奥氏体不锈钢表面双辉等离子渗锆的动力学
2015-12-11蔡航伟马志康王成磊
蔡航伟,高 原,马志康,王成磊
(桂林电子科技大学材料科学与工程学院,桂林541004)
0 引 言
辉光等离子渗金属技术是一种热扩渗技术,与其它渗金属技术相比,具有渗速快、渗层成分易于控制、渗层与基体结合强度高、节约合金元素、成本低、容易实现多元共渗、无环境污染等优点[1-3],该技术利用辉光放电所产生的高能氩离子轰击源极材料,在材料表面产生高密度位错和空穴,形成合金元素扩散通道,从而使合金元素的扩散激活能降低,扩散速度加快[4-5]。徐重等[6]认为等离子轰击会在材料表面产生高密度缺陷而促进扩散。李忠厚等[7]分析了高空位浓度和高空位浓度梯度对金属原子扩散的影响,并认为空位浓度与空位浓度梯度是决定双辉等离子渗金属扩散系数高的关键;此外,他们还认为扩散的驱动力来源于较高的浓度梯度,在热运动的作用下,原子从高浓度处向低浓度处迁移,沿扩散方向各处的浓度随着渗层深度和时间的变化而变化;这个过程符合菲克第二定律,因而原子的扩散速度随渗入元素在材料表面的浓度、沿渗层深度的浓度梯度和扩散系数的增加而增大。在此基础上,作者从扩散规律及离子轰击的能量转换等事实出发,采用双辉等离子渗金属技术在奥氏体不锈钢表面制备了渗锆合金层,将试验结果与基础数据结合,计算出试样由表及里产生的空位浓度与扩散激活能,研究了渗锆的动力学。
1 试样制备与试验方法
双辉等离子渗锆所用的源极为锆板,其几何尺寸为100mm×50mm×5mm,纯度为99.99%,试验前将源极打磨清理干净。渗锆的基材为0Cr18Ni9Ti奥氏体不锈钢,其尺寸为35mm×10mm×3mm,化学成分(质量分数/%)为17.00~19.00Cr,≤0.07C,8.00~11.00Ni,0.05~0.07 Ti,≤2.00Mn,≤1.00Si,≤0.035P,≤0.030S,余Fe。渗锆装炉前,需将试样依次经不同型号的水砂纸打磨,并用抛光机抛光,然后再用超声波清洗干净并烘干。
采用DGLT-15型多功能离子化学热处理炉进行渗锆,极间距25~30mm,氩气工作气压30~35Pa,渗锆温度1 060℃,源极与阴极之间的电压差300V,保温时间5h,工作温度通过WDL-31型光电温度计进行测量。渗锆后,试样随炉缓冷至室温。
采用Carl Zeiss Axio Scope A1型光学显微镜观察渗锆合金层的显微组织(在镶样机上用树脂镶嵌法镶好试样,再依次用 400#,800#,1000#,1500#,2000#水砂纸打磨,然后在抛光机上用三氧化二铬抛光液抛光,再将抛光后的试样用由Cu-SO4、HCl、H2O按体积比为1∶5∶5配制的溶液在室温下进行腐蚀,最后用清水冲洗干净并吹干);用JEOL/JSM-5610LV型扫描电镜及其附带的能谱仪观察碳化物的形貌并分析渗锆合金层的成分。
2 试验结果与讨论
2.1 扩散系数及扩散激活能
由图1和图2可知,渗锆合金层的横截面组织为柱状晶,且与基体间有一明显的界面,渗锆合金层的表面致密、分布连续、无裂纹。由图3可知,渗锆处理后在不锈钢表面形成了由ZrC和ZrFe2组成的改性层。从图4可以看出,渗锆合金层表面的锆元素含量最高,随着距表面距离增加,锆含量逐渐减少,呈梯度分布,这说明渗锆合金层与基体呈良好的冶金结合。
利用最小二乘法,用Matlab软件对图4中的曲线进行拟合可以得到式(1)所示的拟合方程。
w=f(x)=35.832 35-3.469 45×10-18x-0.010 64x2(1)
式中:w为锆的质量分数;x为距渗锆合金层表面的距离。
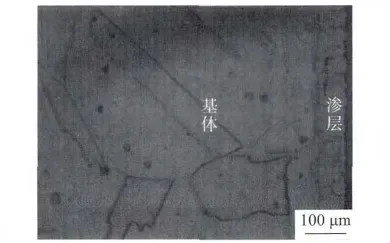
图1 渗锆合金层的横截面显微组织Fig.1 Microstructure of Zr-alloyed layer′s cross-section
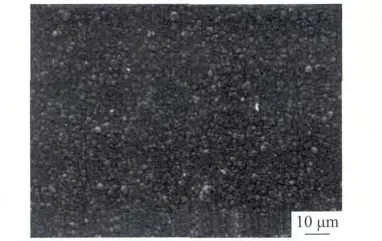
图2 渗锆合金层的表面形貌Fig.2 Surface morphology of Zr-alloyed layer

图3 渗锆合金层的XRD谱Fig.3 XRD pattern of Zr-alloyed layer

图4 渗锆合金层中锆含量的分布曲线Fig.4 Zr distribution curve in Zr-alloyed layer
在等温扩散过程中,扩散系数D是浓度的函数,根据菲克扩散第二定律:
式中:t为扩散时间;c为锆的物质的量分数。

将式(1)代入式(3),可得:

式(3)所示的积分为定积分,所以定积分从0到w1在式(3)中的第二个定积分里变为从58.032到又因为t=5h=180 00s,故而可以得到式(6)。


将x的值代入式(6)逐一计算可得出渗锆合金层中不同位置处锆的扩散系数D,结果如表1所示。
晶体中的原子进行扩散时无论是按何种机制进行,都首先要获得克服能垒所需的额外的能量,才可以从一个平衡位置顺利地跃迁到另一个平衡位置,这部分能量统称为扩散激活能。扩散激活能越大,扩散越困难;反之,越容易。
在一般渗金属方法中,锆在γ-Fe中的扩散常数公式见式(7)[8]。
D0=3.5×10-6·exp[-387 000/(RT)] (7)
本试验中的渗锆温度为1 060℃(1 333K),而R=8.314J·mol-1·K-1,从而可计算出D0=2.391 25×10-21m2·s-1。由 Arrhenius公式可得到:

因在同一扩散体系中,D0不变,将表1中D代入式(3)可求出渗锆合金层中不同位置处锆的扩散激活能,如表1所示。
从表1中可以看出,随着距渗锆合金层表面距离增大,锆元素含量呈梯度递减,锆的扩散系数D逐渐减小,而扩散激活能Q则逐渐增大。这是因为,表面离子轰击造成的缺陷与空位较多,导致原子容易迁移,而锆的原子半径较大,向内扩散时必须有相应的空位“接应”进行换位,显然,空位越多,换位越容易,向内扩散的阻力就越小,也就是扩散激活能越小;随着扩散距离增大,空位数量减少,锆原子的扩散激活能越来越大,因此扩散系数越来越小,扩散越来越困难,合金元素含量越少。而基材内的空位密度将会在表面和次内层呈现梯度分布的状态。从理论上分析,空位是热力学上的平衡现象,也即其随着温度的变化而变化,在某一温度下,它是一个常数。这就是说理论上除了其它因素的影响,扩散激活能在各个位置上应该是一个常数。显然,这里受到了离子轰击的作用,因为在等离子处理过程中,离子对表面的轰击作用可促进活性粒子扩散,这是等离子渗金属的一大优点。

表1 距渗锆合金层表面x处锆的质量分数、扩散系数D及扩散激活能QTab.1 Mass fraction,diffusion coefficient and diffusion activation energy of Zr element at a certain distance xfrom Zr-alloyed layer
2.2 空位密度
2.2.1 普通方法渗金属的空位密度
空位的点阵位置的分数,即空位密度Cv的计算公式[9]为:

式中:Nv为温度T下的空位数量;NT为温度T下的点阵位置总数(等于空位数与原子数之和);Qfv为空位形成的激活能;R为气体常数;T为热力学温度。
在普通的渗金属技术中,即在没有外加电场、磁场等条件的常规固体、液体、气体法渗金属技术中,铁的空位形成能为105kJ·mol-1[10],则由式(9)可计算出1 333K时铁基体内的空位密度为7.68×10-5cm-2。即在普 通渗金 属技术中,在1 060℃下,每100 000个点阵位置中有7.68个空位。γ-Fe的晶格常数为0.364 8nm个,每平方厘米内表层点阵位置的数量NT为7.5×1014,则表层每平方厘米的空位数量Nv为5.8×1010个。
2.2.2 离子轰击下的空位密度
带电粒子在放电空间形成的电场中处于不断的运动状态,其运动的基本形式为无规则的热运动、沿电场方向的迁移运动和沿带电粒子浓度梯度递减方向的扩散运动。正是这些运动引起了放电,出现放电电流。在电场很弱、气压较高时,带电粒子处于热运动状态。从气体运动论可得到气体分子自由程λ的计算公式[11]见式(10)。

式中:K 为波尔兹曼常数,1.38×10-23J·K-1;p为气压;d为分子的有效直径;r为分子的有效半径。
在试验中,p=35Pa,T=1 333K,r=1.92×10-10m,由式(10)可得氩原子的平均自由程λ为6.82×10-4m。
处于正常辉光放电状态下的阴级位降区的长度为dK,当材料与气体种类不变时,它只和气体压力成反比。但在异常辉光放电时,dK的大小不仅与气压有关,也与电流密度有关,如式[11]所示。

式中:i为电流密度;a,b为常数。
在低真空放电条件下,轰击阴极表面的离子的平均能量[16]可表达为:
E=2λVc/dk(12)
式中:λ为离子的平均自由程;Vc为阴极电位降,近似为放电电压。
据资料介绍,在1 060℃时,dK的数量级为10-1[13],根据试验测定,取dK为5mm。电位降Vc为850V,将电路电阻损失等因素计算在内,则实际上阴极位降区上分布的电压约为电源电压的80%,代入式(12)可得E 为185.5eV。
1个能量为100eV的氩离子轰击铁时,铁在氩气中的溅射阀值为20eV,溅射率为0.2[13-14]。故1个氩离子轰击源极表面可溅射出的铁原子个数N1为1.9个。
据资料介绍,在本试验条件下轰击阴极的正离子密度为1.55×(1012~1013)cm-2·s-1[13],假设每个离子将能量全部输送给阴极,则每秒钟在每平方厘米的材料表面将产生空位的个数N2=1.55×(1012~1013)×1.9=2.945×(1012~1013)。
通过离子轰击,材料表面的空位数量显著增多,大大超过了热平衡时的空位浓度,因此离子轰击产生的空位基本上可以用来表示离子轰击条件下的真实空位数。
由以上可见,与普通方法渗锆相比,在同样的温度下采用双辉等离子技术渗锆时,空位数量提高了1~2个数量级,这是由以下原因造成的[1,15-16]。
第一,普通方法渗锆时,金属表层中的平衡空位密度在一定程度上是有限的,而采用等离子技术渗锆时,在外加电压的作用下,大量的高能Ar+粒子不断轰击试样表面,清除表面存在的氧化物、油垢等,使锆元素直接与新鲜的金属表面接触,活化试样表面,增强表面对锆元素的吸附能力,使表面保持较高的锆浓度。
第二,离子轰击显著增加了金属表面的空位数量,并大大超过了平衡空位浓度,且辉光放电可产生较强的紫外辐射,使试样表面的缺陷数量增多,在缺陷处原子的浓度和能量较高,那些具有较高表面浓度和足够高活化能的原子扩散得较容易。在这样的条件下,扩散过程实际上是空位、溶质原子及复合体的一种反应扩散过程,空位对扩散产生的影响不可忽略,高能量离子轰击试样表面会产生包含大量过饱和空位的晶体缺陷层,增加了表面原子的交换几率,从而可吸收更多的锆元素,促进表面吸附的活性粒子向内扩散。
第三,空位的形成能由离子轰击的能量提供,而空位的迁移能取决于扩散激活能。如果扩散激活能降低,则空位的迁移能降低,扩散系数增大,原子扩散速度增加。通过离子轰,显著增加了材料表面的空位数量,而心部的空位数量近似等于普通渗金属的空位数量,则由表及里产生很大的空位浓度梯度,增强扩散所需的驱动力,大大降低扩散所需的激活能,显著加速原子的扩散过程,大大提高锆元素的渗入速率,有效缩短了生产周期。
与常规的渗金属工艺相比,在相同的处理温度下,双辉等离子渗金属工艺中合金元素具有较高的等温扩散系数,最高可以达到10-8cm2·s-1。因此,它是一种有效的表面合金化方法。
3 结 论
(1)随着距渗锆层表面距离的增加,锆元素含量呈梯度递减,锆的扩散系数逐渐减小,而扩散激活能却逐步增大。
(2)采用双辉等离子技术渗锆时,渗锆合金层表层的空位密度为2.945×(1012~1013)cm-2,与相同温度下采用常规渗金属工艺相比,提高了1~2个数量级。
[1]徐重,张高会,张平则,等.双辉等离子表面冶金技术的新进展[J].中国工程科学,2005,7(6):73-78.
[2]申罡,高原,王成磊,等.采用脉冲单电源进行钨钼等离子表面共渗制备高速钢渗层的组织与性能[J].机械工程材料,2011,35(3):60-63.
[3]高原,徐晋勇,高清,等.双层辉光离子渗金属技术特点分析[J].热加工工艺,2006,35(6):56-59.
[4]周孝重.等离子体热处理技术[M].北京:机械工业出版社,1990:45-48.
[5]高原,徐晋勇,高清,等.双层辉光离子渗金属技术特点[J].中国工程科学,2008,10(2):26-29.
[6]徐重.等离子表面冶金学[M].北京:科学出版社,2008.
[7]李忠厚,刘小平,徐重.在双层辉光离子渗金属中空位浓度梯度对扩散的影响[J].应用科学学报,2000,18(2):183-185.
[8]王章忠.材料科学基础[M].北京:机械工业出版社,2005.
[9]SCHAFFER J P.工程材料科学与设计[M].北京:机械工业出版社,2003:90-91.
[10]刘智恩.材料科学基础[M].西安:西北工业大学出版社,2000.
[11]沈青.稀薄气体动力学[M].北京:国防工业出版社,2003.
[12]阎康年.J J.汤姆孙[J].物理.1981,10(7):446-448.
[13]高原.双层辉光离子渗金属物理基础的研究[J].热加工工艺,1992,21(5):10-13.
[14]汪泓宏,田民波.离子束表面强化[M].北京:机械工业出版社,1992.
[15]徐重.等离子冶金技术的现状与发展[J].中国工程科学,2002,4(2):37-38.
[16]师昌绪,李恒德,周廉.材料科学与工程手册[M].北京:化学工业出版社,2004.
