基于PLC Modbus的多电机无传感器控制系统
2015-12-05王建华徐昆鹏
王建华,徐昆鹏
(徐州工业职业技术学院 机电工程学院,江苏 徐州 221140)
基于PLC Modbus的多电机无传感器控制系统
王建华,徐昆鹏
(徐州工业职业技术学院 机电工程学院,江苏 徐州 221140)
针对多电动机变频调速同步控制系统,提出了基于PLC Modbus通讯协议的控制方案。PLC通过Modbus总线实时地向变频器读取或写入数据,电机速度由总线读入PLC,再经过PID处理后调节各变频器的速度给定,实现速度闭环控制,保证多电动机同步运行。经实验证明,该控制系统结构简单、易于实现,PID速度闭环控制无需添加测速元件,且数字信号不易受到干扰。
多电机;PLC Modbus网络通讯;无传感器控制系统
0 引言
在输送机、印刷机、造纸机等设备中,存在几个甚至几十个传动轴,以往普遍采用一个电机输出动力,通过机械传动(如同步带、齿轮等)实现各轴的同步,这种控制系统虽然结构简单,但机械传动存在精度差、磨损大、故障多、不易维修等问题。而采用各轴分别由独立电机驱动,通过控制系统实现各电机的同步控制,则可以避免上述问题。
在多传动轴独立电机驱动系统中,如何保证各电机同步,以及如何实现速度闭环控制是关键。以往普遍采用PLC模拟量控制,采用编码器或旋转变压器等测速元件实时采集电机速度并反馈,进行PID闭环控制。这种控制方法硬件线路复杂,不易维护维修,模拟信号存在干扰。针对上述问题,本文提出了基于PLC Modbus的多电机无传感器控制系统[1]。
1 基于PLC Modbus的多电机无传感器控制系统
基于PLC Modbus的多电机无传感器控制系统采用3层结构,如图1所示。第一层为传动控制层,如采用ABB公司的ACS550-01矢量控制变频器;第二层为PLC控制层,如采用Siemens S7-200 PLC作为主控制器,使用威伦触摸屏进行现场监控,通过Modbus现场总线将PLC和变频器组成网络通讯系统,进行实时高速通讯,协调工作;第三层为上位控制层,采用WINCC组态监控界面,实时监控整机运行,上位机和S7-200 PLC之间为以太网通讯。
控制系统的各电机要求速度同步,而且当负载发生变化时,速度能维持恒定,为此,将PLC Modbus现场总线读取的电机速度作为反馈(电机上无需安装速度检测元件),再经过PLC的PID处理后,实现速度闭环控制[2-4]。

图1 基于PLC Modbus的多电机无传感器控制系统
2 ABB变频器与S7-200PLC之间的Modbus通讯
2.1 Modbus协议
Modbus是MODICON公司于1979年开发的一种通讯协议,它是一种在工业领域被广泛应用的开放的标准的网络通讯协议,常用的传输模式有Modbus ASCII和Modbus RTU两种。一般来说,通讯数据量大而且是二进制数时,采用Modbus RTU;数据量少且主要是文本时,采用Modbus ASCII。本文采用Modbus RTU。
Modbus通讯使用主—从协议,只有主设备能发起数据传输,而从设备只能对主设备发出的指令作出反应。本控制系统中主设备是S7-200PLC,从设备是ACS550变频器。Modbus系统在理论上只能有一个主站和最多31个从站。
2.2 Modbus通讯电缆制作
ACS550变频器内置RS485作为Modbus的物理接口,支持RTU传输模式。硬件上,变频器的28~32端子用于RS485通讯,使用屏蔽双绞线连接,如图2所示。连接时应该注意不要将RS485网络在任何点直接接地,使用网络中设备上的接地端子将各设备接地,任何一个接地导线都不应构成一个环路,并且所有设备应该接到一个公共地上;为了减小网络中的干扰,在网络两端用1 200 Ω的电阻来作为RS485网络的终端电阻,使用DIP开关来连接或断开终端电阻[5-7]。
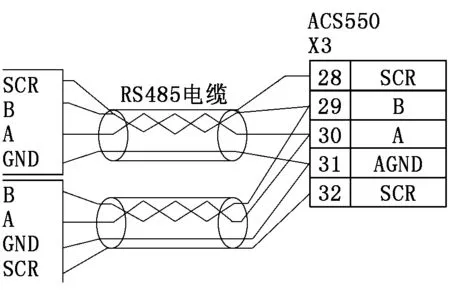
图2 Modbus通讯连接
2.3 ABB变频器Modbus通讯参数设置
当S7-200PLC和ABB变频器的硬件连接好之后,要激活变频器与PLC之间的Modbus通讯,首先需要设置参数9802 COMM PROTOCOL SEL(通讯协议选择)=1(标准Modbus),然后通过修改53组内置现场总线(EFB)参数进行通讯设置,需要设置的53组参数如下:
5302 EFB STATION ID(EFB站号):设置5302=1;
5303 EFB BAUD RATE(EFB波特率):设置5303=9.6kbps;
5304 EFB PARITY(EFB校验):设置5304=1,即检验方式为8N2;
5305 EFB CTRL PROFILE(EFB控制通讯配置文件):设置5305=0。
ABB变频器激活Modbus总线控制功能需要设置如下参数:
1001是外部1命令,设置1001=10,表示启、停、方向信号来自总线控制;
1102是外部1/外部2选择,设置1102=8,表示外部1/外部2选择通过总线控制;
1103给定值1选择,设置1103=8,表示速度给定值来自总线控制。
上述参数将映射到4xxxx保持寄存器,其中40001~40099映射到传动控制和实际值,如40001表示外部1命令,40002表示给定值1。其他参数都可以通过参数号前加上4的格式来进行访问,如参数0102,PLC通过访问40102寄存器,就可读出变频器的实际输出速度值[8]。
3 基于PLC Modbus通讯协议的速度闭环控制
基于PLC Modbus通讯协议的速度闭环控制如图3所示。首先,S7-200PLC通过Modbus采集电机输出速度作为反馈值,并与速度设定值比较,差值作为速度给定,电流闭环由变频器内部完成,无需考虑。该系统的优点是无需加装编码器或旋转变压器等检测元件,直接通过现场总线采集电机实际输出转速,不但降低了成本,而且线路简单,易于实现,维护维修方便。
4 S7-200PLC通过Modbus控制电机运行的程序
4.1 Modbus通讯子程序流程图
以S7-200PLC控制两台ABB变频器为例,Modbus通讯子程序流程图如图4所示。首先,对ABB变频器初始化;然后读取ABB变频器运行参数(包括电机速度、输出频率、输出转矩和输出功率);最后,向ABB变频器中写入启动、停止和速度给定信号。
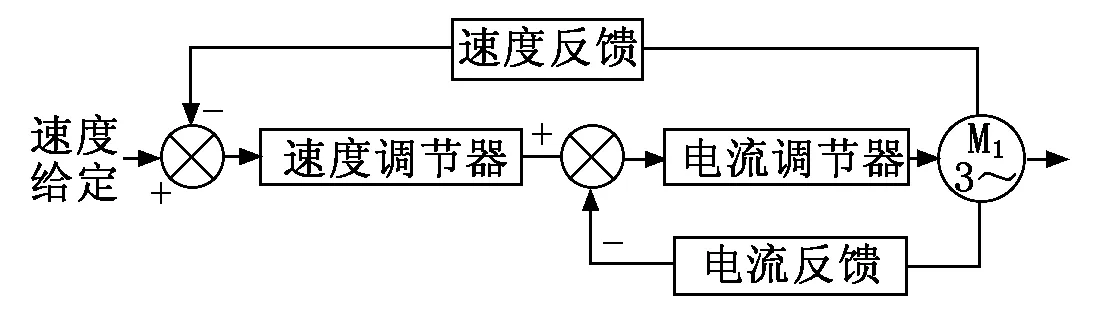
图3 基于PLC Modbus通讯协议的速度闭环控制

图4 S7-200PLC和ABB变频器之间Modbus通讯程序流程图4.2 Modbus通讯子程序
图5为S7-200PLC和ABB变频器之间Modbus通讯子程序,MBUS_MSG指令的作用是向从站写入或读取数据。网络1用于1#变频器初始化,S7-200PLC向1#变频器控制字40001写入1个字,而40001映射到ABB变频器参数1001(外部1命令),由于1001=10,表示启、停、方向信号来自总线控制;网络2中,当写入数据完成后,M0.1得电,并将标志位M0.0复位;在网络3中,S7-200PLC向2#变频器控制字40001写入1个字,用于2#变频器初始化;在网络4中,当写入数据完成后,M0.2得电,并将标志位M0.1复位;在网络5中,S7-200PLC读取1#变频器以控制字40102为首字的连续5个字地址,分别存储电机输出转速、电机运行频率、电机运行电流、电机输出转矩、电机输出功率,读取的电机参数将作为PID运算中反馈环节,M0.6是最后一条MBUS_MSG完成信号,执行完最后一步将返回网络5重复循环;在网络7中,S7-200PLC向1#变频器控制字40001写入启停和频率给定信号,写入完成并延时0.1s后读取2#变频器的控制字;在网络9中,T38延时时间到后,S7-200PLC读取2#变频器以控制字40102为首字的连续5个字地址,分别存储电机输出转速、电机运行频率、电机运行电流、电机输出转矩、电机输出功率,读取的电机参数将作为PID运算中反馈环节;在网络11中,T39延时后,S7-200PLC向2#变频器控制字40001写入启停和频率给定信号[9-10]。
5 结语
本文采用S7-200 PLC和变频器组成的Modbus网络通讯系统,采集各电机的输出速度等数据,并通过PLC的PID处理后,调整各传动点的速度。该系统的优点是无需加装编码器或旋转变压器等检测元件,直接通过现场总线采集电机实际输出转速,不但降低了成本,而且线路简单,易于实现,维护维修方便。
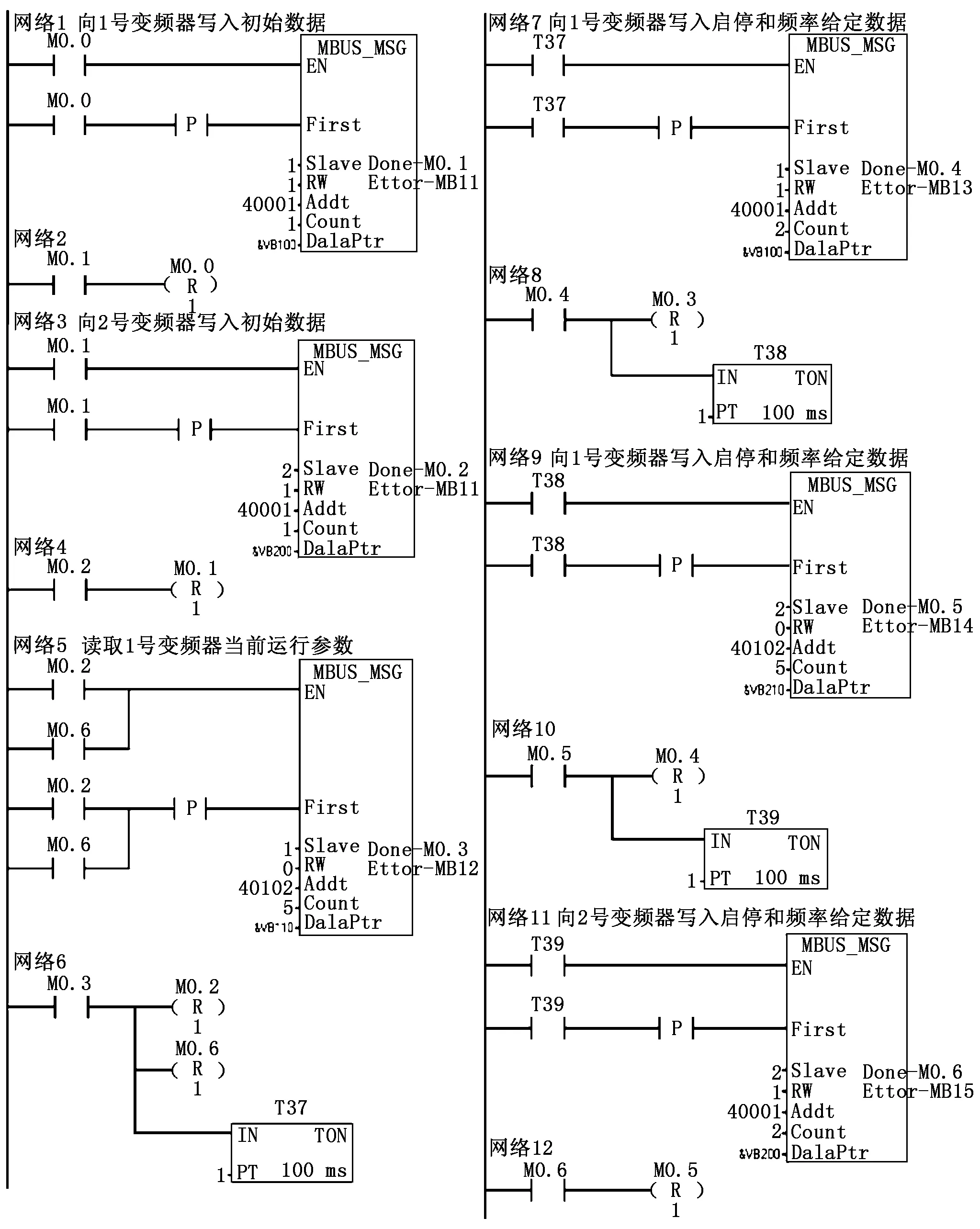
图5 S7- 200PLC和ABB变频器之间Modbus通讯子程序
[1] 李方园.造纸机械变频多传动控制系统的基本原理及应用[J].中国造纸,2007,26(6):53-56.
[2] 王程.基于现场总线的FMS控制系统研究[D].合肥:合肥工业大学,2009:1-10.
[3] 梁爽.柔性制造系统实验平台的设计与控制[D].广州:华南理工大学,2010:7-15.
[4] 刘明波,侯孝民.网络化数据采集与处理系统设计[J].国外电子测量技术,2008,27(9):68-71.
[5] 中国机械工业联合会.GB/T 19582.1-2008 基于Modbus协议的工业自动化网络规范第1部分:Modbus应用协议[S].北京:中国标准出版社,2008:1-56.
[6] 中国机械工业联合会.GB/T 19582.2-2008 基于Modbus协议的工业自动化网络规范第2部分:Modbus协议在串行链路上的实现指南[S].北京:中国标准出版社,2008:1-40.
[7] 韩兵,于飞.现场总线控制系统应用实例[M].北京:化学工业出版社,2006.
[8] 张燕宾.变频器应用教程[M].北京:机械工业出版社,2011.
[9] 刘华波.西门子S7-200PLC编程及应用案例精选[M].北京:机械工业出版社,2009.
[10]廖常初.可编程序控制器应用技术[M].重庆:重庆大学出版社,2007.
Study on Multi-motor Sensor-less Control System Based on PLC Modbus
WANG Jian-hua, XU Kun-peng
(School of Electromechanical Engineering, Xuzhou College of Industrial Technology, Xuzhou 221140, China)
Aiming at the multi-motor synchronous control system of variable frequency speed regulation, the control scheme based on PLC Modbus communication protocol was put forward. The data were read or written into the converter in real time through the Modbus, the speed closed loop control was realized, to ensure the multi-motor synchronous operation. The experiment shows the control system has the advantages of simple structure, easy realization and stable performance.
multi-motor; PLC Modbus communication; sensor-less control system
1672- 6413(2015)06- 0140- 03
2015- 05- 18;
2015- 09- 29
王建华(1981-),男,山东临沂人,讲师,硕士,研究方向为电气控制。
TP273
A
徐州工业职业技术学院院级课题(XGY201416)
