基于SIEMENS828D螺纹变距磨削程序设计
2015-12-06蔡美富
蔡美富
(陕西工业职业技术学院 陕西咸阳 712000)
基于SIEMENS828D螺纹变距磨削程序设计
蔡美富
(陕西工业职业技术学院 陕西咸阳 712000)
通过对磨削螺纹原有加工工艺分析,提出了一种新的螺纹磨削工艺螺纹变距加工,并设计了基于SIEMENS828D的加工程序。以达到提高螺纹丝杆精度的目的;运用R参数编程,在只改变参数值的情况下,就可加工不同螺距的丝杆。
螺纹磨削 变距磨削 螺距 SIEMENS828D
1 螺纹磨削原有加工工艺分析
普通螺纹磨床加工螺纹时,螺距值是通过调整齿轮箱齿轮比来确定的,即让工件旋转轴与磨头移动轴两者间按一定的比例关系运行,这样工件每旋转一圈,轴向移动的距离就是一个定值,这个定值就叫螺纹的螺距。数控螺纹磨床加工原理与普通螺纹磨床的加工原理一样,只不过齿轮比用电子齿轮代替了。不管是普机床还是数控机床原有的加工工艺,在加工过程中螺距的理论值是不能改变的,实际上加工出的螺距是变化的,因受机床的本身的运动精度所限。
2 螺纹磨削变距加工工艺分析
滚珠丝杠滚道螺纹加工示意图如图1所示。因加工设备精度所限,图中螺距P是变化的,如果我们在螺纹的加工过程中,有针对性的让螺距P按一定规律的变化,即把变化的量补偿到螺距中去,那么加工后螺距P就能限定在理想的状态下。
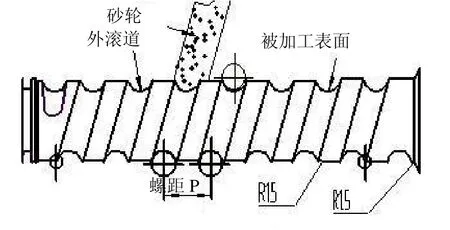
图1 螺杆(外滚道)
基于这种想法:首先要得到设备的变化规律,然后用某种比较理想的数学函数表达出来,再根据数学函数采用宏程序的方式编制相应的加工程序。如果要获得高的加工精度,就要将螺纹有效长度分解成尽量多的加工段,每一段对应一个特定的数学函数,如图2所示。

图2 螺杆(外滚道)函数分段示意图

其中c1、c2、c3、c4为初始常量,下面根据螺纹变距加工工艺并基于SIEMENS 828D编制相应的R参数程序。
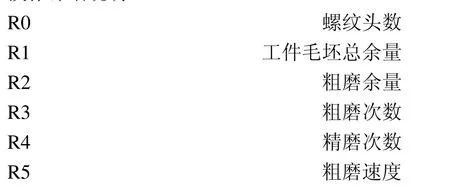
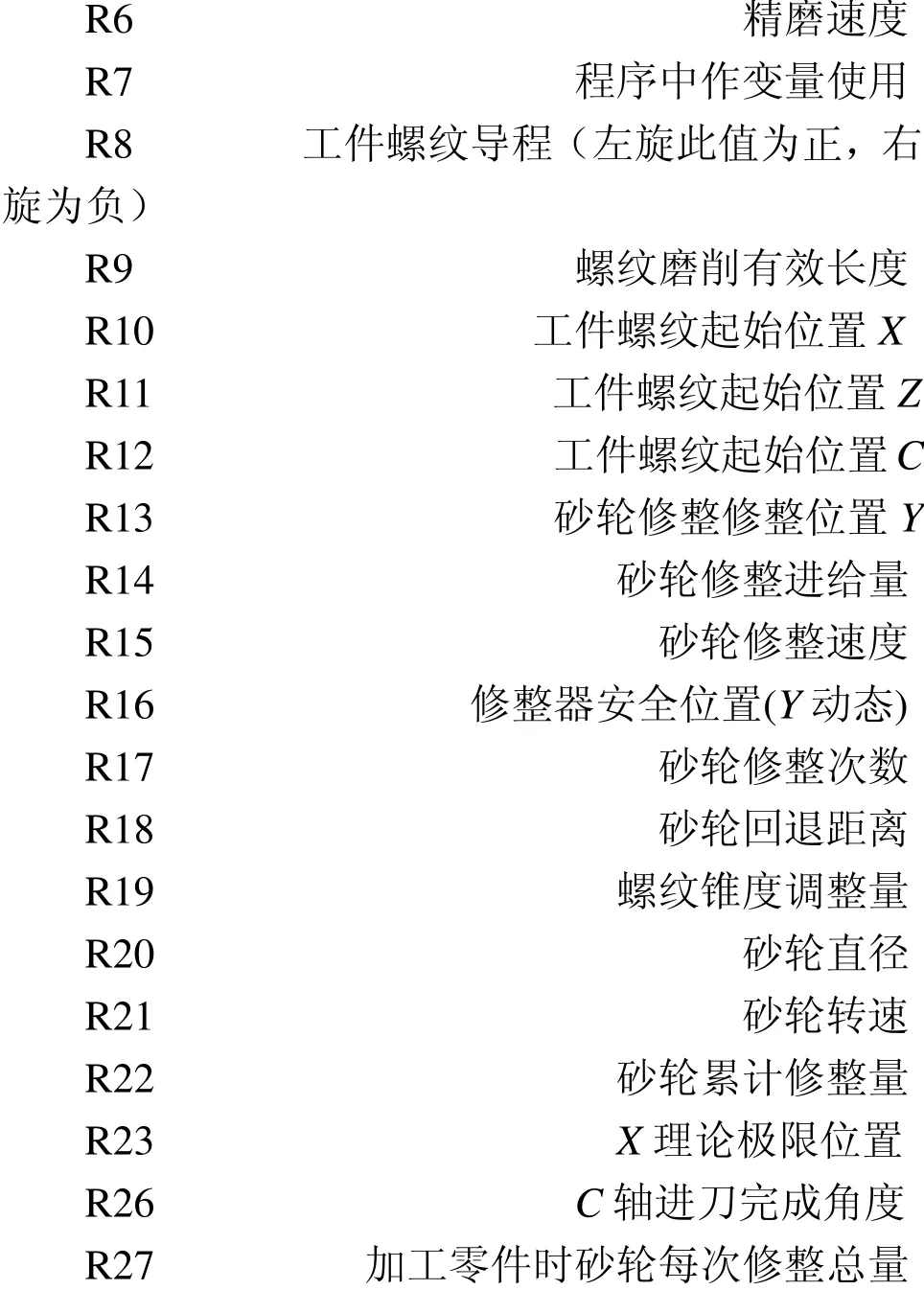
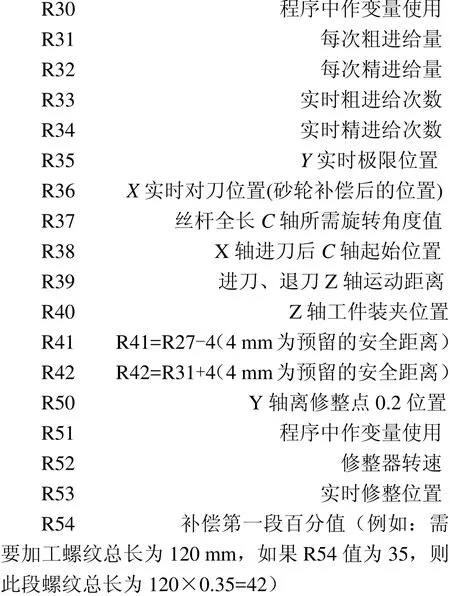
3 R参数说明
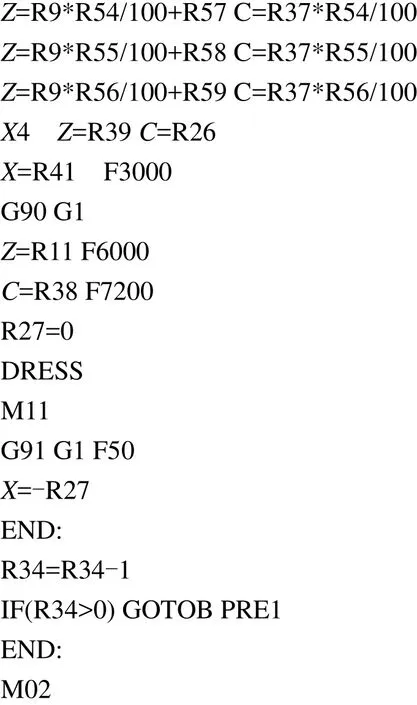
为了更好地阅读和理解程序将程序所有相关的R参数都列出来,仅对其中与变距关联度大的参数、程序段作详细说明。

4 程序说明


5 创新之处
螺纹变距加工创新之处主要体现在以下两个方面:
(1)在不改变硬件的前提下,通过改进加工工艺达到提高丝杆副精度的目的;
(2)运用R参数编程,操作者只需改变参数值,就可达到加工不同螺距的丝杆副。
6 结语
螺纹变距加工提高了螺纹螺距的尺寸精度,提高了滚珠丝杠传动副部件的运动精度,使其附加值得以提升。通过改变加工工艺,达到提高丝杠精度的目的,该方法简单且便于操作,在实际运用中也得到了理想效果,是国内目前提高滚珠丝杆副运动精度一种有效、经济的方式。
