酸洗工艺对铝合金镀银质量的影响
2015-12-05李宝增张颖杰王战辉张柳丽
李宝增, 张颖杰, 刘 畅, 王战辉, 张柳丽
(1.平高集团有限公司,河南 平顶山 467001;2.河南平高电气股份有限公司,河南平顶山 467001)
引 言
高压开关大量使用铝合金作为导电部件。为了提高开关的安全性能,在零部件接触部位一般都采用镀银处理,镀银层的质量对于高压开关件的性能至关重要。由于材质不合格或前级加工遗留问题,镀银层经常发生质量不合格的现象,如气泡、起皮,致使镀银层与基材的结合力相当差,在接通与断开电流时,接通部位接触电阻较大,引起发热过多,温升过高,影响了开关的安全运行。由于镀银层结合力不良而造成零部件报废,给企业造成了巨大的经济损失。随着人们环保意识的提高,传统的铝合金电镀前高污染、高挥发的酸洗处理工艺受到社会的密切关注,开发了含氢氟酸的前处理工艺取代原酸洗工艺,取得了一定成绩,并开始应用于个别牌号基材种类且体积较小的零部件上。但对众多牌号的铝合金及较大的零部件,仍存在局限性[1]。为了提高铝合金镀银层的结合力,减少企业经济损失,进一步研发出新型前处理酸洗工艺,扩展到6XXX系列铝合金,都获得了极佳的酸洗效果。实验为提高镀银工艺水平提供借鉴。
1 铝合金前处理酸洗溶液配置
铝合金件镀银层起皮绝大多数为前处理不良,前处理不良的原因可以归纳为以下几种类型。
1)成分偏析。在热处理过程中,合金化元素会造成成分偏析,局部合金化元素或杂质会较多。如高硅铝合金容易存在元素硅的偏析,在酸洗时采用单一的高硅铝合金的酸洗方式(含氢氟酸的酸洗液),或一般低硅铝合金采用的无机酸酸洗方式效果都不合适。
2)机加工缺陷。如6XXX系列的锻造铝合金,锻造成型过程中受到模具限制,沿着受力方向的部位会有一定的残余应力存在,如果没有配合合理的热处理方式,铝合金中的残余应力会影响到酸洗效果,酸洗处理时铝合金表面颜色不一致是最明显的特征,在后续镀银时将会由于应力释放而造成镀银层出现气泡和起皮现象。
3)渗入基体的有机冷却液。如轧制成型的零部件,前级加工过程中,如果采用有机冷却液,冷却液一旦渗入合金内部,或者零部件比较复杂,常规的无机酸酸洗,极难除去有机分子,残留的有机冷却液在镀银时影响到镀银层的质量[2]。另外针对一些铝合金所含的难溶元素,如部分高铜含量的2XXX系列铝合金,部分富镁、富锌含量的5XXX系列铝合金,部分富锌含量的7XXX铝合金,都需添加一定含量的针对性酸洗溶液成分。
综上所述,结合目前国内外提出的环保电镀与清洁生产的要求,本文开发一种新型前处理酸洗工艺,酸洗溶液有效成分包括碳酸盐、柠檬酸等。碳酸盐的作用是缓蚀,保护铝合金基材;柠檬酸的作用是降低溶液硬度,去除铝合金表面氧化皮,辅助去除油污;去污剂的作用是去除油污;光亮剂的作用是提高铝合金酸洗后的表面质量。复合助剂中,螯合剂(EDTA四钠)与金属离子螯合,去除金属离子;剥离剂、乳化剂和活性剂的作用是去除油污;分散剂的作用是提高溶液的分散均匀度,使结构复杂的零部件也能达到良好的除油污效果;缓释剂的作用是缓释,保护铝合金基材。本发明的铝合金酸洗剂,采用碳酸盐、柠檬酸、去污剂、复合助剂、光亮剂与水进行复配,保证酸洗彻底去除铝合金表面油污、金属离子和氧化皮。该溶液无色无味,不挥发,可以改善生产车间的环境质量,提高镀银层质量与一次镀银合格率。
2 实验设备及材料
2.1 实验材料
实验基材首先选择了存在成分偏析,前级加工过程中采用有机溶液做冷却液的锻铝合金6063零部件。然后扩大到1XXX、2XXX、5XXX与7XXX系列铝合金。
新型前处理溶液组成为:去除氧化皮0.5%NaNO3,去污剂 0.55%NaOH,0.55% 柠檬酸,0.1%乳化剂EDTA四钠,剥离剂0.1%硬脂酸三乙醇胺酯季铵盐,分散剂0.2%十二烷基硫酸钠,光亮剂0.2%聚乙二醇400,余量为水。
镀银电解液配方,37~46g/L氰化银,123~156g/L氰化钾,20g/L碳酸钾,20ml/L光泽剂(含金属元素锑)。θ为20~35℃。
2.2 实验方法
采用三种前处理工艺对铝合金零部件进行酸洗,具体工艺如表1。

表1 实验采用的三种工艺
整个实验过程采用佳能DS126231型号相机。拍摄外观效果。零部件表面成分分析采用尼通Niton-XL3t 980型手持式光谱分析仪进行,在零部件表面正常区域与缺陷区域各取3点,最后取平均值。镀银结合力根据国标GB12307.2-1990采用101-2A型鼓风干燥箱,在(190±5)℃加热2 h,观察镀银层起泡状况,起泡多则为结合力差,不起泡为优。
3 实验结果
3.1 传统酸洗后镀银工艺
材质为6063铝合金支座类零件,在生产线上酸洗后,整个零件表面出现严重的圆斑,且每一件零件沿着支座的侧面两个部位酸洗后呈现黑色。反复酸洗,无法清除干净,晶粒明显可见,异常粗大,达到了厘米级,且零部件黑色位置表面有挂灰现象。镀银后沿着黑色部位结合力极差,镀银层搁置一段时间首先出现了气泡,随着时间延长,镀银层就会起皮,如图1所示。说明用原酸洗工艺无法将零件酸洗干净,原因是由于锻造过程中产生的应力造成了晶界极易被腐蚀出来,应力的逐步释放引起镀银层与基体的结合界面处晶粒进行调整,最终使得镀银层与基体产生分离现象,镀银层气泡。

图1 传统酸洗与镀银层表面照片
3.2 高氢氟酸溶液酸洗后镀银工艺
实验采用了高氢氟酸含量的酸洗方式,氢氟酸质量分数达到了10%。在生产线上酸洗后,观察零件表面,在前者发黑部位没有出现发黑与挂灰现象。说明采用氢氟酸溶液酸洗后对于黑色部位酸洗起到了一定的作用。镀银后,没有气泡和起皮现象发生。进行结合力测试,镀银层产生了大量较小的气泡,如图2所示。

图2 高氢氟酸的酸洗与镀银层表面照片
3.3 新型前处理后镀银工艺
首先对铝合金零部件进行适当的热处理,具体方式为190℃加热2h。
新型前处理工艺酸洗流程的效果如图3。铝合金酸洗之后,表面在正常的镀银工艺中呈现发黑的部位,晶粒仍旧明显可见,但在整个零部件表面没有挂灰现象,如图3(a)。在随后的浸锌过程如图3(b)、预镀铜如图3(c)、预镀银如图3(d),烘干如图3(e~f),镀银层状况良好,镀银层没有气泡与起皮现象。镀银过程跟踪统计结果如表2。

图3 新型前处理酸洗后镀银层外观照片

表2 检测内容及依据
新型前处理酸洗工艺分析。1)油污酸洗。铝合金零部件表面的油污主要有动物油、植物油和矿物油。去除这些油污主要通过乳化剂、分散剂与柠檬酸的润湿、乳化和分散作用来实现。首先乳化剂、分散剂与柠檬酸能迅速溶解油污,并穿透油污到达金属表面与油污的交界面定向吸附使油污松动、乳化、分散,在分子热运动和机械力作用下,将油污拉入酸洗液中,从而脱离金属表面。2)三氧化二铝金属氧化皮酸洗。溶液中的柠檬酸与硝酸盐很容易与之反应,生成可溶性盐,从金属表面除去。3)偏析元素硅的酸洗。在乳化剂、分散剂与柠檬酸的共同作用下,从金属表面脱落下来。
为了进一步找到零部件气泡、起皮的原因,实验从零部件上选择黑色条带范围与一般位置分别取三个点,采用尼通手持式金属分析仪进行测试,结果如表3所示。在黑色部位,硅含量过高;而一般的部位则是接近正常铝材6063。因为高硅铝合金与低硅合金的镀银前处理方式不同,所以采用一般的酸洗前处理方式无法完全酸洗干净,而采用新型前处理工艺,综合考虑基体材料可能存在的成分偏析,实现对铝合金的彻底酸洗。
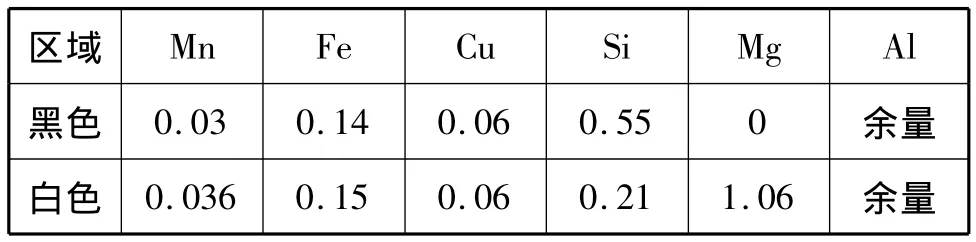
表3 铝合金不同位置成分测定(%)
新型前处理工艺经过 1XXX、2XXX、5XXX、6XXX和7XXX铝合金酸洗实验,均提高了镀银前处理的质量,保证了镀银层结合力,满足使用要求,可以在大批量生产中使用。
4 结论
1)铝合金电镀前新型前处理溶液成分为:0.5%NaNO3,0.55%NaOH,0.55% 柠檬酸,乳化剂0.1%EDTA四钠,剥离剂0.1%硬脂酸三乙醇胺酯季铵盐,分散剂0.2%十二烷基硫酸钠,光亮剂0.2%聚乙二醇400,余量为水。具体工艺流程为:热处理→水洗→新酸洗工艺→水洗,可以满足1XXX、2XXX、5XXX、6XXX 和7XXX 铝合金镀银前处理要求,是一种极具前途的新型酸洗工艺。
2)新型前处理溶液无色无味,不挥发,可以改善生产车间的环境质量,符合电镀生产的环保趋势。此工艺适用铝合金零部件的前级加工方式范围广,不同的热处理方式,不同的机加工方式及比较复杂零部件电镀前处理的技术要求。
[1] 张跃庭,王永.铝合金环保型前处理工艺研究与应用[J].现代商贸工业,2013,(18):191-192.
[2] 罗耀宗.提高铝合金电镀结合力的探讨[J].电镀与精饰,2003,23(31):11-12.