数控无心磨床砂轮修整故障排除及建议
2015-12-06湖南天雁机械有限责任公司衡阳421005周小伟
■ 湖南天雁机械有限责任公司 (衡阳 421005) 周小伟
数控无心磨床砂轮修整故障排除及建议
■ 湖南天雁机械有限责任公司 (衡阳 421005) 周小伟
针对无心磨工作过程中出现修整走空的问题,通过分析机床相关结构,找出修整走空的原因,给出采用与卧式数控车X轴控制类似的改进建议。

1. 出现开机修砂轮走空现象
一批新进公司的数控无心磨床出现程度不一的走空现象,表现为重新上电开机后(之前已正常工作)第一次或连续数次修砂轮(每次都在前一次修整进给量的基础上加上新的修整进给量)走空(即实际修整量为零)或实际修整量小于设定修整量。有些设备每次断电后再上电必定出现此类现象,有些设备则是偶尔出现;有些设备空修整量达到0.1mm,有些不过0.01mm。设备制造商机电人员多次来公司现场处理,但只对部分并不太严重的设备进行了处理,未能取得满意的效果,就是说原来偶尔出现,处理后还是偶尔出现,也没有找到一个明确的故障原因。
2. 设备相关结构简介
此批数控无心磨床的砂轮修整和磨削进给控制由三菱FX1N PLC的位置控制实现,采用带增量编码器不带刹车的电动机驱动进给和修整机构,修整机构相关部分如附图所示。修整杆导向筒固定在床身上,联轴器固定在修整杆导向筒上,减速器及电动机构成一个整体,固定在联轴器上。带旋转编码器的电动机通过减速器和联轴器驱动丝杆转动。由于滚珠丝杆螺母固定在修整杆上(外径70mm),修整杆位置指示块,也使修整杆只能在修整杆导向筒中直线运动,因此丝杆带动修整杆上的滚珠丝杆螺母作直线运动实现金刚笔前进修整砂轮的动作。对整个修整过程的控制是人工对刀,每次修整都在前一次的基础上进行,每一次的修整量可预先设置,通过装在电动机轴上的增量式旋转编码器检测并在人机界面上显示,而总的修整量或修整杆相对床身或某个参考点的位置不显示。
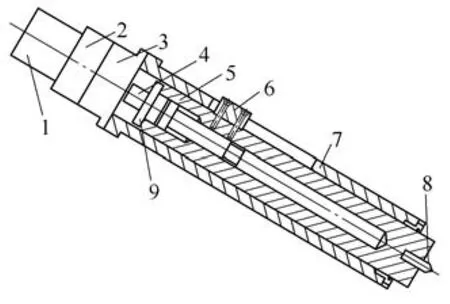
修正机构图
3. 故障分析和排除方法与效果
从上面的介绍可见,造成走空的原因有三个方面:一是电动机没有转;二是修整杆没有向前走;三是修整导向筒与砂轮之间的距离发生了变化。我们从中间开始,检查通电后进行第一轮修整或前几轮修整进给时,修整杆位置指示块是否移动。结果发现,尽管人机界面显示修整进给量正常,而指示块却并没有移动或移动量比人机界面上的显示量要小得多。这就基本肯定了第二方面的原因。
那么电动机旋转而修整杆不走或少走的原因是什么呢?通过对附图所示结构解体发现,修整杆与修整杆导向筒之间的配合很紧,且不同的位置松紧程度不一样。这样,当配合较紧时需要丝杆、螺母等产生一定量的变形扭曲后,才能推动修整杆前行而造成了一定程度的空走。当设备一直通电时,电动机一直保持一定量的转矩,这种变形和扭曲一直保持,每次修整都正常,而一旦断电,电动机就会在变形和扭曲力的作用下反转消除变形和扭曲,导致再次通电走空。通过对修整杆进行修磨,使配合稍松一点点后,就不出现走空现象了。那么是否使修整杆与修整杆导向筒之间的配合足够松,或者说间隙配合就可以了呢?也不尽然,从附图所示结构可见,由于传动系统没有抱闸装置,如果修整杆与修整杆导向筒之间的配合足够松则修整杆前进没有足够阻力,那么,断电后修整杆会在自重的作用下向前移动。这样重新上电,修整量会很大,甚至损毁砂轮或设备造成更大的危害。所以这种结构必须使修整杆前进阻力足够大,使修整杆与修整杆导向筒之间的配合足够紧。但是过紧又走空,而且随着修整次数的增加,修整杆与修整杆导向筒之间的配合越来越松,而出现上述自动前进现象,这也是不允许的,所以这种结构不理想。
4. 改进建议
从上面的介绍和分析可见,由于本机床的结构特点,既要消除走空又要避免自动前进比较困难。解决问题的办法可参照斜床身卧式数控车X轴控制方式。这样,修整杆与修整杆导向筒之间的配合可足够松,电动机容量可减小。但一是电动机增加刹车,断电时刹住;二是当采用增量编码器时,每次通电要走参考点;三是每次修整后宜适当后退。
[1] 无锡机床股份有限公司.WX—1015型无心磨床使用说明书[M].江苏:无锡机床股份有限公司,2011.
20150817)
