矿用浇注型聚氨酯托轮的研究开发
2015-12-06邹勇建
邹勇建
(云南煤化工应用技术研究院,昆明 650233)
矿用浇注型聚氨酯托轮的研究开发
邹勇建
(云南煤化工应用技术研究院,昆明 650233)
以聚酯型预聚体为原料,采用浇注法工艺制备性能优良的矿用聚氨酯托轮,并讨论了一些影响产品性能的工艺因素。
聚酯型预聚体;浇注法;矿用;托轮
聚氨酯具有比一般橡胶材料更好的耐磨性和机械强度,而被普遍应用于各行各业中,如实心轮、托绳轮、压绳轮、滑轮、摩擦轮等。相同的橡胶制品,聚氨酯的机械强度是一般橡胶的7倍左右[1]。因此,在相同负荷下,聚氨酯材质的托轮比一般橡胶材料的尺寸要小,并且聚氨酯轮的使用周期比一般橡胶轮要长得多。与金属材料制托轮相比,聚氨酯轮的牵引力也会得到很好的改善,且不伤钢缆或轨道,噪音较小[2-3]。
本文以聚酯型预聚体为原料,用浇注工艺开发了技术性能优良的矿用猴车的易损部件——托轮。经过现场使用、检验,其各项技术性能指标与国外类似产品相当。
1 实验部分
1.1 主要原材料
聚酯型预聚体(TDI),工业品,质量分数>99.5%,上海博雷聚氨酯技术有限公司生产;固化剂(MOCA),主要成分二邻氯二苯胺甲烷,工业品,质量分数>86%,上海博雷聚氨酯技术有限公司生产。
1.2 主要仪器及设备
可加色弹性体浇注机,CPU20FS-2型,温州飞龙聚氨酯设备工程有限公司;25吨平板硫化机,OLB-D,中国湖州橡胶机械厂;电子万能试验机,RGM-5A型,深圳瑞格尔仪器有限公司;邵尔硬度计测定仪,XHS-A型,营口市材料试验机厂。
1.3 分析测试
拉伸性能,按 GB/T1040-2006测试;邵氏硬度,按GB2411-80测试;阿克隆磨耗,按 GB1689 -1998测试;永久变形率,按GB528-2006测试。
1.4 工艺流程
浇注工艺流程图如图1所示。
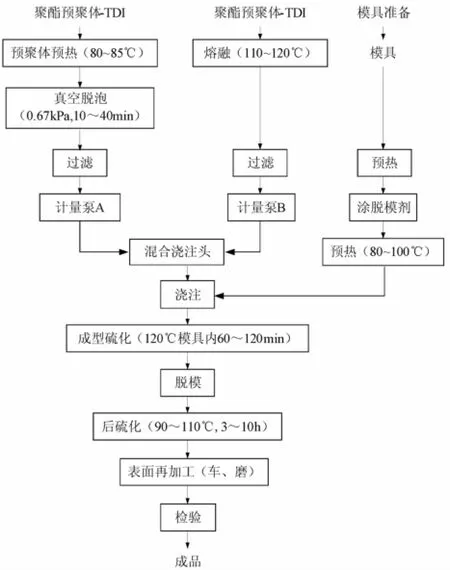
图1 浇注法聚酯型聚氨酯托轮工艺流程Fig.1 Process for supporting wheel of polyurethane elastomer
2 结果与讨论
2.1 预聚体处理对产品性能的影响
预聚体中微量的水与异氰酸根发生反应,生成不稳定的氨基甲酸,然后,很快分解成胺和二氧化碳。因此,水的存在使生产过程中容易产生气泡,导致产品报废。所以,应把预聚体在负压为0.67kPa,温度85±5℃条件下,在浇注机的A料罐中进行抽真空脱泡60~120min。
2.2 配方设计对产品性能的影响
取100份的预聚体3组,进行配方试验。分别添加13.4份、12.1份、14.7份的扩链剂,产品的性能见表1。
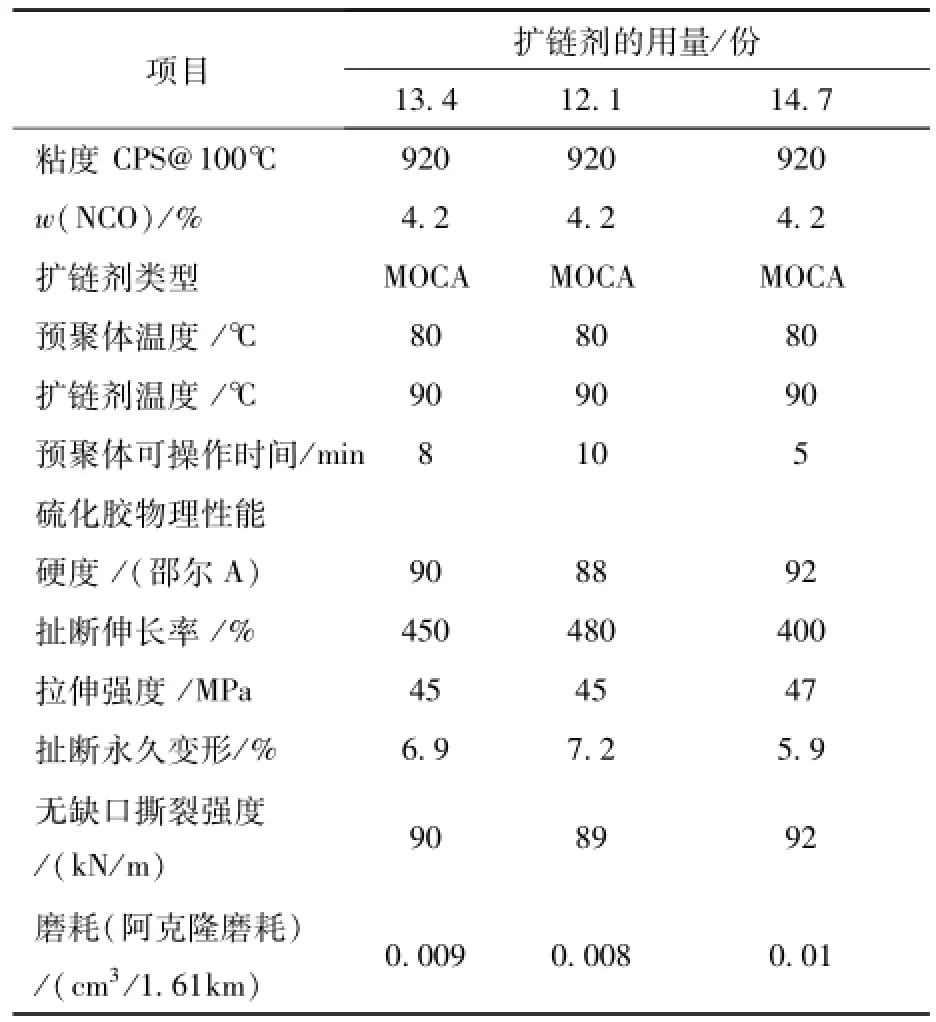
表 1 扩链剂用量对产品物理性能的影响Tab.1 Effect of the amount of chain extender on the physical properties of the product
当扩链剂用量为12.1份时,硫化胶的扯断伸长率、磨耗增加,预聚体操作时间大幅增大;扩链剂用量为14.7份时,硫化胶伸长率、磨耗降低,拉伸强度、硬度增大,预聚体操作时间大幅降低。由此可见,当扩链剂为 12.1份时,预聚体的综合性能最优。
2.3 浇注温度对产品性能的影响
在浇注的过程中,除了 A料(聚酯型预聚体)、B料(MOCA)必须按要求比例进行混合之外,浇注温度对于产品的性能也至关重要。通过研究表明,浇注温度控制在 80℃左右比较合适。这是因为:预聚物在80℃左右具有粘度适中,容易脱泡和混合,加入MOCA后混合物在反应釜中的稳定期也较长,可操作的时间比较充分,使制品的浇注比较容易进行,固化后产品应力小。
2.4 硫化及后处理对产品性能的影响
浇注完成后,预制品在 100~120℃温度下硫化60~120min,产品的各种性能可以满足物理性能技术指标的要求。此外,为了保证产品性能的长期稳定性,需要进行后硫化,即在60~80℃条件下继续硫化 16~24h。最后,根据图纸的尺寸和外观要求在加工设备上进行车削和磨削加工。
2.5 模具的设计
模具的设计和制造是开发聚氨酯产品一个比较重要的环节,合格的产品尺寸需要由标准的模具来实现,所以模具的设计和加工至关重要。
模具一般是用钢材来制作。在模板上需要开设若干0.1mm的孔眼,以利于气泡及时排出。所有类型的橡胶制品在脱模后一般都会出现相应的尺寸收缩,收缩率范围大约是1.0%~2.0%。因此在设计模具时应充分考虑收缩率对产品尺寸的影响。经多次试验,计算出制品的收缩余量为1.2%。
通过多次工艺试验,在优化了浇注工艺技术参数后,最终得到了较好性能的聚氨酯托轮,其性能指标见表2所示。
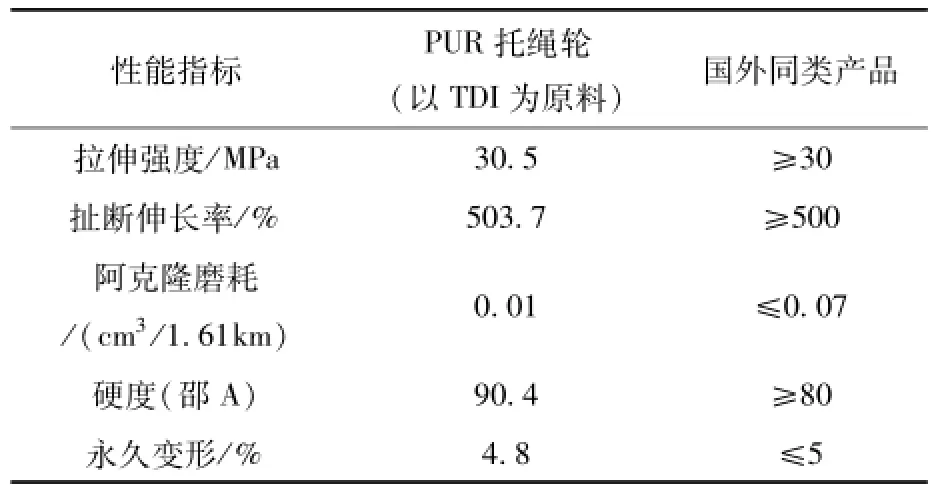
表2 聚氨酯托轮与国外同类产品性能比较Tab.2 Performance com parison of supporting wheel of polyurethanew ith those of sim ilar foreign products
3 结论
1)预聚体应在负压为0.67kPa,温度85± 5℃条件下,抽真空脱泡30~60min;
2)当预聚体和扩链剂配比(质量比)为 100:12.1时,产品的综合性能最优;
3)浇注温度在80℃左右比较合适;
4)在 100~120℃温度下,先硫化60~120min,然后,在60~80℃条件下再硫化16~24h,产品性能可以满足物理性能的要求,而且可以保证产品性能的长期稳定性;
5)按制品的收缩余量为1.2%设计模具,可以得到尺寸标准,合格率达 99%的产品。
[1] 徐培林,张淑琴.聚氨酯材料手册[M].北京:化学工业出版社,2011.
[2] 梁诚.热塑性弹性体生产现状与发展趋势[J].石油化工技术经济,2005,21(5):35~40.
[3] 欧阳伦炜,陈荣盛.浇注型聚氨酯弹性体耐磨性的影响因素研究[C].中国聚氨酯工业协会第十三次年会论文集,2006年.
Research on the Supporting W heel of Casting Polyurethane Elastom er Used in M ine
ZOU Yong-jian
(Yunnan Coal Chemical Application Technology Research Instiute,Kunming 650233,China)
The papermainly studies on the high performance supporting wheels in m ine which were made of polyester prepolymer as rawmaterial,and produced by casting technology.Somemain factors affecting the performance of the productwere discussed.
polyester prepolymer,casting technology,mining,supporting wheels
TQ323.8
A
1004-275X(2015)02-0024-03
12.3969/j.issn.1004-275X.2015.02.007
收稿:2015-02-02
邹勇建(1961-),男,昆明人,高级工程师,现任云南煤化工应用技术研究院党委书记,副院长。
