坡口对接焊缝图像数据分析及修正研究
2015-12-05周厚新陈月强王志远
周厚新 ,陈月强 ,王志远,邸 炯,霍 平
(1.河北联合大学 以升创新教育基地,河北 唐山 063009;2.河北联合大学 机械工程学院,河北 唐山 063009)
坡口对接焊缝图像数据分析及修正研究
周厚新1,陈月强1,王志远1,邸 炯1,霍 平2
(1.河北联合大学 以升创新教育基地,河北 唐山 063009;2.河北联合大学 机械工程学院,河北 唐山 063009)
针对坡口对接焊缝图像的特点,采取灰度形态学闭运算、二值化和Canny算子对图像进行边缘检测,利用最小二乘法拟合得到边缘图像方程来获得焊缝宽度和深度信息。因为焊点的噪声使得图像处理中的焊缝边缘定位出现了异常,所以数据中出现了失真数据,针对数据中出现的失真数据利用插值算法剔除伪数据,最后采用三次样条插值对数据进行修正得到比较平滑、具有一阶连续导数的插值曲线,较好地实现了对于伪数据点的修正。该研究对于工程实践具有一定的实用性。
焊缝;特征提取;数据修正;图像数据分析
0 引言
在自动焊接技术中,视觉传感技术已被广泛应用到焊缝跟踪过程中,而图像处理算法与数据的处理成为整个视觉跟踪系统的基础与核心。在图像处理方面常采用数学形态学处理方法,数学形态学是从集合的角度来刻画和分析图像,并作为一种非线性图像处理和分析理论[1]。为了在自动焊接时焊枪的轨迹能够更加地准确,在得到焊缝宽度和深度信息后必须要对焊点的噪声造成的伪数据进行处理。本文采用特定的算法对数据异常的突变点进行删除,并对所有的焊缝宽度和深度数据运用三次样条插值进行修正,从而得到与实际数据基本吻合的曲线方程。
1 坡口对接焊缝的图像预处理
本文选用点焊好的管材工件作为模型进行试验,管子的直径为Φ426 mm,管子壁厚为17 mm,椭圆度为1%。选用工业CCD拍摄的灰度图像为研究对象,首先对焊缝图像进行预处理来消除噪声,实现焊缝图像边缘的精确检测。
1.1 图像预处理
图1为焊缝图像及预处理。图像预处理的主要目的是初步消除图像中无关的信息。为了提高图像处理算法的执行效率,本文对图1(a)进行裁剪,在图像中存在着工件表面反光、划痕、小的突出物等噪声,而这些噪声势必会给后续的处理带来困难,本文采用灰度图像形态学的闭运算来解决这一难题。灰度图像形态学的闭运算后,小的暗细节被滤除,明亮部分受影响较小,焊缝边缘基本没有受到影响[2-3]。
1.2 图像后处理
尽管人眼很容易地就能从预处理后的焊缝图像中识别出物体的边缘,但对于计算机来说还需要对图像进一步做阈值分割、边缘检测等处理,才能有效地识别焊缝信息。因此还需要对图像进行后处理,包括二值化和边缘检测。

图1 焊缝图像及预处理
当对图像进行分析与识别时,首先要将有效部分从图像中分割出来。本文采用全局阈值,利用MATLAB中的最佳阈值函数选取阈值,处理结果如图1(b)所示。图像二值化后使得特征更加突出,但在焊缝边缘有很多小齿。
经过二值化后,对焊缝图像进行边缘检测。采用越合适的边缘提取算子,所得到的焊缝中心与实际焊缝中心位置越接近,精度越高。经过多次实验本文最终选取Canny边缘检测算子对焊缝图像进行边缘检测,得到的图像如图1(c)所示。
2 图像的特征提取
通过预处理、阈值分割、边缘检测处理后,已经可以得到较清晰的焊缝边缘图像轮廓,但为了提取两侧边缘点的拐点坐标,求出焊缝的像素宽度,还要对焊缝图像进行特征提取。本文采用搜索法来实现边缘坐标的记录。
由搜索法得到以边缘点的图像坐标为元素的二维数组,但数字图像是一个矩阵,而每个像素的位置信息是按先行后列的顺序给出的,所以必须要对二维数组列进行交换,又因图像的纵轴是向下为正的,要想图形不发生变化,所以要把第二列变为负的[4]。这样就完成了对图像上边缘点的坐标提取,如图2所示。
为了比较精确地提取焊缝的拐点坐标,本文把边缘分为左上、左下、右上、右下四部分,并分别进行最小二乘法拟合[5],拟合结果如图3所示。

图2 坐标系中的焊缝边缘图像
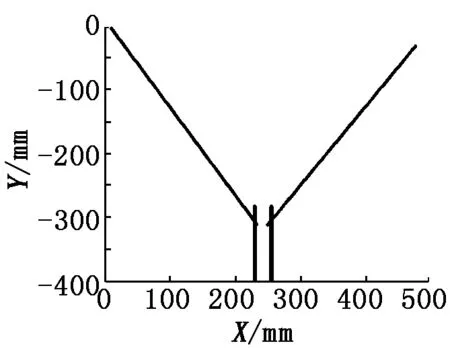
图3 最小二乘拟合后的结果

采用直线拟合,若y=φ(x)=a0+a1x,a0和a1满足如下法方程组:

(1)
即a0和a1是法方程组的解。
利用MATLAB平台可得到左上、左下、右上、右下边缘的4个拟合方程:
y=-1.371 9x+12.124 4;
x=232;
y=1.231 4x-621.375 7;
x=258。
因此,得到的两拐点的坐标分别为:(232,-306.156 4)、(258,-303.674 5)
焊缝两拐点之间的像素点距离ΔX=26、ΔY=2.5。
3 坡口焊缝实验数据的分析及修正
通过模拟实验验证基于CCD的管材坡口焊接焊缝识别系统的实效性,选用点焊好的管材工件作为模型,实验步骤如下:
(1) 把摄像机的物距设定为750 mm,利用焊缝识别界面设定采样时间为0.1 s,工件转速为8 r/min(周向),在焊接过程中管子旋转。利用CCD对转动中的工件进行垂直取像,采集72张图片。
(2) 通过识别算法提取出管材焊缝的宽度数据(图3中的两条线之间的距离)。
3.1 测量数据分析
实验得到的数据如图4所示。由图4可知焊缝识别系统在测量中出现了伪数据,造成这一现象的主要原因是焊点的噪声使得图像处理中的焊缝边缘定位出现了异常,表现为测量数据中出现了突变数据,这样的现象是不可避免的,但为了满足实际的焊接要求就必须把这些异常数据进行剔除。
图4中,包含伪数据的采样点一定是异常突变点,伪数据剔除的过程就是数据异常突变点的删除过程,算法实现步骤如下:
(1) 设向量A=[a1,a2,…,a71,a72],其中ai(i=1,…,72)为第i个采样点所对应的宽度数据,构造向量B=[a72,a1,a2,…,a71,a72,a1]=[b1,b2,…,b72,b73,b74]。
对乙酰氨基酚其实就是我们常说的扑热息痛、必理通或者泰诺林,它们都是含单一有效成分“对乙酰氨基酚”的退烧药。而人们熟知的以布洛芬为单一有效成分的药包括美林、芬必得等。
(2) 构造向量C=[c1,c2,c3,…,c70,c71,c72,c73],ci=abs(bi-bi+1)(i=1,…,73)。
(3) 再把C中的元素进行从小到大排列,取前64个元素中的最大值m(由图4可知,图中大部分相邻数据值没有异常突变,即可认为测试数据中至少有90%是可信的,那么对于72个数据而言,就是至少有64个数据是可信值),那么C中至少有两个大于2m的突变元素cj-1和cj(j=2,…,73),cj-1和cj所对应的采样点必定是伪数据,其中对应B中元素bj就是伪数据,因此将其剔除。
(4) 重复步骤2和步骤3,直到C中没有大于2m的元素为止。剔除伪数据的结果如图5所示。

图4 实验数据

图5 剔除伪数据的实验结果
3.2 测量数据修正
为了修正测量中的伪数据,对数据进行一维插值,用插值后的数据来修正伪数据采样点。一维插值可以分为基于快速傅里叶的插值和基于多项式的插值。
(1) 快速傅里叶插值的基本思想是先对输入的函数值进行傅里叶变换到频域,再用傅里叶逆变换把更多的点转为时域,从而达到增加采样点的目的。经傅里叶插值后的结果如图6所示,数据出现了很大的偏移而且曲线的平滑度差。
(2) 多项式插值法就是用给定的若干点上的函数值来构造f(x)的近似多项式函数φ(x),要求φ(x)与f(x)在给定点的函数值相等。n次代数多项式插值满足在n+1个节点上插值多项式φ(x)和被插值函数f(x)相等,而且插值多项式φ(x)的次数不超过n次。比较常用的一维插值是分段插值和三次样条插值。
由于分段线性插值采用直线连接了相邻点,曲线的平滑度较差,不具有一阶连续导数,故此处采用三次样条插值法。对数据进行三次样条插值后的,结果如图7所示。数据经过三次样条插值得到的插值曲线比较平滑,具有一阶连续导数。
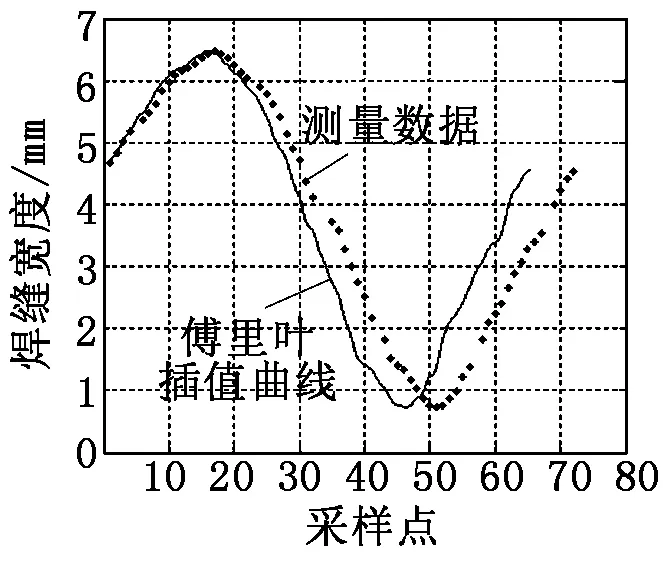
图6 傅里叶插值
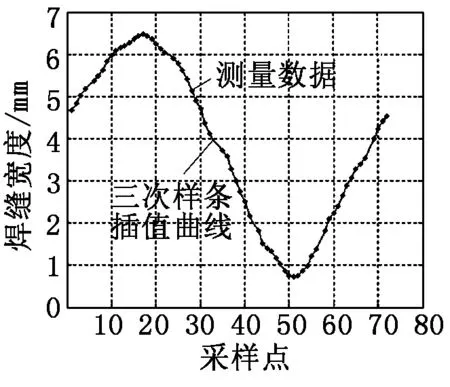
图7 三次样条插值
比较图6和图7可以看出,三次样条插值对数据的插值效果最好,对图像进行三次样条插值可以产生比较平滑的曲线,能够较好地实现对于伪数据点的修正。
4 结论
本文在焊缝图像处理流程中采取数学形态学运算,最终得到了有效的焊缝边缘图像。对实验数据剔除了伪数据,通过三次样条插值得到了较平滑的曲线,能够较好地修正伪数据点,修正后的数据和实际数据基本吻合,符合工程实际需求。
[1] 吴丹,刘修国,尚建嘎.数学形态学在图像处理与分析中的应用及展望[J].工程图学报,2003(2):120-125.
[2] 戴青云,余英林.数学形态学在图像处理中的应用进展[J].控制理论与应用,2001,18(4):478-482.
[3] 张翔,刘媚洁,陈立伟.基于数学形态学的边缘提取方法[J].电子科技大学学报,2002,31(5):490-493.
[4] 饶海涛.基于数学形态学的图像边缘检测[J].苏州大学学报(自然科学版),2004,20(2):42-45.
[5] Zhao Xiao dong. Mathematical morphological binary image real-time parallel processing using optical frequency filtering of complex-value kernel[J].Chinese J Lasers,1998,A25(11):1031-1034.
Data Analysis and Data Correction of Butt Weld Image
ZHOU Hou-xin1, CHEN Yue-qiang1, WANG Zhi-yuan1, DI Jiong1, HUO Ping2
(1.Yisheng College, Hebei United University, Tangshan 063009, China; 2. College of Mechanical Engineering, Hebei United University, Tangshan 063009, China)
In accordance with the characteristics of the butt weld image,this article designs the gray-scale morphological close operation, binarization and Canny operator for edge detection and uses the researching method to extract the image character to record the edge coordinate of welding line. Because of the solder joint making the weld edge positioning noise in image processing abnormally, there are some mutation data appear. Using the algorithm to eliminate false data, this article finally uses cubic spline interpolation to modify data to get a continuous derivative first-order interpolation curve, the correction of pseudo data points are realized, which is of great value to the engineering practice.
weld; feature extraction; data correction; image data analysis
1672- 6413(2015)06- 0029- 02
2015- 01- 28;
2015- 09- 11
周厚新(1992-),男,湖南株洲人,本科在读,专业为机械设计制造及其自动化。
TN911.73∶TG44
A
