圆环圆周孔的加工方法
2015-12-06黑龙江北方双佳钻采机具有限责任公司牡丹江157003牡丹江迈克机床制造有限公司黑龙江157011张海波
■ 黑龙江北方双佳钻采机具有限责任公司 (牡丹江 157003) 孙 华 韩 靖■ 牡丹江迈克机床制造有限公司 (黑龙江 157011) 张海波
圆环圆周孔的加工方法
■ 黑龙江北方双佳钻采机具有限责任公司 (牡丹江 157003) 孙 华 韩 靖
■ 牡丹江迈克机床制造有限公司 (黑龙江 157011) 张海波
为了提高批量生产的圆环圆周均布孔的加工效率,设计一种胎具,在车床上加工。该加工方法具有操作简便、工装容易制作,使用普通车床就可加工的优点。

1. 零件结构
图1所示为我公司某产品零件,材料为45钢,产品批量大,传统钳工钻孔的加工方法效率低、位置度差。在实际生产过程中,摸索研究出一种更好的加工方法,使问题得以解决。

图 1
2. 工艺分析
此产品精度不高,批量大,孔有均布要求。常规的孔加工方法是划线、钳工钻孔,效率低,保证不了4孔均布。我们设计了一种胎具(见图2),在车床上加工。
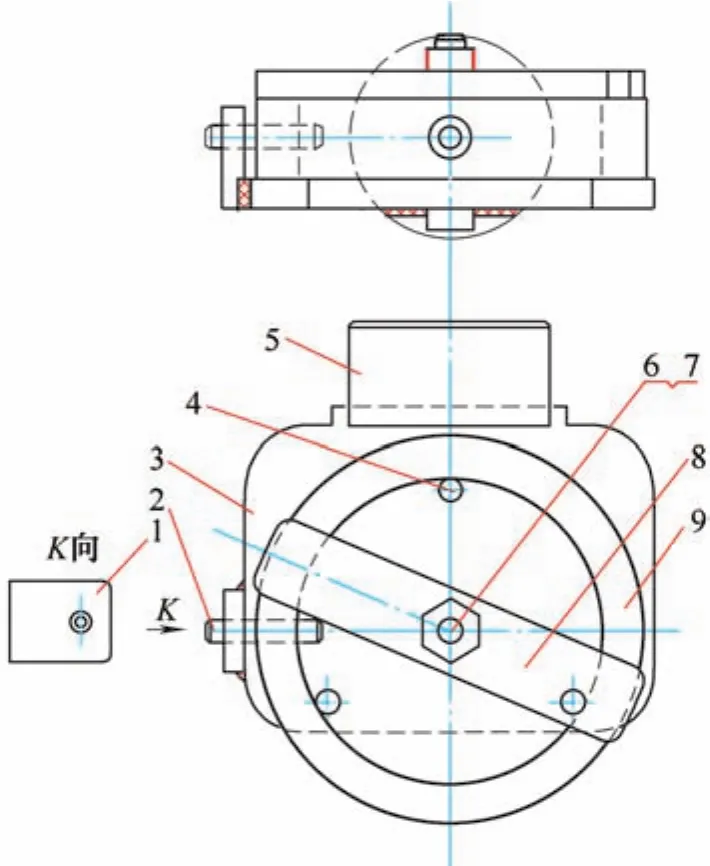
图 2
3. 胎具制作要点
如图3所示,胎具制作要点如下:
(1)保证托盘上平面到定位座中心的高度B为工件图样要求的(15±0.2)mm尺寸,保证工件加工时孔的高度。
(2)托盘上安装3个定位销,定位销的外接圆直径D与工件内径相符,用于工件圆周定位。
(3)在定位销的外接圆的中心钻螺栓孔。
(4)在托盘侧面焊接定位块,保证定位块孔的中心线与定位销的外接圆中心线对正,孔的中心与定位座的中心同高为B。

图 3
4. 工件加工步骤
工件加工步骤如下:①在车床上用自定心卡盘夹住定位座圆柱端。②安放工件,用压板压紧。③用合适钻头加工第一孔。④稍放松压板,能旋动工件即可。⑤旋转工件,用锁销插进定位块和第一孔。⑥压紧压板,取出锁销,加工第二孔。⑦依次加工第三、第四孔。
5. 优点分析
采用这种加工方法(见图4)的优点在于:①胎具定位座圆柱端用自定心卡盘一次装夹,胎具和工件不用找正,节省准备时间。②90°定位准确,保证4孔均布。③高度方向定位尺寸准确。④车床加工效率高,适合批量生产。
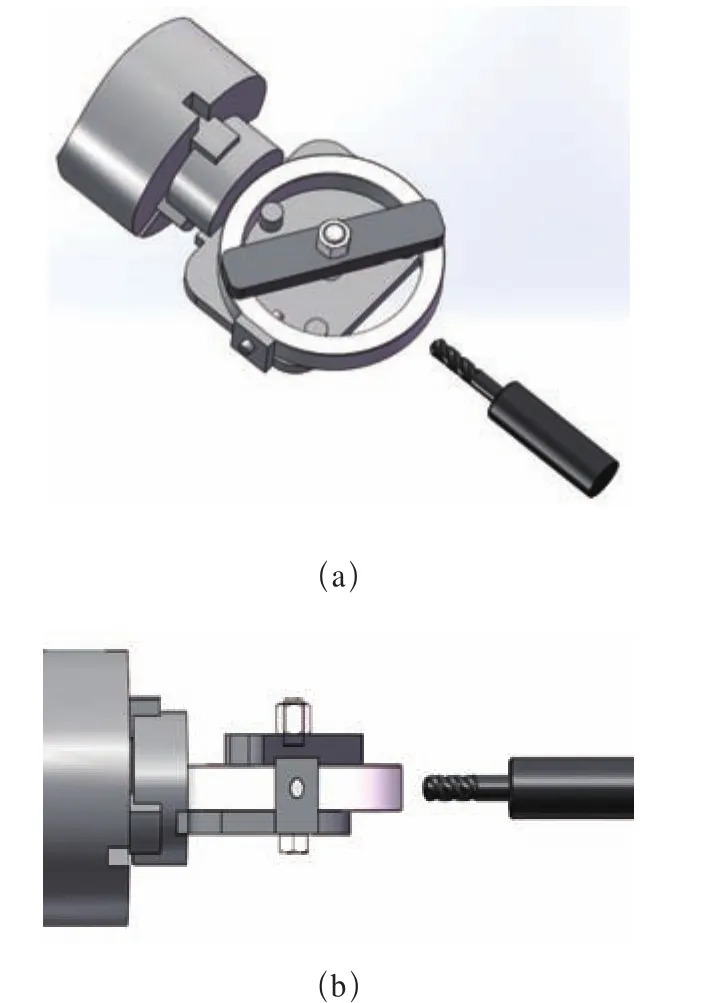
图 4
6. 结语
用此方法加工圆环圆周孔的工件,产品全部合格,位置度准确。该方法不用找正、装夹次数少、效率高且成本低,方法简单,容易学习。
在加工过程中,还可以根据产品的需要把胎具做成3个定位销,定位块的高度和圆周角度做成可调式的,以适应不同直径和高度的产品加工需要,扩大该工装的应用范围。
20150908)
