某氧化铜矿中共生银的强化回收选矿试验研究
2015-12-11高起方
高 起 方
云南黄金矿业集团股份有限公司,云南 昆明 650093
银广泛应用于电子电气、感光材料以及工艺品等方面,近年来全球市场对银的需求量持续增加[1-2].银具有亲硫特性,常与铜、铅、锌等有色金属硫化矿共伴生,铜矿中共伴生银储量占共伴生银总储量的31.6%[3-4].我国大部分硫化矿矿床上部常为氧化矿,因此对氧化铜矿中共生银的研究意义重大.
铜矿中共伴生银的回收主要采用浮选法,银随着铜矿物一起富集到铜精矿中[5].我国铜矿中共伴生银的回收率较低,平均回收率为53.08%[6],氧化铜矿中共伴生银的回收率更低.造成银回收率低的原因主要为:选矿过程中对铜矿物进行了研究,而忽略了对银的研究,银的回收没有针对性的措施[6].一方面,铜矿物的浮选流程结构和磨矿工艺不适合银的选矿,导致银的回收指标不理想;另一方面,只进行铜矿物捕收剂的研究,而没有针对强化回收银的捕收剂的研究.针对上述问题,本文以某氧化铜银矿为研究对象,对铜矿中共生银的强化回收进行了研究.
1 矿石性质
1.1 化学多元素分析和物相分析
原矿化学多元素分析和物相分析结果分别见表1和表2.表1多元素分析表明,该矿主要有价元素为银和铜,品位分别为338.26g/t和4.92%;SiO2品位高达72.38%,Al2O3,CaO和 MgO品位较低.表2物相分析表明,银矿物主要以氯角银矿和硫化银矿形式存在,占有率分别为57.93%,42.07%;铜矿物主要以自由氧化铜形式存在,占有率达91.87%,以硫化铜形式存在的铜占4.47%,该矿石属于氧化铜银矿.

表1 原矿化学多元素分析结果Table 1 The multielement analysis of crude ore

表2 银和铜的物相分析结果Table 2 The phase analysis of silver and copper
1.2 矿物嵌布粒度及银的赋存状态
银赋存状态的测定结果列于表3.从表3可看出,该矿中银的赋存状态复杂,银主要以螺状硫银矿和氯角银矿形式存在,合计占总银量的48.89%,赋存于氧化铜矿物中的银占17.37%,赋存于硫化铜矿物中的银占14.29%,另外,还有16.55%银赋存在赤、褐铁矿中.

表3 银的赋存状态Table 3 The occurrence state of silver in ores
银矿物嵌布粒度较细,氯角银矿中-0.08mm粒级占77.79%,螺状硫银矿中-0.01mm粒级甚至达到53.71%.相比较而言,铜矿物嵌布粒度较粗,硫化铜矿物粒度主要在0.04~0.32mm之间,氧化铜粒度主要在0.04~0.64mm之间.
2 选矿试验
2.1 流程结构的确定
由于该矿中银的赋存状态复杂,既有可浮性较好的银矿物及银的载体矿物硫化铜矿,又有部分银赋存在可浮性较差的氧化铜矿中.因此对银进行了混合浮选与优先浮选对比试验,以研究流程结构对银回收的影响.混合浮选和优先浮选的试验流程如图1、图2所示.试验结果列于表4.由表4可知,采用混合浮选法获得银品位1590.00g/t、银回收率87.21%的银铜混合粗精矿;采用优先浮选法,试验指标为银精矿银品位4373.21g/t、银回收率82.50%以及富银铜精矿银品位321.62g/t、银回收率为11.82%,其银总回收率为94.32%,铜总回收率为77.69%.
试验结果表明,优先浮选的银总回收率和铜总回收率均比混合浮选高,说明优先浮选优于混合浮选.其原因是在混合浮选中添加了硫化钠,硫化钠水解后矿浆偏碱性(pH=9),而银矿物在碱性矿浆中可浮性会变差[7-8].这是导致银总回收率偏低的主要原因,此外,硫化钠在硫化氧化铜矿物的同时,也极易导致部分硫化铜矿物受到抑制,从而导致铜总回收率较低.采用优先浮选法,可在弱碱性矿浆(pH=7.5)中优先浮选出可浮性较好的银矿物及其载体矿物硫化铜矿,然后再采用硫化浮选法回收氧化铜矿及赋存于其中的银矿物,使银矿物得到有效回收.
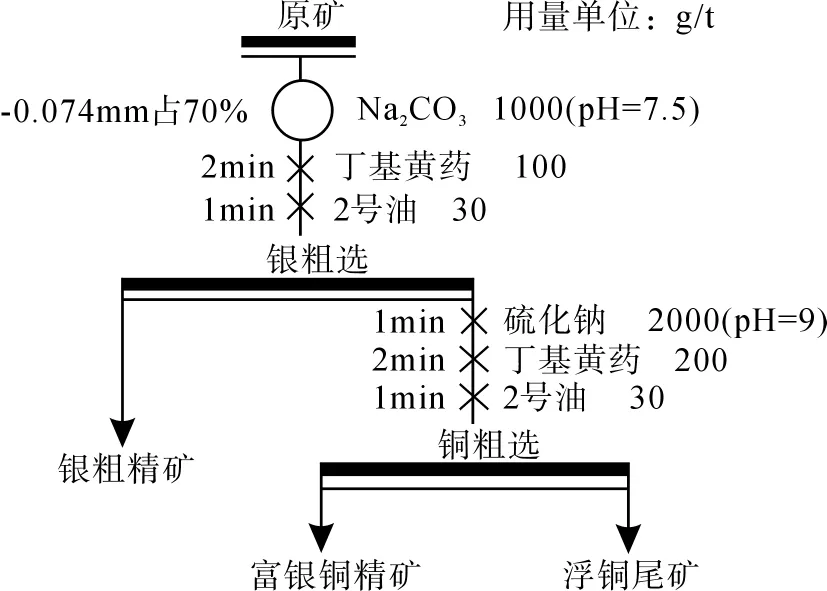
图2 优先浮选试验流程图Fig.2 The flow chart of selective flotation tests
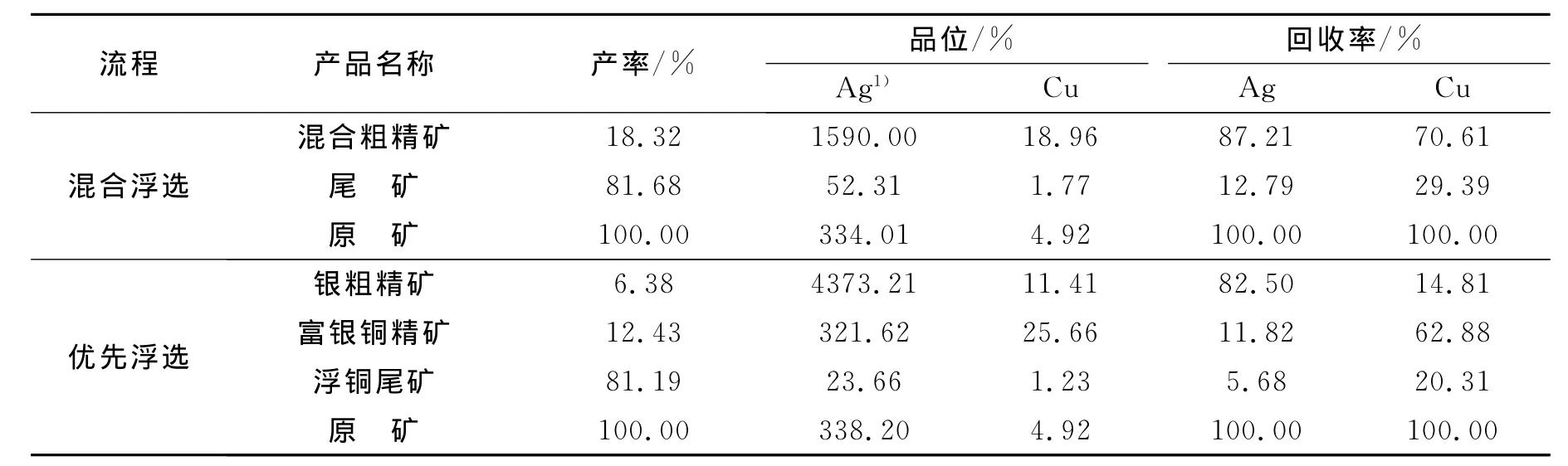
表4 混合浮选与优先浮选的试验结果Table 4 The results of bulk flotation tests and selective flotation tests
2.2 磨矿细度试验
银矿物的分选对磨矿要求很高,磨矿细度须达到银的独立矿物及银的载体矿物充分单体解离[9].故进行了磨矿细度试验,试验流程如图2所示.
银粗精矿和富银铜精矿合计的银和铜总回收率与磨矿细度的关系如图3所示.从图3可看出,随着磨矿细度的增加,银总回收率提高,当磨矿细度-0.074mm超过70%时,银的总回收率开始下降,因此确定银浮选适宜的磨矿细度为-0.074mm占70%.随着磨矿细度增加,铜的总回收率先缓增后缓降,当磨矿细度-0.074mm超过60%时,铜回收率开始缓慢下降,因此确定铜浮选适宜的磨矿细度为-0.074mm占60%.综合考察银和铜的总回收率,当磨矿细度从-0.074mm占60%提高到70%时,银的总回收率提高5.51%,适度提高磨矿细度可以明显提高银的回收率,而铜的总回收率变化不大,因此确定最终磨矿细度为-0.074mm占70%.

图3 磨矿细度对银和铜总回收率的影响Fig.3 The effects of grinding fineness on silver recovery and copper recovery
2.3 捕收剂的选择
适宜的捕收剂是获得良好浮选指标的关键,银及载银金属矿物常用的捕收剂有:丁基黄药、丁铵黑药、乙硫氮和苯胺黑药等[8].本次试验选择丁基黄药、丁铵黑药以及自主研发的LF-105作为银的捕收剂,进行对比试验.在磨矿细度为-0.074mm占70%、碳酸钠用量为1000g/t、2号油用量为30g/t的条件下进行捕收剂试验,试验结果如图4所示.
由图4可看出,三种捕收剂对银矿物浮选的效果都较好,其中LF-105的浮选效果最好.当LF-105用量为160g/t时,可获得银品位4375.42g/t、回收率84.02%的银精矿,比使用丁基黄药和丁铵黑药时银回收率提高4.81%左右,并且银品位也有一定的提高.因此选择LF-105为银的捕收剂,其适宜用量为160g/t.

图4 捕收剂种类对比试验结果Fig.4 The effects of different collectors on silver flotation performance
2.4 全流程闭路试验
在以上试验的基础上进行浮银尾矿硫化浮选铜的试验研究,银随着氧化铜矿富集到富银铜精矿中,可进一步提高银回收率.在此基础上进行全流程闭路试验研究,闭路试验流程如图5所示,试验结果列于表5.
由表5可知,通过全流程闭路试验,可得到银品位4417.11g/t、回收率85.69%的银精矿,及银品位310.45g/t、回收率11.59%的富银铜精矿,银的总回收率为97.28%.试验结果表明,采用图5所示的选矿工艺流程,先回收游离银矿物和硫化铜矿物,获得的银精矿可直接销售;然后回收氧化铜矿物,获得的铜精矿也可作为精矿产品直接销售,实现了氧化铜矿中共伴生银矿物的综合回收.
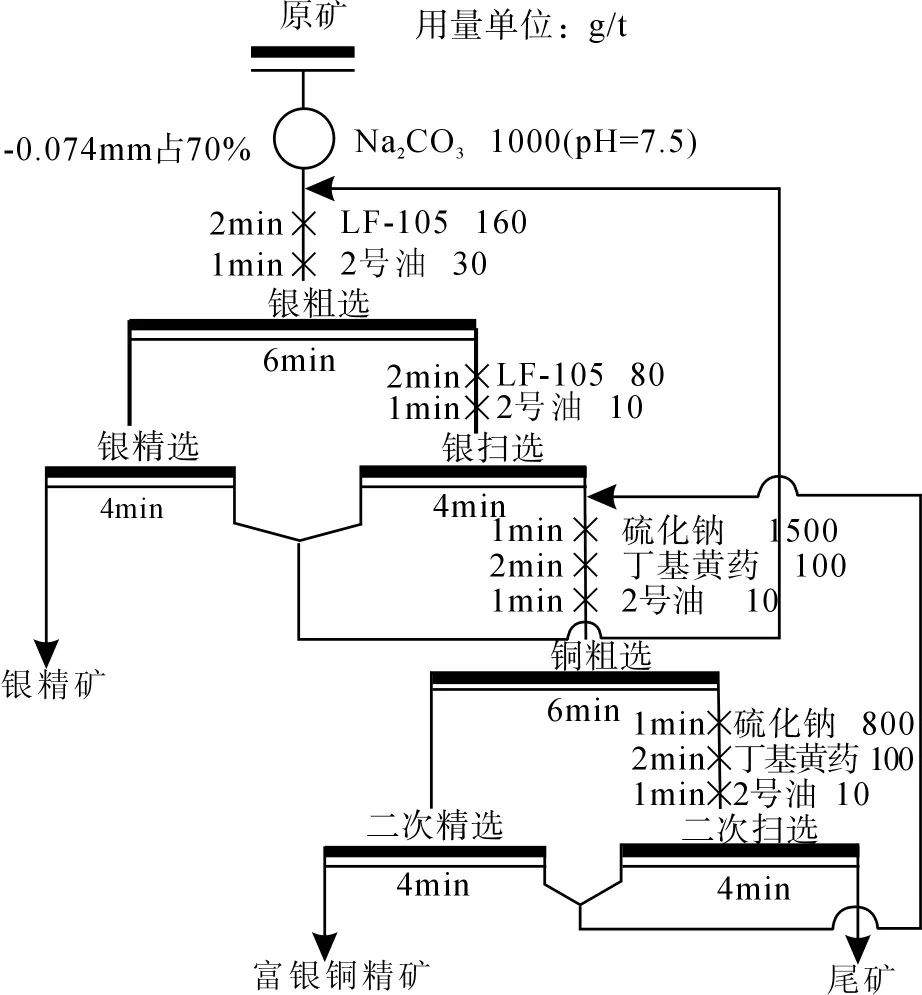
图5 全工艺闭路试验流程图Fig 5 The closed-circuit flotation tests of the whole process

表5 全工艺流程闭路试验结果Table 5 Results of the closed-circuit flotation test of the whole process
3 结 论
(1)针对某氧化铜矿中既有可浮性较好的游离银矿物及赋存在硫化铜矿物中的银矿物,又有部分赋存在氧化铜矿物中银矿物的矿石特点,采用高效捕收剂LF-105,优先浮选银矿物及银的载体矿物硫化铜矿物,再浮选银的载体氧化铜矿物.在原矿银品位335.56g/t、铜品位4.91%的情况下,获得银品位4417.11g/t、回收率85.69%的银精矿,及银品位310.45g/t、回收率11.59%的富银铜精矿,银的总回收率达到97.28%,实现了该氧化铜矿中共生银的强化回收.
(2)优先浮选银矿物及银的载体硫化铜矿物,可以降低硫化浮选时硫化钠对银浮选的影响,有助于提高银的回收率;LF-105是银矿物及银的载体矿物硫化铜的高效捕收剂,其捕收能力强、选择性好.
[1]夏才俊.白银行业现状及发展趋势[J].中国金属通报,2010(21):32-33.
[2]戴自希.世界白银资源和开发利用现状[J].世界有色金属,2004(7):29-34,28.
[3]蔡玲,孙长泉,孙成林,等.伴生金银综合回收[M].北京:冶金工业出版社,1999.
[4]奚甡.中外银矿资源现状分析[J].世界有色金属,2012(6):60-63.
[5]周晓文,何丽萍,康建雄,等.福建某银矿选矿工艺流程试验研究[J].金属矿山,2008(12):64-66.
[6]李绥远,李艺,赖来仁,等.中国伴生银矿床银的工艺矿物学[M].北京:地质出版社,1996.
[7]叶富兴,宋宝旭,胡真,等.硫化铅锌矿中共伴生银的强化综合回收技术研究现状和发展概况[J].有色金属(选矿部分),2013(S1):15-18.
[8]王成行,叶富兴,童雄,等.云南某富银硫化铅锌矿中伴生银的综合回收研究[J].矿冶工程,2013(04):67-69,73.
[9]张秀华.银矿选矿工艺特性的研究[J].矿产保护与利用,1994(2):28-32.
