数控车削加工中刀具补偿应用
2015-12-06田林红
田林红 宣 峰
(河南工业职业技术学院 河南南阳 473009)
数控车削加工中刀具补偿应用
田林红 宣 峰
(河南工业职业技术学院 河南南阳 473009)
通过数控车床加工中刀具补偿功能,结合典型数控系统应用经验,详细叙述刀具补偿的输入方法和步骤,提出了刀具补偿应用中注意的问题。对目前典型数控车床刀具补偿的输入作了介绍,为数控车床编程人员提供学习、参考的依据。
刀具补偿 数控车床 补偿值输入
1 刀具补偿的提出
在数控车削加工编程中,以刀具为基准,当实际位置与基准产生偏移出现偏差时,就需要给予纠正、补偿。如图1所示,以车刀刀尖位置来编程,在加工过程中,当其他刀具转换到加工位置时,刀尖位置偏差就会发生变化,有偏差(ΔXj、ΔZj),不可能和基准刀尖重合。此外,刀具在加工过程中的磨损也会使刀尖位置发生变化,因此,应对偏移量(ΔXm、ΔZm)进行补偿。
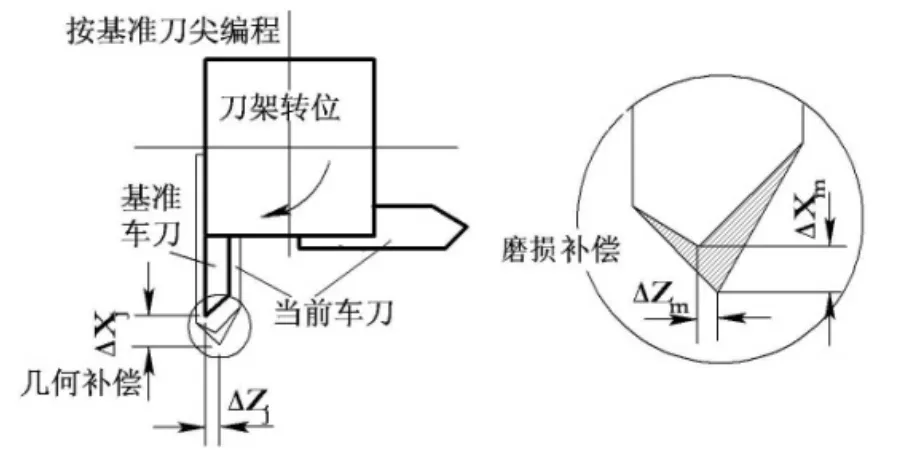
图1 刀尖位置变化示意图
为了提高刀具强度和工件表面加工质量,延长刀具寿命,通常将车刀刀尖磨成圆弧状。当车锥面时,由于刀尖圆弧的存在,实际起作用的切削刀刃是圆弧与共建轮廓表面的切点,车出的工件形状就会和零件图样上的尺寸不重合。如图2所示,虚线即为实际车出的工件形状,这样就会产生圆锥表面误差。
如果工件精度要求不高,此量可以忽略不计,但是如果工件精度要求高,就应考虑刀尖圆弧半径对工件表面形状的影响。
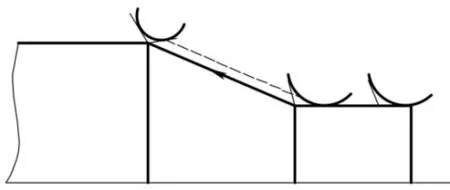
图2 车锥面产生误差示意图
2 数控车床刀具补偿
2.1 偏置补偿
数控车床加工零件时,安装刀具手动方式操作使数控车床回机床参考点,机床的原点和工件的原点是不重合的,也不可能重合。这时车刀的关键点(刀尖或刀尖圆弧中心)处于一个具体位置上,然后将刀具的关键点移动到工件原点上(这个过程叫对刀)。刀具偏置补偿是用来补偿位置之间的距离差异,可分为刀具几何偏置补偿和刀具磨损偏置补偿,几何补偿是指实际刀具与标准刀具在X方向和Z方向的差值,磨损补偿是指刀具磨损以后和实际值之间的偏差。
不同数控系统刀具偏置补偿指令格式有所区别,一般用T功能指令来实现,程序中位置补偿指令格式为T功能及后面的数字代码。例如TXXXX中前两个XX为刀具号,后两个XX为刀具补偿号(指存储补偿数据的寄存单元)。当刀具补偿号数值为0时,则表明取消刀具位置值。
2.2 刀具半径补偿
数控车床是以刀尖对刀的,车刀的刀尖,总有一个小圆弧,如图3所示。对刀时,刀尖位置是一个假想刀尖A,编程时,按照A点的轨迹进行程序编制,即工件轮廓与假想刀尖A重合。车削时,实际起作用的切削刀刃是圆弧与共建轮廓表面的切点。在车削过程中,刀尖圆弧半径中心与编程轨迹会偏移一个刀尖圆弧半径值,称为刀具半径补偿。
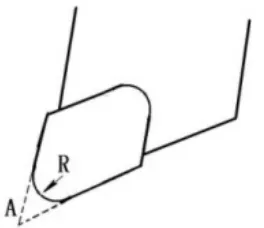
图3 假想刀尖位
编程时不需要计算刀具中心轨迹,只需按照零件轮廓编程,然后使用刀具半径补偿指令,数控系统就能自动地计算出刀具中心轨迹,从而准确地加工出所需要的工件轮廓。刀具半径补偿指令用G41和G42来实现,如图4所示,用G40来注销刀具半径补偿。顺着刀具运动方向看,刀具在被加工工件的左边,则用G41指令,也称为左补偿;顺着刀具运动方向看,刀具在被加工工件的右边,则用G42指令,因此,G42也称为右补偿。

图4 刀具半径补偿
3 数控车床刀具补偿的应用
3.1 改变刀补值适应刀具的变化
在零件的自动加工过程中,应用刀补值可以避免在刀具磨损、重磨或更换时,重新修改程序的工作。假设原来设置的刀补值为X1、Z1,经过一段时间的加工后,刀具的偏差减小量为ΔX1、ΔZ1,此时,可仅修改该刀具的刀补值,即刀补值由原来的改为(X1-ΔX1)、(Z1-ΔZ1),而不必改变原有的程序,即可满足加工要求。同样,当刀具重磨后亦可照此处理。当需要更换刀具时,可以用新刀具的补偿值作为刀补值代替原有程序中的刀补值进行加工。因此,编程人员还可在未知实际使用刀具尺寸的情况下,先假设一刀具尺寸来进行编程,实际加工时,对于刀补值可用实际值代替假设刀补值。
3.2 改变刀补值实现零件的粗、精加工
若人为地使刀具中心与工件轮廓偏置值不是一个刀具半径,而是某一给定值,则可以用来处理粗、精加工问题。在粗加工时,可将刀具实际半径再加上精加工余量作为刀具半径补偿值输入,而在精加工时只输入刀具实际半径值,这样可使粗、精加工采用同一个程序,其补偿方法为:设精加工余量为Δ1,刀具半径为r,微量调整量为Δ2,首先,人工输入刀具的半径补偿为r+Δ1,即可完成粗加工;在精加工时,输入刀具的半径补偿值为r+Δ1+Δ2,即可完成最终的轮廓精加工。调整量为Δ2视实际情况而定,粗加工完了测量加工尺寸,如果实际尺寸比所要尺寸大则Δ2就为正值,比实际尺寸小则为负值。这样可使粗、精加工采用同一个程序,极大减少计算工作量,提高加工效率。
改变刀补值对零件进行加工修正,将刀具半径补偿与子程序结合应用,不但可简化编程,进行粗、精加工,而且可以进行加工的修正,以保证加工精度和质量。
3.3 使用刀具补偿时要注意事项
(1)由于刀具在起刀程序段中,进行偏置过渡运动,因此该段程序不要切入工件轮廓,以免对工件产生误切。
(2)刀补指令G41、G42或G40必须跟在直线段上,否则会出现语法错误。
(3)必须在刀具补偿页内(刀具偏置所在内存区)的刀尖半径处填入该把刀具的刀尖圆弧半径值,系统会自动计算应该移动的补偿量,作为刀尖圆弧半径补偿之依据。
(4)必须在刀具补偿页内的假想刀尖位置处填入该把刀具的假想刀尖位置号码,以作为刀尖圆弧半径补偿之依据。
(5)指令刀尖半径补偿G41或G42的过渡直线段长度必须大于刀尖圆弧半径;在X轴的切削移动量必须大于2倍刀尖半径值。
(6)在某个刀补有效的程序段之后,若有两个上不运动的程序段时,刀具可能会对工件下一个轮廓产生过切。
(7)当用假想刀尖圆弧中心编程时,假想刀尖号设为0~9。编程时要用刀具半径补偿,对刀时要考虑刀尖圆弧半径。
目前国际上已形成两种通用的数控编程标准,即ISO及EIA。但是由于各个数控设备生产厂家所用的标准不一,其所用的指令、代码、格式及其含义不完全相同,因此在使用刀具补偿时必须按所用数控设备编程手册规定进行。
4 典型数控车床刀具补偿的输入
4.1 华中数控车床
1)输入磨损量补偿参数
刀具使用一段时间后磨损,会使产品尺寸产生误差,因此需要对刀具设定磨损量补偿。在起始界面下按软键F4,进入MDI参数设置界面;按软键F2进入刀偏表参数设定页面;用方向键和翻页键将光标移到对应刀偏号的磨损栏中,按Enter键后,此栏可以输入字符,可通过控制面板上的MDI键盘输入磨损量补偿值;修改完毕,按Enter键确认。
2)输入刀具偏置量补偿参数
按软键F2,进入刀偏表参数设定界面;将X、Z的偏置值分别输入对应的补偿值区域(方法同输入磨损量补偿参数)。
3)输入刀尖半径补偿参数
按软键F3进入刀补表参数设定页面;用方向键和翻页键将光标移到对应刀补号的半径栏中,按Enter键后,此栏可以输入字符,可通过控制面板上的MDI键盘输入刀尖半径补偿值;修改完毕,按Enter键确认。
4)输入刀尖方位参数
车床中刀尖共有九个方位,如图5所示,数控程序中调用刀具补偿命令时,需在刀补表中设定所选刀具的刀尖方位参数值。输入方法同输入刀尖半径补偿参数。
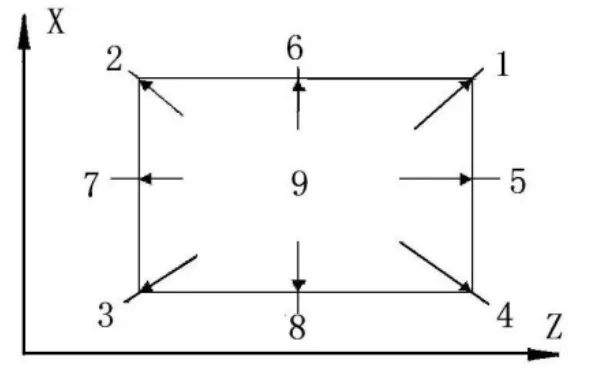
图5 车床中的刀尖方位示意图
4.2 广州数控车床
4.2.1 绝对值输入
(1)单击刀补OFT按钮,进入刀具补偿窗口,多页时可按翻页键向上或向下,选择需要的参数页。将光标移到要输入的补偿号的位置。
(2)按地址X或Z后,用数据键,输入补偿量,按输入IN键后,补偿量就被输入系统,并在屏幕上显示出来。
4.2.2 增量值输入
(1)将光标移到要变更的补偿号的位置。
(2)如要改变X轴的值,则键入U,对于Z轴,键入W。
(3)用数据键输入增量值。
(4)按输入键,系统会把补偿量与键入的增量值相加,其结果将作为新的补偿量显示出来。
4.3 三菱数控车床
4.3.1 刀具磨耗参数
(1)点击系统面板上的刀具参数按键,进入“参数设置操作区域”。
(2)点击CRT显示界面下方的磨耗软键,此时当前界面左上角有刀尖数据显示,有两种方式输入刀具磨损补偿。用增量方式时,输入X、Z轴的刀具磨耗补偿值,然后点击INPUT,此方式输入的补偿数值会和刀补的原来数值累加起来起作用。用增量方式时,输入X、Z轴的刀具磨耗补偿值,会替代刀具原来的数值而起作用。
4.3.2 设置刀径补正参数
点击系统面板上的刀具参数按键按键,进入“参数设置操作区域”。
(1)点击CRT显示界面下方的刀径软键,此时CRT当前界面左上角有刀具补正显示界面。
(2)参数设置:在#()里输入要补偿的刀具号,在R()里输入刀具半径值,在r()里输入刀具磨耗量,在P()里输入刀尖点。填好后点击INPUT,数值即被输入如。
4.4 西门子802D数控车床
(1)打开刀具补偿数据窗口,显示所使用的刀具列表。在该列表下通过光标键和“上一页”、“下一页”键选出所要求的刀具。
(2)手动测定刀具补偿数据
在JOG方式下移动该刀具刀沿,使刀尖到达一个已知坐标值的机床位置,这可能是一个已知几何位置的工件。如图6所示,输入基准点坐标,坐标轴长度1或2的分配取决于刀具类型(车刀,钻头)。如果是车刀,则对于X轴而言,其基准点就是直径尺寸。利用F点(机床坐标)和基准点的实际位置,系统可以在所预选的坐标轴(X或Z)方向分别计算出长度1或长度2所对应的补偿值。
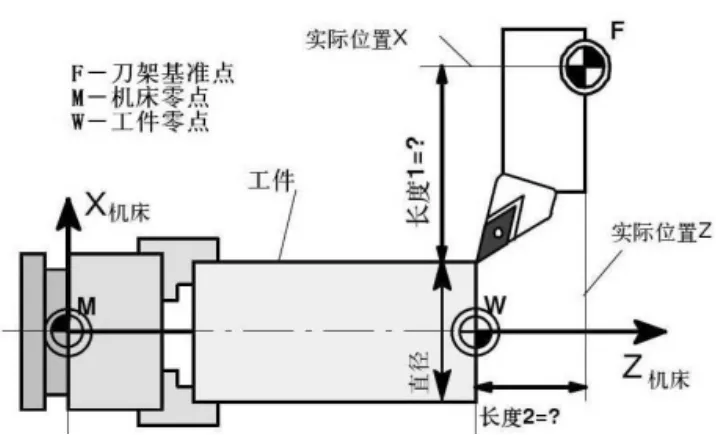
图6 车刀的长度补偿值
(3)选择测量刀具软键,打开手动或半自动测量选择窗口
在输入区Φ中输入工件直径,在输入区Z0中输入工件长度。控制系统将在按下软键设定长度1或设定长度2后,根据预选的轴确定所查找的长度1或长度2。所计算出的补偿值被存储。
(4)选择保存位置,然后可以沿X方向运行,这样便可以确定诸如工件直径等参数。然后,将把所保存的轴位置值用于长度补偿计算。
4.5 FANUC0i数控车床
4.5.1 设定和显示刀具偏移值和刀尖半径补偿值的步骤
(1)按下功能键OFFSET SETING。
(2)按下软键选择键OFFSET或连续按下OFFSET SETING直至显示出刀具补偿画面。
(3)用翻页键和光标键移动光标至所需设定或修改的补偿值处或输入所需设定或修改补偿值的补偿号。
(4)为设定补偿值输入一个值并按下软键INPUT。为改变补偿值输入一个值并按下软键+INPUT,该值与当前值相加(也可设负值)。若按下软键INPUT,则输入值替换原有值。
4.5.2 刀具偏移量的直接输入
Z轴偏移量的设定:
(1)在手动方式中用一把实际刀具切削表面A,如图7所示。
(2)在X向退回刀具Z向不动并停主轴。
(3)测量工件坐标系的零点至面A的距离β用下述方法将该值设为指定刀号的Z向测量值。
①按功能键OFFSET SETING和键OFFSET,显示刀具补偿画面。如果几何补偿值和磨损补偿值需要分别设定就显示与其相应的画面。
②将光标移动至欲设定的偏移号处。
③按地址键Z进行设定。
④键入实际测量值β。
⑤按键MEASURE,则测量值β与编程的坐标值之间的差值作为偏移量被设入指定的刀偏号。
X轴偏移量的设定:
(4)在手动方式中切削表面B。
(5)Z向退回而X向不动并停止主轴。
(6)测量表面B的直径α。用同Z轴的相同方法将该测量值设为指定刀号的X向测量值。
(7)对所有使用的刀具重复以上步骤则其刀偏量可自动计算并设定。

图7 偏移量的设定
5 结语
在数控机床车削过程中,利用刀具补偿功能,可按工件轮廓尺寸进行编制程序,建立、执行刀补后,数控系统自动计算,刀位点自动调整到刀具运动轨迹上。无论是更换刀具,还是刀具磨损后半径变小长度变化,只需在加工时更换刀具半径、偏移补偿值,就可控制工件外形尺寸的大小了,对程序不用作一点修改。这对编程和加工带来很大的方便,大大提高了编程的工作效率。
[l] BEIJING-FANUC OiMA操作说明书[Z].2006.
[2] SINUMERIK 802D操作编程铣床[Z].2005.
[3] 李艳霞.C功能刀具半径补偿中过切的分析与改进措施[J].机床与液压,2010(18):107-109.
[4] 黄启红,黄战.数控车削加工中刀尖圆弧半径补偿的应用[J].精密制造与自动化,2010(3):44-46.
