万立制氧机组增加氮气产量实践
2015-12-04于久明杨宗翰冯志超
于久明,杨宗翰,冯志超
(鞍钢集团朝阳钢铁有限公司,辽宁 朝阳 122000)
鞍钢集团朝阳钢铁有限公司能源动力厂制氧作业区配置3台万立制氧机,于2008年由鞍钢集团氧气分厂移地改造,2010年10月投产,满足200万t钢产能的需要(含富氧3%)。随着企业生产规模的发展,生产运行对产品氮气的需求逐渐趋于稳定,从试生产发展到达产、达效,至2012年鞍钢集团朝阳钢铁有限公司2台制氧机生产氧气用量基本维持在运行状态,而氮气用量增大至正常生产水平时,需3台制氧机组全部运转。因此,挖掘工艺环节潜力,减少氮气消耗,增加制氧机组氮气产量,才能实现节能降耗、满足公司生产的需要。
1 10000m3/h制氧机组的现状
鞍钢集团朝阳钢铁有限公司能源动力厂制氧作业区现有3套制氧机组,设备型号分别为KDONAr-11000/11000/320、KDONAr-11000/11000/320、KDON-10000/10000,其中1#和2#制氧机组为分子筛流程,由四川空分设备有限公司制造;3#制氧机组为板式切换流程,由杭州杭氧股份有限公司制造,具体设备产能及平衡表见表1。
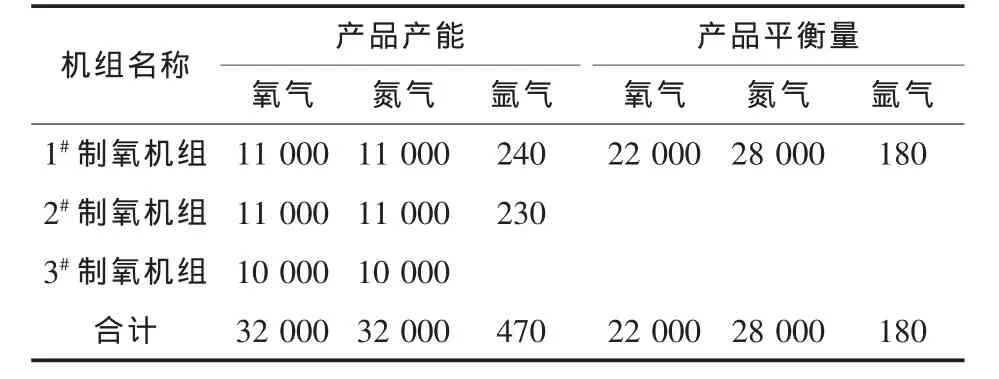
表1 设备产能及平衡表(m3·h-1)
从表1可以看出,在钢产量200万t情况下,需要3套制氧机组运行满足公司生产用氧、氮、氩的需要,其中1#制氧机组配备的原料空压机型号为DH80-21型、功率为54 00 kW,沈阳鼓风机厂制造;2#制氧机组配备的原料空压机型号为VC11-04型、功率为5900kW,日本神户制造;3#制氧机组配备的原料空压机型号为DH80型、功率为54 00 kW,沈阳鼓风机厂制造;而如果仅启动1#、2#两套制氧机组运行,则氧气、氩气均可满足需求,而氮气量存在缺口,实际按照分子筛流程进行计算,氧、氮产量比可达1∶2.5,造成实际送出产量不足的原因是1#和2#制氧机组产品氮气一路送入氮压机提压,输送给用户,而另一路产品氮气需与污氮共同进入水冷塔,降低冷却水温度,以使空气进入分子筛的空气温度≤15.5℃,利于分子筛吸附空气中的二氧化碳、乙炔、碳氢化合物,水份等,确保空分塔精馏的安全性。
2 制氧机组增加氮气产量可行性分析
虽然在全国其他钢铁企业中,提高氮气产量的方法已有先例,但是,鞍钢集团朝阳钢铁有限公司能源动力厂要进行改造仍需结合自身生产实际情况。
依据公司生产用能的需要,考虑到降低成本、达到节能、降耗的目的,启动二套制氧机组氮气不够,就要通过对空气预冷系统改造,将此环节中的氮气替换出来,用于外送。而冷却常温水的原料气来自空分的部分污氮气体,其流量为12 000 m3/h、压力为16.5 kPa(其余污氮应用于分子筛再生和冷箱充气)和部分产品氮气,其流量为11 000 m3/h、压力为16.8 kPa。空气预冷系统简易流程图见图1所示。
图1中空分产品氮气与污氮主要作为冷却常温水的原料气,使来水温度降低到≤15.5℃。如果把这部分氮气替换出来,就会影响水温的变化,导致空气进入分子筛温度升高,尤其在夏季环境温度偏高时,这种现象更为严重,使分子筛吸附效果降低,不利于空分塔精馏的安全性。
分子筛流程中,空气自空压机Φ630 mm×6 mm管道进入空冷塔AT1101,先同常温水进行换热冷却,由外部供水,经常温泵1#环水泵(2#环水泵)提压,流量为125 m3/h,经过塔内的气液逆流接触换热,空气为减湿降温过程,传热方向均由空气传给水;冷却后再经过低温泵1#冷水泵(2#冷水泵),流量为30 m3/h,进行二次冷却,而水的出塔温度将可能高于进塔空气露点,塔底的传质是由水传给空气,而塔顶的传质是由空气传给水,故在全塔内传质方向是不同的。在改变传质方向的塔截面处,水温将等于空气露点,空气温度降低≤15.5℃,送入分子筛纯化系统进行净化,而仅通过常温水无法冷却至此温度。空气进入空冷塔要增加水冷塔,使用氮气及污氮将常温水冷却为低温水,对水冷塔而言,当未饱和的冷污氮从塔底进入,与塔顶加入的热水逆流接触时,污氮在塔内被加热增湿,水在塔内被冷却。在塔顶,污氮被加热的极限是进塔水表面的饱和湿污氮状态。实际上,由于存在传递阻力,污氮出塔温度将低于进塔水温,故进塔水的温度与其表面上的饱和湿度必然大于出塔污氮的温度和湿度。于是塔顶的传热和传质都是从水传给污氮。在塔底,水被冷却的极限是污氮进塔状态下的湿球温度,而实际出塔水温要高于湿球温度。但因进塔污氮是未饱和的,湿球温度低于污氮温度,故出塔水温将有可能低于进塔污氮温度。在此情况下,塔底的传热由污氮传给水,而传质仍然是水传给污氮。从而可知在全塔内,传质方向都是由水传给污氮,故污氮在塔内是增湿过程;而传热方向是不同的,在塔内某一截面处改变传热方向,此处的污氮温度等于水温,但在全塔内仍是冷却过程。这样产生低温水,再使用低温水冷却空冷塔空气,使之达到工艺要求。
综合分析论证,如果分离出这部分氮气,最有效的方法就是考虑增设水冷机组冷却经污氮冷却的低温水,使之达到设计要求。经论证分析,该方案具备实施可行性,因此还需结合鞍钢集团朝阳钢铁有限公司实际生产参数,经计算进行进一步论证。
3 方案计算
3.1 空气预冷系统参数
空气预冷系统参数见表2所示。

表2 空气预冷系统参数
3.2 热力计算
(1)冷凝热计算
干空气质量流量为:
式中,G1为加工空气量,G1=59 000 m3/h。
冷凝水量为:
式中,△H为出水冷塔下段空气与出空冷塔空气含湿量差值,△H=0.011 kgH2O/kg
冷凝热为:
式中,γ0为水汽化潜热,γ0=2 498.3 kJ/kgH2O。
上段空气显热计算如下:
显热即空冷塔中水直接换热带走的热量。
上段湿空气的平均温度为:
式中,t2a为空气出空冷塔下段的温度,℃,t2a=t7+1.5=30.5℃,t7为冷却水上水温度,为29℃;t3为空冷塔出口温度,t3=15.5℃。
湿空气比热为:
式中,H为tas温度下空气含湿量,H=0.015 kgH2O/kg
空气出空冷塔下段的温度为:
显热为:
热负荷(空冷塔上段总热量)为:
(2)水冷机组测算
上段水温升为:
即冷冻水进空冷塔水温为:
式中,t15为空冷塔中段冷凝水回水温度,为23℃;c为水的比热容,c=4.2 kJ/(kg·℃);m为冷冻水进空冷塔水量的质量,m=30 000 kg。
因此,为满足空冷塔内空气温降,水冷塔中水将由29℃降至13.7℃释放热量。
在不使用水冷机组情况下,
式中,Qw与空冷塔上段空气显热在将去水冷塔氮气分离出之后,水冷塔再生气量降至12 000 m3/h,则:
式中,G4为水冷塔氮气、污氮总量,为23 000 m3/h。
水出水冷塔温度为:
因此,需要水冷机组将温度降至13.7℃,水冷机组制冷量至少为921 991 kJ,即需要256.1 kW的水冷机组。
鞍钢集团朝阳钢铁有限公司通过实施改造,经污氮冷却的低温水在经过水冷机组冷却后能够达到工艺需求;低温水在空冷塔充分热交换,最终使空气进入分子筛温度≤15.5℃,确保了生产工艺的需要。
4 制氧机组增加氮气产量的措施及效益
4.1 增氮措施
通过对空气预冷系统替换氮气分析确定,该方案满足公司生产氮气供给。结合水冷塔本身的流程,综合考虑决定,在1#和2#制氧机组空气预冷系统的1#冷水泵、2#冷水泵出口管道增设水冷机组,确保水冷塔水温进入空冷塔达到≤15.5℃,改造后空气预冷系统流程示意图见图2。图2中虚线框为新增水冷机组。经过夏季实际检验,完全满足工艺环节的需要,从而使氮气全部替换出来,因此启动二套制氧机组可满足公司生产用能的需要。
每台制氧机组氮气设计压力为16.8 kPa,流量为11 000 m3/h,将去水冷塔的氮气分离出来,氮气产量达到22 000 m3/h。由于氮气产量增加,产品氮气并网管道阀门由原来的DN250阀门改为DN400阀门,使增加的氮气产量全部送入管网,并利用产品压缩机提压将氮气输送给用户。
空气预冷系统替换氮气改造前与改造后产能对比见表3所示。
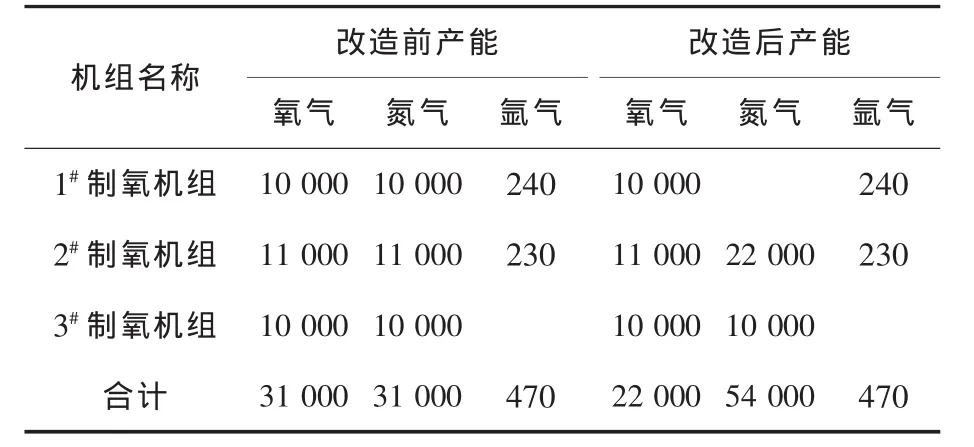
表3 改造前与改造后产能对比表(m3·h-1)
由表3可知,改造后制氧机组氮气产能增加,不仅达到了节能的目的,又满足了公司生产氮气用能的需要,空分工况精馏稳定、参数正常。
由于氮气从空气预冷系统中分离出,可以灵活调整制氧机的运行,在高炉生产不富氧的情况下,可以开1台制氧机组;高炉富氧时启动2台制氧机,均少开1套制氧机组。
4.2 效益计算
(1)投资
以30日内死亡率为评价终点,参考赵伟英所著研究报告,以NEWS评分结果作为标准,对比两种评分法在危重症预测上的一致性[3]。
水冷机组需80万元,氮气送出旁通阀需5万元,合计费用为85万元。
(2)效益
为了满足鞍钢集团朝阳钢铁有限公司生产要求,单台制氧机组运转时,日耗电量为30万kWh;2台制氧机组运转时,日耗电量为50万kWh;3台制氧机组运转时,日耗电量为65万kWh。
高炉未富氧时需要单台制氧机组运转,日节电量为50-30=20万kWh,电价为0.653元/kWh,日节约13万元。
高炉富氧时,2台制氧机组运转可满足鞍钢集团朝阳钢铁有限公司生产要求,日节约电量为65-50=15万kWh,日节约 10万元。
按2012年公司实际生产情况,第一季度高炉未采用富氧,合计90天,二季度开始采用高炉富氧,合计270天。
年效益为:
年纯利润为:
5 结语
鞍钢集团朝阳钢铁有限公司能源动力厂依靠技术进步,挖掘设备的自身潜力,发挥设备整体优势,通过新增水冷机组技术改造,提高制氧机氮气产量技术上可行,通过水冷机组将水冷塔用氮气替换出来并外送,能够大幅提高设备效率、提高产品产能;在经济性上投资小、收益大,年纯利润达3 785万元,为同类制氧机提供借鉴。