自动高能微弧火花表面冶金处理机电极控制器研究
2015-12-05张存来
张存来
(忻州职业技术学院,山西 忻州 034000)
自动高能微弧火花表面冶金处理机电极控制器研究
张存来
(忻州职业技术学院,山西 忻州 034000)
介绍了高能微弧火花表面冶金处理机自动电极控制器的研制,实现了金属表面处理机由手动操作到自动的转变,初步解决了制约这一技术推广应用的瓶颈问题。通过采集和分析电火花放电间隙的电压、电流脉冲,实现了连续、稳定的放电控制。通过现场试验、调试 ,验证了此电极控制器能够很好地连续、稳定工作,实现了对平面工件、坡面工件和多种花样图案工件的强化与修复。
金属表面;电极控制器;火花放电;冶金处理机
1 概述
全自动高能微弧火花表面冶金处理机是利用高频电火花放电原理,对金属零部件磨损后的表面进行无热堆焊修复,也可以利用强化功能对金属零部件表面进行强化处理,以实现零部件的耐磨性、耐热性和耐蚀性等[1]。
随着金属表面修复、强化技术的不断发展及应用,越来越多的高端精密表面强化、修复仪器投入市场,其中利用高频电火花放电原理的金属表面强化修复机应用也较多。然而,目前国内市场上所出现的该类型强化修补机都不是全自动机器,如在进行金属表面镀层修补时,需要人工手持焊枪来操作,大大降低了修补的效率,浪费时间和人力;另外,人工手动操作具有很大的不稳定性,这也影响了金属修复、强化镀层的工作质量。因此,研制该表面冶金处理机的电极控制器,使其具有全自动化性,对实际生产加工具有现实的意义。
全自动高能微弧火花表面处理机系统结构示意图如图1所示。它由步进电机带动的工作枪、XY工作台、火花发生器和电极控制器组成。信号的采集分析是电极控制的基础,起着关键的作用,关系到仪器能否可靠稳定运行。
2 放电波形采集系统
设备对金属表面处理过程控制的好坏是影响强化质量和处理能否正常进行的关键,无论哪种先进的控制技术,都要以先进的检测环节为基础,而且设计的关键也在于检测参数的选择及其检测环节的设计。
以放电电极能否在工件表面实现连续稳定放电为目的来设计检测控制环节。目前关于间隙放电状态的检测,国内外研究人员提出了几种方法,主要有射频信号检测、间隙平均电压检测、击穿延时检测、放电状态时间百分数检测和压下力检测等[2-6]。
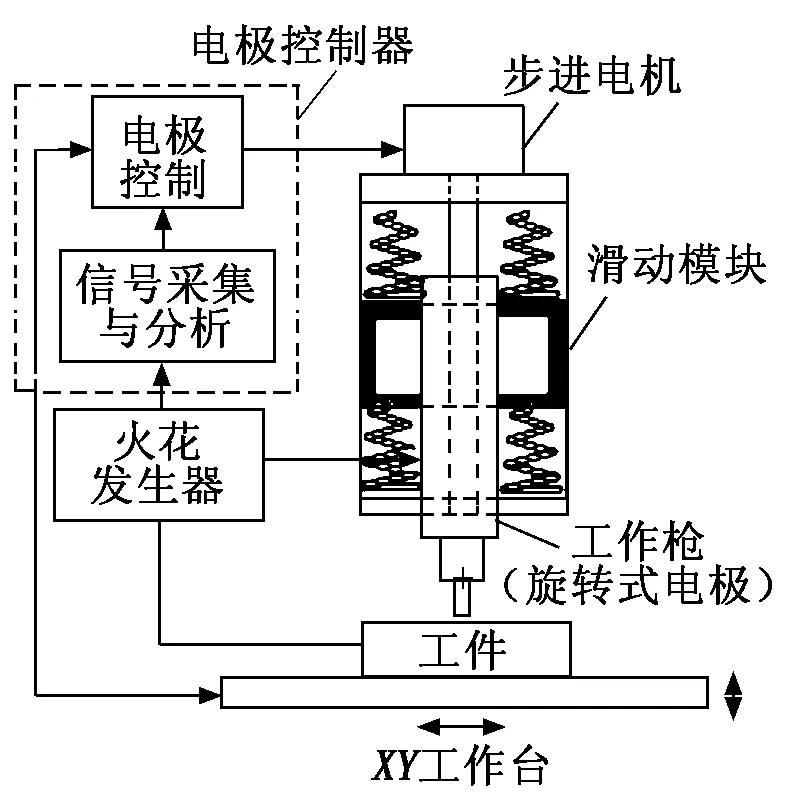
图1 全自动高能微弧火花表面处理机系统结构示意图
对于不同的放电电路,需要采用与之相适应的检测电路。用示波器对本放电设备的电极放电波形进行观察,发现其与文献上的理想化波形描述有差别。为了选择出最适合的检测方法,组建了LabView数据采集系统进行现场数据采集,其原理图如图2所示。其中,电阻R1与R2组成分压电路(分压比为100∶1),用于检测放电间隙电压值;电流传感器和电阻Ri(12 Ω)用于检测放电间隙电流,电流传感器的匝数比为1 000∶1。
3 放电波形采集与数据分析
采用上述数据采集系统对可控硅后的放电波形在不同电压、不同频率下分别进行了采集分析,放电脉冲通过可控硅触发控制,可控硅后为放电的直接测量点。通过对放电波形进行分析,可以得到空载、过载和正常放电时的波形图。
3.1 空载
空载时的放电波形如图3所示。电压为脉冲序列,其脉冲幅值在40 V~55 V范围内,而电流的幅值很小,所以可以将空载时的状态等效成只有电压脉冲而没有电流脉冲。

图2 数据采集系统原理图

图3 空载时的放电波形
3.2 过载
过载时的放电波形如图4所示。电压的幅值几乎为零,虽然电流波形是周期为0.01 s(100 Hz)的有规律波形,但是其幅值很小,因此,将过载时的状态等效成既没有电压脉冲,也没有电流脉冲。

图4 过载时的放电波形
3.3 火花放电
火花放电时的放电波形如图5所示。火花放电时,每一个电压脉冲都将有一个电流脉冲与之相对应,虽然相比较之下电压的幅值远小于电流的幅值,但是此状态下电压脉冲的幅值与空载时的电压脉冲的幅值相接近,所以将火花放电时的状态等效成既有电压脉冲,又有电流脉冲。
4 检测与控制方案
根据上述分析,可以通过检测电压、电流的脉冲数(计数器计数方式)来确定放电状态的好坏。选择合适的电压、电流幅度阈值,用两个计数器分别记录下电压
脉冲数(空载和火花放电时的脉冲个数)和电流脉冲数(火花放电时的脉冲个数)。当只有电压脉冲而没有电流脉冲时,处于空载状态,电极应向下运行接近工件;当既没有电压脉冲又没有电流脉冲时,处于过载状态,电极应向上运行离开工件;当既有电压脉冲又有电流脉冲时,是火花放电状态,电极位置合适,保持原位不动。脉冲计数控制电路方框图如图6所示。
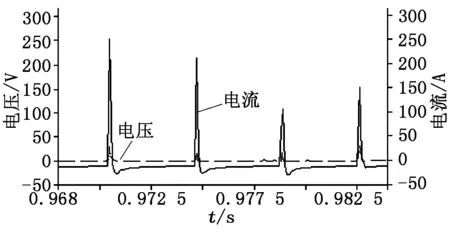
图5 火花放电时的脉冲波形
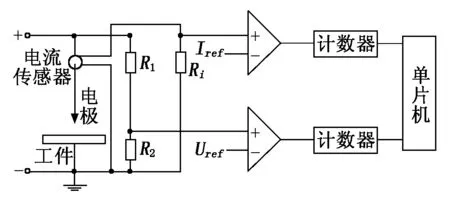
图6 脉冲计数控制电路方框图
5 结论
本文所研制的电极控制器,在中国科学院金属研究所研制的3H-ES-A5000自动表面冶金处理机上进行了大量的试验。在试验中,该电极控制器工作稳定,对于平面以及曲面工件都能够实现连续稳定地放电,加工出的试样工件的表面镀层均匀连续,能满足实际生产需要。
[1] 罗成,董仕节,熊翔,等.电火花沉积表面处理技术的应用进展[J].表面技术,2009,38(4):53-56.
[2] 王东生,王茂才,邹跃歧,等.电火花表面强化处理研究进展[J].航空维修与工程,2003(4):36-37.
[3] 朱世根,施群,顾伟生,等.电火花表面强化工艺及设备[J].机械设计与制造,2002(6):80-81.
[4] 霍孟友,张建华,艾兴.电火花放电加工间隙状态检测方法综述[J].电加工与模具,2003(3):17-20.
[5] Levashov E,Kudryashov A,Kharlamov E,et al.Formation of FGM coating by the new method of thermoreactive electrospark surface strengthening[J].Materials Science Forum,1999(6):308-311,262-270.
[6] Alexander V.The use of bipolar current pulses in electrospark alloying of metal[J].Surface and Coatings Techno-logy,2003,168:129-135.
Automatic Electrode Controller for Micro-arc High-energy Spark Surface Metallurgy Processor
ZHANG Cun-lai
(Xinzhou Vocational & Technical College, Xinzhou 034000, China)
This paper introduced the development of an automatic electrode controller for high-energy micro-arc spark surface metallurgy processor. By use the controller, the change from manual to automatic repair and reinforcement of metal parts wear surface is realized, so that the bottleneck problems of restricting this technology popular has been preliminarily solved. Through the sampling and analysis of the voltage pulse and current pulse of the spark discharge gap, the continuous and stable discharge control is realized by the electrode controller. The experiment and debugging show that the electrode controller works continually and stably and the repair of the surface of metal parts is realized.
metal surface; electrode controller; spark discharge; metallurgy processor
1672- 6413(2015)06- 0161- 02
2015- 09- 21;
2015- 11- 02
张存来(1956-),男,山西定襄人,副教授,本科,主要从事金属材料加工工艺研究。
TP273
A
