刮板输送机用减速器齿轮轴失效分析及改进措施
2015-12-05白金锁李永康
白金锁 ,李永康
(1.潞安矿业集团 常村煤矿,山西 长治 046102;2.北京航空航天大学 机械工程及自动化学院,北京 100191)
刮板输送机用减速器齿轮轴失效分析及改进措施
白金锁1,李永康2
(1.潞安矿业集团 常村煤矿,山西 长治 046102;2.北京航空航天大学 机械工程及自动化学院,北京 100191)
针对SGZ 764/400型刮板输送机用减速器齿轮轴的失效问题,分析了齿轮轴从材料到加工可能出现的问题,指出了齿轮失效是由于材料和生产过程中某一环节没有严格按照工艺标准要求造成的,并提出了一些预防措施和改进意见。
刮板输送机;减速器;齿轮失效
0 引言
刮板输送机是煤矿井下的主要运输设备,是采煤机的运行轨道和液压支架的推移点,它的可靠运行是工作面相关设备正常工作的关键。刮板输送机中传动装置由电机、联轴器和减速器组成,煤矿井下工况复杂,减速器出现故障后拆装、检修极不方便,如何降低减速器的故障率是当今机械化采煤的一个重要问题,减速器能否可靠、稳定的运行将直接影响矿井的生产能力和煤矿企业的经济效益。
1 问题描述
某矿工作面配套的SGZ764/400型刮板输送机中JS200型减速器使用不到半年出现故障,导致设备停机。通过拆箱检修,发现第三轴中的轴直齿轮出现断齿,甚至有的整个齿全部剃掉,如图1所示。由于该减速器使用时间较短,并有多台减速器出现类似问题,因此对该齿轮轴进行失效分析是非常有必要的。
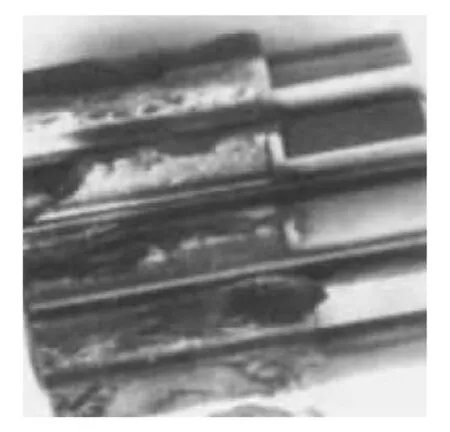
图1 齿轮失效图
2 原因分析
该齿轮轴结构如图2所示,材料采用20CrMnTi,齿面渗碳淬火处理,表面硬度为HRC58~HRC62,心部为HRC38~HRC42,通过表面打硬度,表面硬度HRC61,符合设计要求;通过弯曲和接触强度分析,在使用系数为1.5时,该齿轮的接触、弯曲系数均满足要求。经过分析判断,可能是加工中某一工艺环节出了问题,该齿轮轴加工工艺流程如图3所示。

图2 齿轮轴结构图

图3 齿轮轴的生产工艺流程
通过进一步分析齿轮轴图纸、工艺卡片,认为可能存在问题的环节如下。
2.1 锻造
齿轮轴类零件结构比较特殊,中间部分为齿轮,两端为轴,锻造时应特别注意工艺要求,这种结构应该中间镦粗,两头拔长,这样才能使得金属的纤维方向与齿轮受力相匹配。锻造加热时若加热时间较短,外部温度达到要求而内部温度还不够,很容易造成内部缺陷,影响齿轮质量,从而导致断齿。由于各锻件厂家的生产水平参差不齐,缺乏必要的检测手段,因此这一环节更应严格参照工艺要求进行。2.2 热处理
参考齿轮热处理工艺卡片,发现粗车后没有进行二次回火,同时渗碳淬火后回火时间应该长,否则淬火应力释放不彻底,过高的内应力会产生应力微裂纹,是疲劳断裂的起源点。建议淬火温度由860 ℃改为810 ℃,回火时间由6 h延长到10 h,同样该环节也应加强检测手段。
2.3 齿面粗糙度
煤矿用齿轮标准要求重载齿轮精度等级为6级,粗糙度要求不能见刀痕。从断齿的齿轮齿面的刀痕可看出,该齿轮没有进行磨齿,加工粗糙度不够,当刀痕明显时会产生应力集中,极大地影响齿轮齿面的接触强度和根部弯曲应力分布情况。当载荷较大时,会使齿面产生点蚀,周而复始,造成齿轮失效。像这种重载齿轮,特别是第三级齿轮,受到的载荷比前两级大很多,所以更应该注重齿轮齿面质量。
3 改进及建议
3.1 材料
该齿轮轴材料为20CrMnTi,其材料强度较高,是常用的齿轮材料,经过渗碳淬火处理后,表面硬度HRC58~HRC62,心部HRC38~HRC42。由于刮板输送机工况复杂,齿轮轴结构特殊,对材料力学性能要求高,但是该材料韧性较差,当冲击载荷较大时,很容易出现断齿,目前国外有些同类减速器采用17CrNiMo6,下面对这两种材料进行化学成分、力学性能和热处理性能比较。
3.1.1 化学成分
表1为两种材料的化学成分。通过比较两种材料所含元素发现:17CrNiMo6与20CrMnTi相比C的质量分数低0.03%,Cr、Ni高0.02%左右,其他元素区别不大。

表1 两种材料化学成分(质量分数) %
3.1.2 力学性能
表2为两种材料的力学性能。通过比较两种材料的力学性能发现:17CrNiMo6抗拉强度要比20CrMnTi高100 MPa以上。
3.1.3 淬透性
淬火是使钢强化的基本手段之一,将钢淬火成马氏
体,随后回火以提高韧性,是使钢获得高综合机械性能的传统方法。通过分析比较20CrMnTi 、17CrNiMo6的淬透性,在同等淬火距离下,17CrNiMo6更容易达到所需硬度,热处理过程更容易控制。
鉴于以上分析, 17CrNiMo6更适用于齿轮轴材料。

表2 两种材料力学性能
3.2 齿形
该齿轮轴齿数为17,采用了较大的变位系数,采用正变位是一种配凑中心距及改善齿根弯曲应力的方法。由于刮板输送机频繁启动,冲击载荷大,因此很有必要通过齿形设计来提高齿轮的弯曲强度和接触强度。很多研究表明:适当地增大压力角会显著提高齿根弯曲强度和齿面接触强度、改善齿面润滑和抗胶合承载能力,是一种非常有效的提高齿轮轮齿综合性能的方法。现如今比较流行的还有齿轮修形,通过齿轮齿向和齿阔修形可以减小齿轮齿面的接触应力,避免因齿轮接触应力过大导致齿面点蚀,进而造成齿轮失效。
4 总结
针对刮板输送机减速器齿轮轴断齿问题,通过现场拆箱检修及加工过程跟踪,从齿轮生产过程可能出现问题的环节逐一分析,得到锻造、热处理和滚齿是最可能出现问题的环节,强调加强生产制造环节检测手段的重要性。同时建议针对特殊应用场合的减速器从设计层面对齿轮材料和齿形进行改进。这种齿轮失效分析方法及建议对其他减速器同样具有参考意义。
[1] 成大先.机械设计手册[M].北京:化学工业出版社,2004.
[2] 李永康,任家骏,孟令志.斜齿轮参数化建模及接触应力的有限元分析[J].机械管理开发,2010(3):51-52.
[3] 张潇云,周新建.煤矿机械传动齿轮失效形式分析[J].润滑与密封,2003(5):54-56.
[4] 肖望强.矿用减速器双压力角弧齿锥齿轮轻量化设计与制造[J].煤炭学报,2014,39(11):2348-2354.
Scraper Conveyor Reducer Gear Shaft Failure Analysis and Improvement Measures
BAI Jin-suo1, LI Yong-kang2
(1. Lu’an Coal Mining Group Chang Village Coal Mine, Changzhi 046102, China; 2.School of Mechanical Engineering and Automation, Beihang University, Beijing 100191, China)
To SGZ764/400 scraper conveyor gear box shaft failure problem, this paper analyzed its material and manufaturing process, pointed out the reason for the problem is the material or the production process is not in strict accordance with the process standards, and put forward some prevention measures and improvements.
scraper conveyor; gear box; gear failure
1672- 6413(2015)06- 0209- 02
2015- 04- 09;
2015- 10- 12
白金锁(1981-),男,山西大同人,助工,本科,主要从事煤矿机械设计工作。
TD63+4.2
B
