凝胶注模成型和机械发泡工艺制备多孔硅酸锆陶瓷的显微结构和抗压性能
2015-12-09刘常华周国红王士维
孙 怡,刘常华,周国红,彭 翔,刘 娟,王士维
(1.中国科学院上海硅酸盐研究所结构陶瓷工程研究中心,上海200050;2.中国科学院大学,北京100049;3.河南中原特种耐火材料有限公司,郑州450012)
0 引 言
玻璃窑炉等热工设备是陶瓷行业生产中的主要耗能设备,其节能问题是当前的一个重要课题,而窑炉内耐火材料的选择则是一个决定性因素[1]。传统的玻璃熔窑和其他热工设备一般都采用熔铸锆刚玉砖(AZS)砌筑,该砖的体积密度通常约为4.00g·cm-3,导热系数大于2.50W·m-1·K-1(热面1 000℃)。因其热容量大、传热快、保温性能及抗热震性能差,导致用该砖砌筑的熔窑能耗高,热效率低,温度不易控制,且使用寿命短。
经过不断改进,近年来开发了锆英石砖,并得到广泛推广,其用量也不断增加[2]。锆英石砖是以硅酸锆为原料制得的耐火材料,硅酸锆为四方晶系的岛状结构硅酸盐矿物,具有高熔点(2 750℃)、极好的化学和物相稳定性以及低热导率、低膨胀系数、良好的抗热震性和耐腐蚀性等优点,在耐火材料、玻璃窑炉锆英石砖、捣打料、浇注料、喷射料中得到应用[3]。传统的锆英石砖体比较致密,密度大于3.75g·cm-3,显气孔率小于19%[4]。随着玻璃行业发展,窑炉向大型化及窑温操作高温化发展,需要进一步降低设备的能耗,满足不同环境下的使用需求。因此,人们对玻璃窑炉上部致密的锆英石砖材料结构进行设计,制备出了多孔结构的硅酸锆陶瓷,通过减小其体积密度、提高其显气孔率来达到降低其热导率的目的。近年来,凝胶注模成型与机械发泡法相结合是一种有效制备多孔陶瓷的工艺,已在泡沫陶瓷的研究和生产上获得了应用[5]。凝胶注模成型工艺是20世纪90年代以来出现的新胶态成型工艺,但因传统的自由基体系存在氧阻聚、添加剂多、步骤复杂等问题,阻碍了该工艺在工业生产中的进一步推广[6-8]。水溶性异丁烯马来酸酐共聚物(商业名称Isobam)可以同时充当分散剂和交联剂,在空气室温下自发凝胶,且无毒,无环境污染[9-10]。因此,作者以Isobam为添加剂、以石英砂为原料、以十二烷基硫酸三乙醇胺的表面活性剂水溶液(Surf-E)为发泡剂,采用自发快速凝胶体系结合机械发泡工艺制备了多孔硅酸锆陶瓷,研究了发泡剂用量对浆料流变性能的影响,并对多孔烧结陶瓷的物相、显微结构、抗压强度等进行了表征。
1 试样制备与试验方法
1.1 试样制备
试验原料为商业锆英砂粉体(D50为3.6μm),主要成分(质量分数)为 51.87%ZrO2,32.90%SiO2,6.95%Al2O3,1.97%Na2O,0.27%CaO。有机添加剂为商业产品Isobam104#(日本可乐丽公司),其平均分子量为55 000~65 000[9];发泡剂选用体积分数0.1%~0.5%的十二烷基硫酸三乙醇胺的表面活性剂水溶液(Surf-E)。试验流程如图1所示,将锆英砂粉、有机添加剂以及去离子水按照固含量80%(质量分数,下同),Isobam104#含量1%(相对于原料粉体)的比例混合,并添加了0.2%羧甲基纤维素钠(CMC)作为增稠剂用于提高浆料的稳定性(仅在Surf-E体积分数为0.5%时添加)。将混合物在球磨罐中混合30min制备均匀的浆料;然后加入体积分数为0%~0.5%Surf-E,用机械搅拌进行发泡,转速为1 000r·min-1,时间为8min;再将浆料浇注入塑料模具(10cm×10cm×5cm)中,在空气、室温下自发凝胶;成型后,湿坯在50℃烘箱中干燥,脱模;成型后的素坯直接在马弗炉中1 500℃下烧结3h得到多孔硅酸锆陶瓷,升温速率2℃·min-1。
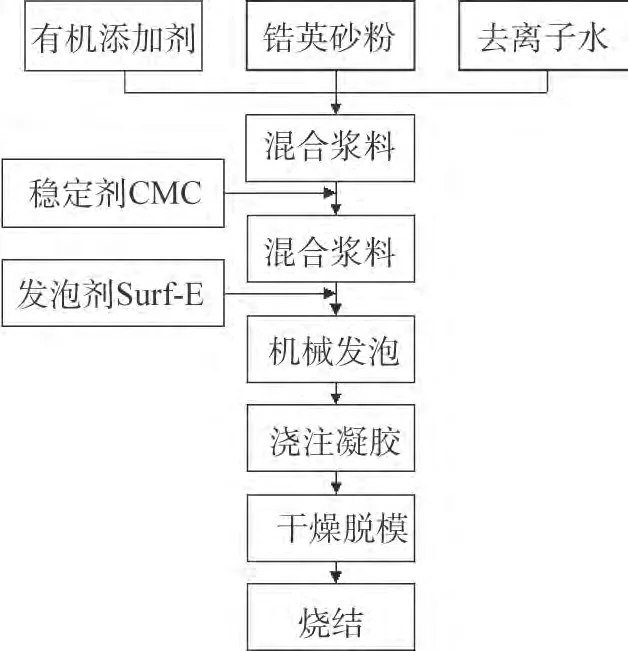
图1 凝胶注模成型结合机械发泡工艺制备多孔硅酸锆陶瓷的流程示意Fig.1 Flow-chat for production of porous zirconium silicate ceramics by gelcasting and mechanical foaming
1.2 试验方法
采用Physica MCR301型应力控制流变仪对浆料的流变性能进行测试,浆料黏度测试为稳态模式,剪切速率跨度为0.01~1 000s-1,凝胶化过程的测试状态为小幅震荡模式,应变频率为1.0Hz,振幅为0.4%;采用Bruker D8Advance型X射线衍射仪(XRD)分析多孔陶瓷试样的物相组成,铜靶Kα射线;用Instron-5500R型万能试验机测试多孔硅酸锆陶瓷的抗压强度,加载速率为1.5MPa·s-1,试样尺寸为20mm×20mm×20mm,四棱倒角,共5个试样取平均值;采用JSM-6390LV型扫描电镜(SEM)观察多孔硅酸锆陶瓷的微观形貌。
2 试验结果与讨论
2.1 发泡剂对浆料性能的影响
由图2可以看出,没有添加发泡剂的原始浆料和加入0.1%发泡剂的浆料都表现为剪切增稠,这是由于锆英砂粉体粒径较大,浆料稳定性差,易沉降;随着发泡剂Surf-E含量的增加,浆料的黏度增加,在整个测试范围表现为剪切变稀,改善了浆料的稠化性。这是由于初始剪切速率低时,因机械发泡后的浆料中含有大量气泡,气泡使得浆粉表面积增加,相应表面能也增大,表现为其黏度比原始浆料黏度大;随着剪切速率增大,气泡逐渐被破坏,在浆料中形成气体层,使得浆料的黏度远小于原始浆料的黏度,表现为剪切变稀。增稠剂CMC的加入提高了浆料的黏度,在低剪切速率下,黏度的增加有利于阻止浆料沉降和气孔漂移,保持浆料的稳定性[11];另一方面,加入增稠剂后浆料随着剪切速率的增加表现为剪切变稀,在100s-1剪切速率下,浆料的黏度为6Pa·s,流动性好,能满足浇注要求。
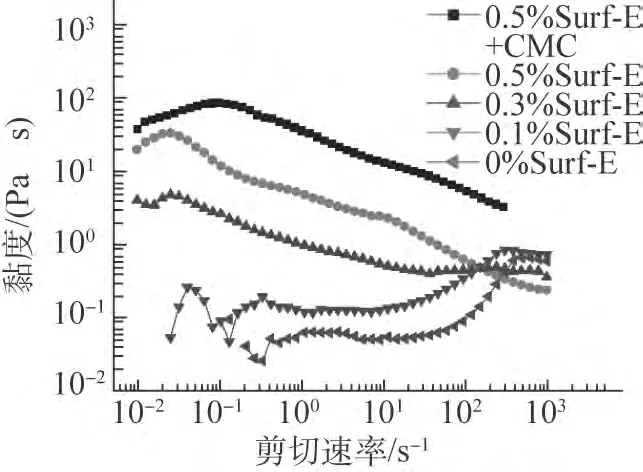
图2 添加不同含量发泡剂及增稠剂后浆料的流变曲线Fig.2 The rheological curves of slurries with different contents of surfactant and thickener
由图3可以看出,在初始阶段,储能模量很小,且变化很小;随着静置时间推移,模量迅速增加,三维凝胶网络结构开始形成[9];加入发泡剂后,凝胶形成速率略有减缓,原因是当浆料在Isobm104#作用下完全分散,粉体颗粒表面饱和后,有机表面活性剂Surf-E在间隙水溶液中形成胶束,胶束分布在Isobam分子链之间,增加了链间距,减缓了有效官能团氢键或共价键结合凝胶的速率[7];加入0.2%CMC后,凝胶网络形成时间增加,但仍可在3h之内形成,使浆料在沉降之前形成稳定的凝胶。凝胶形成开始点的延迟是由于添加CMC后形成的气泡稳定存在,浆料中气孔率相对增加,密度减小。根据以上流变性能讨论可以确定,制备多孔硅酸锆陶瓷浆料时较适宜的发泡剂Surf-E添加量为0.5%(体积分数),且要添加0.2%的增稠剂CMC。以下讨论的多孔硅酸锆陶瓷试样均是以该配方制备的。
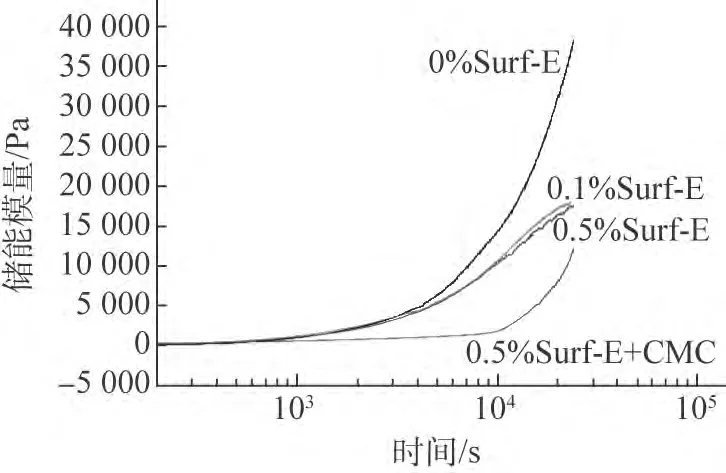
图3 添加不同含量发泡剂及增稠剂浆料的储能模量曲线Fig.3 The storage modulus curves of slurries with different contents of surfactant and thickener
2.2 多孔硅酸锆陶瓷的结构与性能
由图4可以看出,原料(锆英砂)粉体的主晶相为ZrSiO4,此外还存在少量杂质;在1 500℃烧结得到的多孔硅酸锆陶瓷中,除了具有正方结构的ZrSiO4相外,还有少量单斜结构的ZrO2。这可能是因为原料中含有Na2O、CaO等杂质,它们在高温下熔融使硅酸锆分解生成斜锆石以及其它Na2SiO3、CaSiO3等非晶相[3],这些非晶相与新相单斜ZrO2不会对多孔硅酸锆陶瓷的主体结构性能产生很大影响。
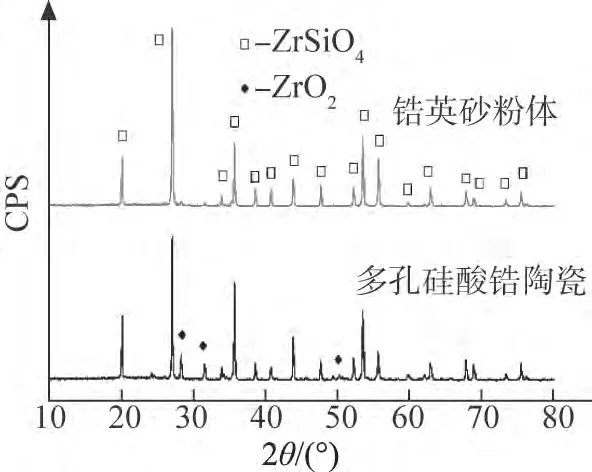
图4 锆英砂粉体和多孔硅酸锆陶瓷的XRD谱Fig.4 XRD patterns of zircon sand powder and porous zirconium silicate ceramic
由图5可以看出,多孔硅酸锆陶瓷中的气孔主要为开气孔,形状接近球状,平均尺寸100μm,分布得较为均匀;从孔壁基体形貌可知,晶粒生长良好,试样致密,但粗糙不平。这是由于原料粉体为粗粉,机械发泡过程是一个气、液、固三相高度混乱的状态,当颗粒的尺寸大于所在液膜的厚度时,会导致气孔壁起伏[12],这也会使得陶瓷中气孔间联通的可能性增加,形成开孔。通过计算可知,多孔硅酸锆陶瓷的密度为1.83g·cm-3,显气孔率为54.3%。
由图6可见,多孔硅酸锆陶瓷的抗压强度为24.6MPa,其压缩应力-应变曲线主要分为密实阶段、弹性变形阶段、屈服阶段和最终的失效破坏阶段。
3 结 论
(1)以商业锆英砂粉体为原料,采用快速自发凝胶成型和机械发泡工艺结合的方法成功制备了多孔硅酸锆陶瓷。
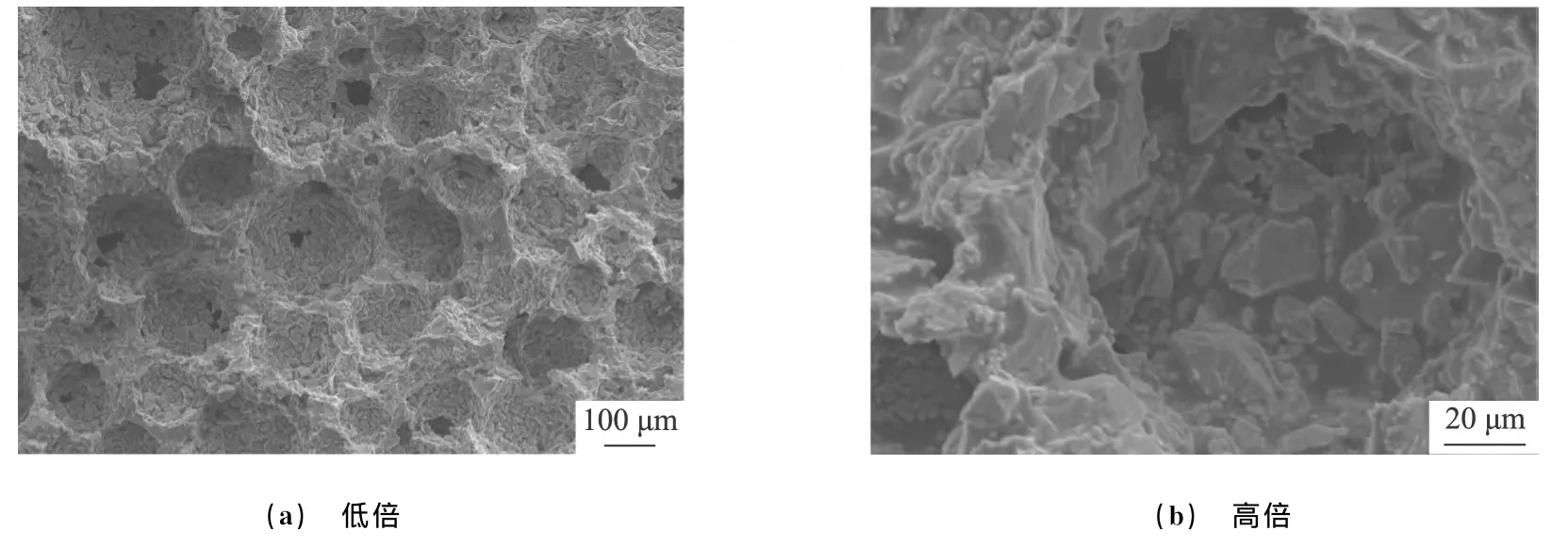
图5 多孔硅酸锆陶瓷断口的SEM形貌Fig.5 SEM morphology of porous zirconium silicate ceramic at low(a)and high(b)magnifications
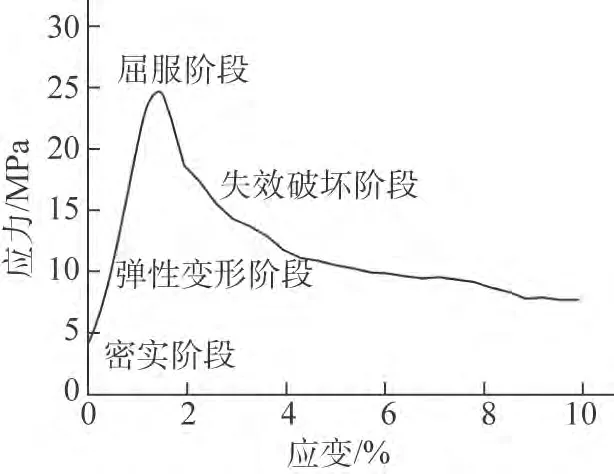
图6 多孔硅酸锆陶瓷的压缩应力-应变曲线Fig.6 Compressive stress-strain curve of porous zirconium silicate ceramic
(2)发泡剂和增稠剂的加入使浆料的稠化性得到改善,稳定性增加;加入体积分数0.5%Surf-E和质量分数0.2%CMC后,浆料随剪切速率增加表现为剪切变稀,在100s-1处对应的黏度为6Pa·s;机械发泡后的浆料均可在室温空气环境下自发凝胶成型。
(3)经1 500℃高温烧结得到的多孔硅酸锆陶瓷主晶相为正方ZrSiO4相以及少量单斜ZrO2相;气孔接近球状,平均尺寸100μm;孔壁生长致密,基体形貌起伏不平;陶瓷密度为1.83g·cm-3,显气孔率为54.3%,抗压强度为24.6MPa。
[1]曾令可,邓伟强,刘艳春,等.陶瓷工业能耗的现状及节能技术措施[J].陶瓷学报,2006,27(1):109-115.
[2]齐晓青,王玉范.无碱玻璃纤维池窑用高致密锆英石砖的研究[J].耐火材料,2002,36(2):88-91.
[3]屈海明,谢凯.锆英砂捣打料使用性能研究[J].中国玻璃,1993,18(6):6-8.
[4]李鹏海,陈松林,尹超男,等.玻璃窑用锆英石砖的研制[J].玻璃,2012,39(10):35-37.
[5]DHARA S,BHARGAVA P.A simple direct casting route to ceramic foams[J].Journal of the American Ceramic Society,2003,86(10):1645-1650.
[6]OMATETE O O,JANNEY M A,STREHLOW R A.Gelcasting:a new ceramic forming process[J].Am Ceram Soc Bull,1991,70(10):1641-164.
[7]YOUNG A C,OMATETE O O,JANNY M A,et al.Gelcasting of alumina[J].J Am Ceram Soc,1991,74(3):612-618.
[8]MAO X J,SHIMAI S Z,DONG M J,et al.Gelcasting of alumina using epoxy resin as a gelling agent[J].J Am Ceram Soc,2007,90(3):986-988.
[9]YANG Y,SHIMAI S Z,WANG S W.Room-temperature gelcasting of alumina with a water-soluble copolymer[J].J Mater Res,2013,28(11):1512-1516.
[10]YANG Y,SHIMAI S Z,SUN Y,et al.Fabrication of porous Al2O3ceramics by rapid gelation and mechanical foaming[J].J Mater Res,2013,28(15):2012-2016.
[11]MAO X J,WANG S W,SHIMAI S Z.Preparation of porous silica ceramics with low dielectric constant[J].Chin J Aeronaut,2006,19:239-243.
[12]MAO X J,SHIMAI S Z,WANG S W.Effects of coarse particles on the gelcasting of ceramic foams[J].J Am Ceram Soc,2008,91(7):2412-2414.
