龙门五轴机床RTCP功能的新模型及其应用
2015-12-05赵宝成于赢佳
赵宝成,于赢佳
(1.沈阳飞机工业(集团)有限公司,辽宁 沈阳 110034;2.沈阳华飞智能科技有限公司,辽宁 沈阳 110034)
龙门五轴机床RTCP功能的新模型及其应用
赵宝成1,于赢佳2
(1.沈阳飞机工业(集团)有限公司,辽宁 沈阳 110034;2.沈阳华飞智能科技有限公司,辽宁 沈阳 110034)
旋转运动的存在使得五轴联动加工存在非线性运动误差。通过实时线性补偿,现有高档数控系统RTCP功能可有效补偿非线性运动误差,但并不能完全消除非线性误差。重点研究了现有RTCP模块设计和算法实现,总结了一种改进的RTCP模型,设计了相应的算法。利用MATLAB对一台A-C轴铣床进行编程仿真和加工验证,结果表明五轴联动数控机床的动态精度得到了提高。
五轴联动加工;实时非线性误差补偿;改进RTCP模型
0 引言
加工复杂曲面时,五轴数控加工比三轴加工具有更高的灵活性和更高的加工效率[1],加工表面具有更好的加工质量。其两个旋转轴理论上能够实现任意刀轴姿态,但旋转运动也会引起非线性运动学误差。具有RTCP功能的高档数控系统能有效降低非线性运动误差。
五轴联动RTCP功能能够极大地提高加工效率、缩短加工周期、提高加工精度[2-4]。具备RTCP功能的五轴数控机床理论上应允许直接输入刀位点坐标和刀轴矢量数据,经过RTCP预处理模块、运动控制模块、RTCP实时补偿模块、插补模块处理后驱动机床运动,其中RTCP预处理模块用来实现“后置处理”功能,RTCP实时补偿模块用来对非线性运动误差进行实时补偿。实际加工中,当刀具长度或者工件装夹位置改变时,只需将测量改变值输入数控系统,系统会自动进行坐标变换等处理,无需重新用CAM软件进行后置处理;RTCP功能会在每个插补周期或者每行程序中补偿非线性误差,而不具有RTCP功能的数控系统则不能进行非线性误差补偿。
十余年来,国内专家对RTCP算法建立了一些运动学模型,对其功能的研究和应用也取得了较大的成果,本文仅从非线性误差分析入手,提出一种减小非线性误差的方法。
1 五轴联动数控系统RTCP数学模型设计和算法实现
1.1 五轴联动数控系统RTCP数学模型设计
引起加工误差的原因主要有两种:插补和旋转运动。前者主要引起线性误差,而线性插补和旋转运动的不一致或者旋转运动的非线性将引起非线性误差。加工曲面时,刀具或者工件旋转会引起刀具中心点与刀触点轨迹不平行,即刀位点规划的轨迹与实际形成的轨迹存在偏差。当刀位数据通过坐标变换而变为刀具中心轨迹时,由于各刀位处法矢是变化的,并且存在后跟角和侧倾角使实际刀触点并非原始规划的曲线轨迹,而刀触点轨迹与规划轨迹的最大偏差即为非线性误差[5]。

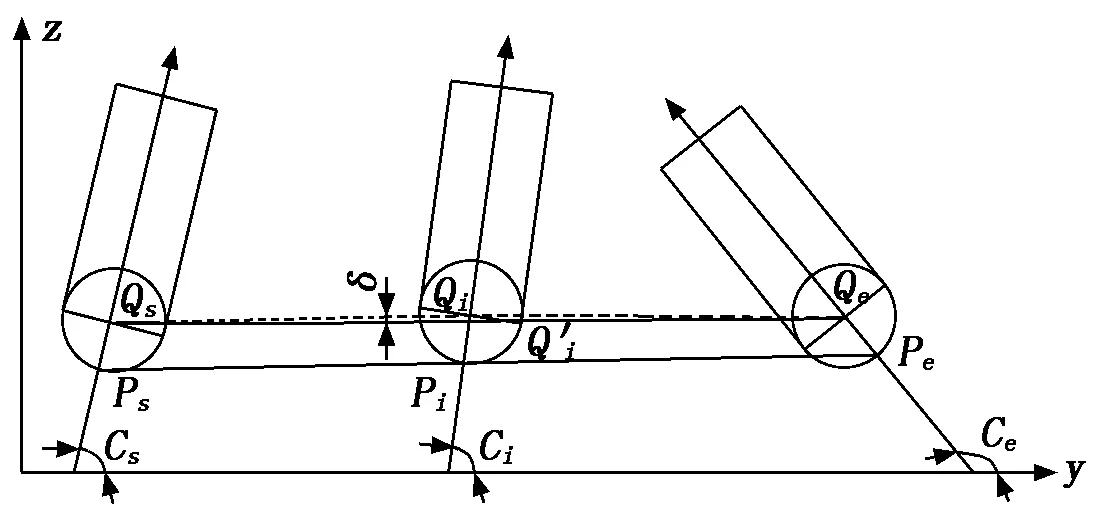
图1 空间加工曲线在oyz平面平面投影
由图1可知oyz平面刀具中心点和对应的刀触点有如下关系方程:

(1)
其中:R为球头刀刀具半径。图1 中oyz平面内δ为非线性误差。而oyz平面内刀触点的直线方程可表示为:

zPe-zPs=(zQe-RsinCe)-(zQs-RsinCs) .

(2)
线性插补时,刀轴在oyz平面内旋转时A角不变,对C角有下式:

(3)
由式(3)可知:

(4)
又由图1及式(1)可知刀触点z轴坐标与旋转角的关系为:
zQi=zPi-RsinCi=

(5)
对式(5)中的yPi求导,可得:

(6)



(7)



0.125R(Cs-Ce)2.
(8)
同理求得oxy平面内的非线性误差,合成即为实际值:

(9)
由上述分析可知,为了减少非线性误差可以在首末两点插值,插值点数目以达到加工精度为准。但是如果每个程序段都利用多次循环寻找插值点,其数目势必会引起极大的计算量,不利于加工效率的提高。下面介绍RTCP功能后置处理和实时非线性误差补偿方法。
1.2 实时非线性误差补偿算法实现
将工件坐标系下的刀位数据转化为机床各运动轴的坐标是后置处理的主要任务。具有RTCP功能的数控机床之所以能够直接读取刀位文件是因为RTCP模块具有后置处理的功能。下文将简要阐述后置处理的算法实现,然后论述建立在插补和后置处理功能基础上的实时非线性误差补偿算法。
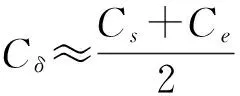
图2为双摆头铣床的结构简图,刀具中心点相对于工件坐标系的运动可分解为刀具坐标系相对机床旋转坐标系的旋转、机床旋转坐标系相对机床平动坐标系的平动以及机床平动坐标系相对工件坐标系的平动,并且初始时机床平动坐标系和工件坐标系重合,各坐标系关系见图2。
图2 五轴铣床工作台和摆头部分结构简图
本文研究的A-C双摆头结构,A轴范围为[-90°,0],C轴范围为[0,360°),设工件坐标系下坐标为P(x,y,z,I,J,K),刀位点和单位刀轴矢量分别为p(x,y,z)、u(I,J,K),建立运动学方程求解各运动轴运动量与刀轴矢量关系,因求解过程涉及保密因而此处仅给出最终化简结果,如下所示:

(10)
其中:xm、ym、zm为机床平动轴坐标;L表示双摆头旋转中心到刀具中心点距离。
为了减小非线性误差,直接在每个插补周期里补偿非线性误差。对于某行数控程序段都需要进行若干周期的插补才能完成规划加工的曲线,因而在每个插补周期中进行补偿可以实时减小非线性误差,比起通过多次循环确定程序段首末点间的插值点数以控制非线性误差然后进行插补,边插补边补偿效率更高,并且实验证明此法大多数情况可以满足精度要求。下面介绍如何在每个插补周期内实时线性补偿。
对于线性插补,设首末两点间直线长度为l,第n周期进给速度为un,插补周期为T,则第n周期内插补步长为Δl=unT。则可知各刀位点处第n个周期内刀位和刀轴方向增量分别为:

(11)
其中:下标s、e分别表示首末坐标。按照式(11)计算各插补周期内的刀位点和刀轴矢量,完成插补后按照式(10)计算各插补点处运动轴坐标。实验表明该算法可有效减少非线性误差。
2 仿真与实验验证
仿真试验中,我们分别对刀具中心点轨迹、刀触点、刀具中心的连接矢量、非RTCP模式加工刀尖点轨迹、RTCP模式下加工刀尖点轨迹利用MATLAB编程进行多角度仿真。仿真结果表明:RTCP模式下加工的非线性误差明显小于非RTCP模式的加工误差,说明本文算法有效。
为验证上述算法的实际效果,我们进一步在龙门五坐标双摆头数控铣床上进行了对比加工试验,三坐标机测量数据表明,应用本RTCP功能新模型加工出来的S型试切件,其88点平均加工精度较原算法提高0.03 mm~0.04 mm。
3 总结
本文通过总结前人经验,定量分析了五轴加工过程的非线性误差,建立了一种RTCP的数学模型,给出了相应的算法,并用仿真验证了算法的有效性。本算法虽然有效降低了非线性误差,但同时也增加了数控系统计算负担,它将“后置处理”直接内嵌到数控系统中,在增添方便的同时也占用了数控系统的资源。总之,本文给出的A-C双摆头机床的RTCP模型,其算法具有一定的实用性,为开发效率更高、使用性更广的RTCP算法提供了一种可行的思路。
[1] Davim J P.Machining of complex sculptured surfaces[M].London:Springer Verlag,2010.
[2] 胡泽华.高性能五轴联动数控关键技术研究[D].广州:广东工业大学,2012:29-30.
[3] 高伟强,胡泽华,庄朱协.五轴联动数控系统中RTCP技术的研究[J].制造技术与机床,2011(10):66-69.
[4] 吴大中.五轴联动数控加工非线性误差控制及后置处理[D].上海:上海交通大学,2007:37-58.
[5] 石宏,蔡光起,李景奎.混联机床五轴联动加工时刀摆的非线性误差分析与控制[J].中国机械工程,2008,19(6):675-678.
A New Model of RTCP Function of 5-axis Planer Type Machine Tool and Its applications
ZHAO Bao-cheng1, YU Ying-jia2
(1.Shenyang Aircraft Industry (Group) Co., Ltd., Shenyang 110034, China;2.Shenyang Huafei Intelligent Technology Co., Ltd., Shenyang 110034, China)
The rotary motion of 5-axis linkage machining will produce nonlinear error. The RTCP function of high-grade CNC system can effectively compensate the nonlinear error, but can’t completely eliminate the error. This paper studies the existing RTCP module design and algorithm implementation, and proposes an improved algorithm. Based on theA-Caxis milling machine, the model is simulated by MATLAB. The results show the new algorithm can improve the dynamic precision of the 5-axis linkage CNC machine tools.
5-axis linkage machining; nonlinear error compensation in real time; revised RTCP model
1672- 6413(2015)06- 0115- 03
2015- 08- 10;
2015- 10- 10
赵宝成(1963-),男,辽宁凌海人,工程师,本科,主要从事数控机床设备安装与维修。
TP391.7∶TG659
A
