数控机床加装上下料机器人改造
2015-12-06南通机床公司江苏226011虞海静南通富来威农业装备有限公司江苏226009樊杰伟
■ 南通机床公司 (江苏 226011) 虞海静■ 南通富来威农业装备有限公司 (江苏 226009) 樊杰伟
数控机床加装上下料机器人改造
■ 南通机床公司 (江苏 226011) 虞海静
■ 南通富来威农业装备有限公司 (江苏 226009) 樊杰伟
本文介绍了一台数控机床加装上、下料机器人的应用实例,在文中着意描写了在此次改造中对现场遇到的一些实际问题的解决思路及方法,如人工、机器人模式的切换,相关提高工效和安全性方面的改进等。
南通机床公司一台VM600加工中心出于提高工效和降低员工劳动强度的需要,加装了一台能自动完成上、下料工作的机器人。当机器人完成上料后,防护门关闭,工件自动装夹,加工完成后,工装放松,防护门打开,再由机器人卸料。
1. 硬件要求
此次改造中,我们新增了能实现自动装夹的气动工装,自动打开和关闭的气动防护门等,并通过PLC输入、输出接口,与机器人完成工作状态的应答。为了实现动作的精确及安全,对硬件的配置有如下要求:
(1)气动工装,设有夹具夹紧及放松到位检测开关。
(2)气动防护门,设有开门及关门到位检测开关。
(3)控制工装及防护门动作的电磁阀为两位双电控电磁阀。
2. 工作逻辑框图
机床和机器人共同完成抓料、加工和卸料的控制过程流程如图1所示。

图 1
3. 发现问题与改进
(1)从图1可以看出机床防护门的打开是在全部加工结束以后,防护门的关闭也要机床与机器人交互应答之后才能发出关闭指令,通过实际测试,这两项时间总计有4s左右,假如能巧妙地利用好切削前的准备时间和切削后的各轴复位移动时间,就能最大限度地压缩这4s左右的非切削时间,从而实现我们的工效目标。
通过攻关,我们发现最好的解决办法就是在加工过程快结束时,由机器人直接控制开门,又当机器人完成上料工作后,再由机器人直接控制关门。经此改动后,整体加工时间压缩了约3.5s。
(2)考虑到机器人有时会存在如保养或故障时无法工作的情况,而我们又希望机床能够不停机、持续地加工产品,为此我们在机床侧加装了一个“机器人模式”与“人工模式”切换旋钮,当处在“人工模式”时,就同时将机器人置为紧停状态,这时防护门的开、闭由机床控制。这样一来,会出现防护门的开、闭既可以由机床控制,也可由机器人控制的情形(实际上,在正常情况下,如前面所说当处于“人工模式”时,机器人被置为紧停状态,机器人是不会发出开、闭门指令的),仅出于安全上考虑,控制机床防护门动作的电磁阀,其电气动作应设计成:当电磁阀得电时执行动作,当动作完成后就失电,即不能让电磁阀处于长期通电的状态。
在进行电控设计时,有必要说明一点,由于防护门的开合既要由机床来控制,又要由机器人来控制,且控制命令要以收到门开、门关到位信号来结束,而装在门上的门开、门关到位检测开关各只有一个,如何供机床和机器人两个控制单元使用,并且还要保证机床和机器人各自24VDC直流电源供电电路的独立性?我们设计了如图2~图4所示的控制电路。

图 2

图 3
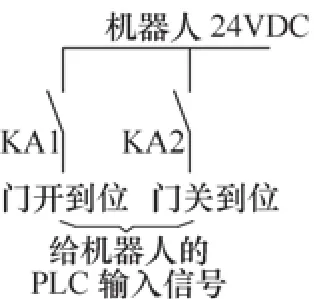
图 4

图 5
机床上的PLC逻辑如图5所示。
(3)在使用时还发现当机床在执行工装夹紧工件工作有时会出现误信号,而机床和机器人全然不知,继续执行加工,从而造成对工装或刀具的损坏。我们通过仔细观察,最终找到了原因——由于其他状况的出现,机器人实际上没有把待加工的工件放置在工装上,机床执行工装夹紧命令时,工装上的夹紧缸在推动夹爪移动的过程中,会发出一个瞬间的工装夹紧到位信号,让机床和机器人误认为工装夹紧动作已经完成。
后来将机床的PLC控制程序改成了机床在执行工装夹紧命令时,只有工装夹紧信号能持续地发出一段时间(如1s),才认为工装夹紧动作正常完成。
20150818)
