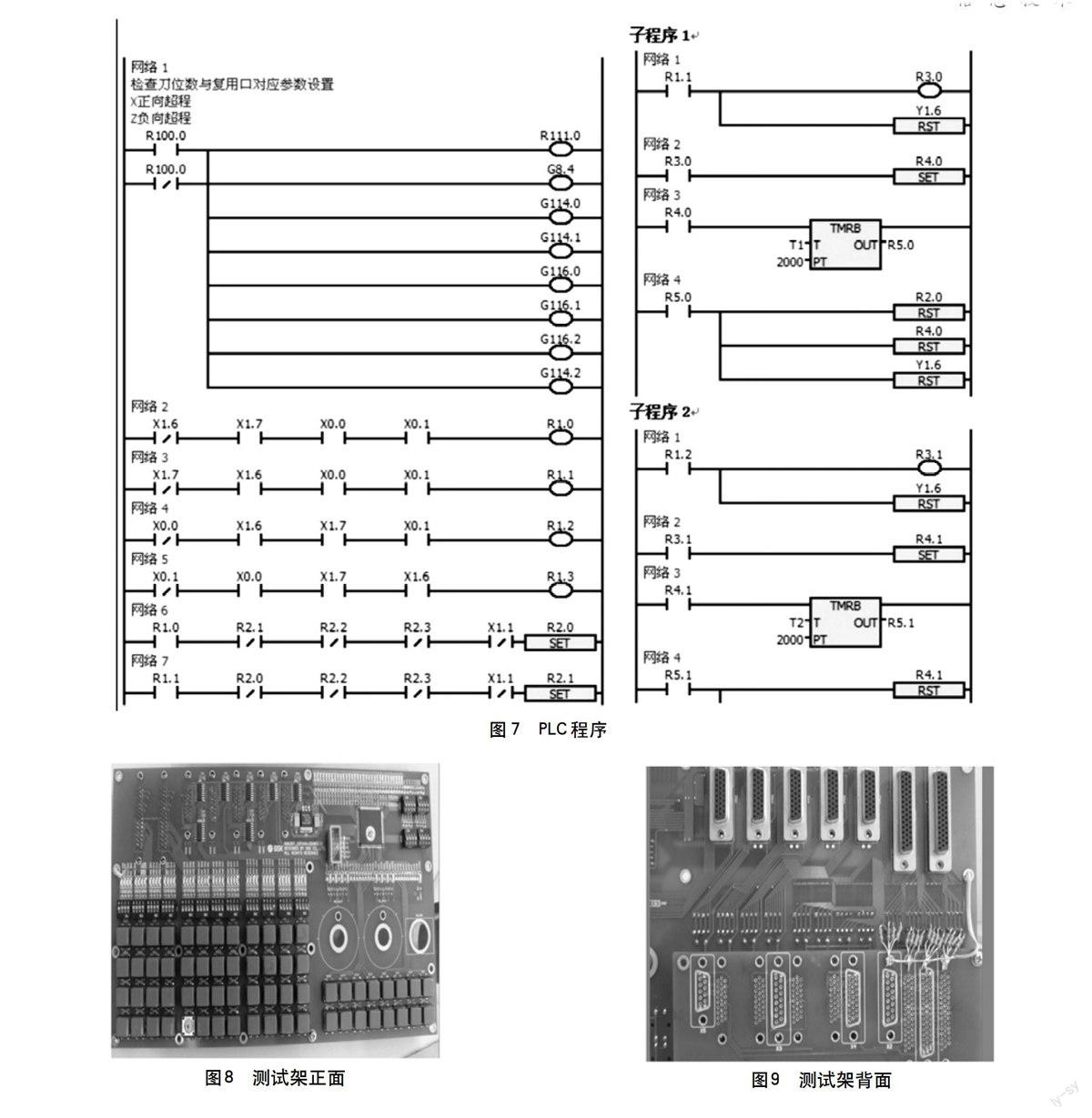
因为这个测试架设计的目的就是为了方便数控系统对PLC程序的验证和修改,而不用直接到数控机床去测试,这样就可以大大的减少了成本和时间,所以设计一个测试架是很必要的,而设计一个测试架则需要一块面板,发光二极管、上拉电阻、一些电阻和一些常闭开关。注:测试架的结构简单,只用了一些发光二极管、一些电阻、几个拨码开关和一些按钮开关就能实现对系统进行测试的功能,测试电路图如6,PLC程序如图7。
4 测试架的应用
先用电脑把PLC程序输入到数控系统里面覆盖原先的PLC程序。测试架测试方法,当按下测试架上刀架输出按钮,数控系统显示刀架正在正转换刀,接着发光二极管就会发光。主轴的正转和反转,还有冷却液的控制基本如此,全部都要由发光二极管做显示作用。测试架正反面如图8和9。
5 结语
该文通过在一块电路板上发光二极管,上拉电阻、普通电阻、拨码开关和几个常闭按钮等元器件组装成一个测试架,并且编写了测试架的系统电路和PLC程序,用测试架对980TD数控系统的PLC梯形图进行测试,经过测试检验,测试架测试效果良好,大大简化对整个数控系统的功能测试,提高了数控机床故障维修效率。
参考文献
[1] 张昊.PLC电气控制在数控系统上的应用分析[J].电子世界,2014(20):108.
[2] 程小龙 .广州数控系统在数控机床改造中的应用[J].华东科技:学术版,2015(4):325.
[3] 姚超友.基于GSK 983M数控系统的数控铣床维修实训台[J].机械工程师,2015(4):50-52.
[4] 余中裕.数控机床维修技术[M].北京:机械工业出版社,2001.
