5A06薄板铝合金的手工钨极氩弧焊工艺研究
2015-12-03李常青
■李常青 樊 虎
一、引言
铝合金具有较高的比强度,导电性、导热性以及良好的耐蚀性,因此,在航空航天、机械制造、电工、化学工业和某些特殊的应用场合得到大量的应用。5A06铝合金是Al-Mg系非热处理强化防锈铝合金,其可焊性很好,通常作为焊接结构材料使用。
5A06铝合金焊接时有以下特点:1.表面极易形成一层难容的氧化膜,焊接时若不能有效清除易出现未焊透、未熔合、夹杂和气孔等缺陷;2.其导热性强而热容量大,必须采用能量集中的热源;3.线膨胀系数大,焊接时易产生变形,在拘束应力下易导致裂纹;4.焊接接头易出现抗拉强度偏低,塑性不足。现目前,铝合金焊接方法主要有氩弧焊、电阻焊、电子束焊、电渣焊和钎焊等。其中,钨极氩弧焊是在惰性气体氩气的充分保护下进行焊接,阻止空气中有害气体的倾入,能够获得性能较好的焊接接头,焊缝成型美观。手工钨极氩弧焊是当前应用最广泛的一种焊接方法。
通过不断深化和完善,其在焊接铝合金时具有以下优点:1.防止空气侵入,接头处不受氧、氮及氢的侵蚀,可获得高质量的焊缝;2.避免焊缝中生成夹渣和气孔;3.焊缝及构件的收缩量很小;4.焊接接头的力学性能和抗蚀性能大大提高;5.对构件准备工作要求不高,焊接操作简单。
本文针对某型号5A06铝合金产品焊接问题,对试板进行了不同工艺参数条件下的手工钨极氩弧焊焊接,设计了焊接工装夹具,获得了理想的工艺参数,焊接接头性能达到指标要求。通过本次试验,为我厂某产品实际焊接提供了试验数据支持,也为5A06铝合金手工钨极氩弧焊提供了技术参考。

表1 5A06铝合金化学成分(质量分数)(%)
二、试验材料和方法
试验材料为400mm×80mm×5mm规格的5A06铝合金板材,示意图如图1,手工钨极氩弧焊填丝为φ3.0的铝镁焊丝。表1给出了5A06铝合金化学成分。其室温抗拉强度为320MPa。
焊接设备为交流氩弧焊机,试板采用平板对接接头形式,试验前将待焊的试板进行碱洗处理,在烘箱中烘干后按照表2给出的6组焊接工艺参数进行手工钨极氩弧焊接。其中保护气体为99.99%的氩气,焊接时气流量为8L/min。焊接时先进行点焊,然后进行坡口正面焊接,然后用砂轮对背面进行打磨,去掉氧化膜后进行背面焊接。
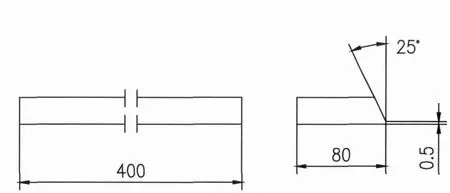
图1 试板加工示意图
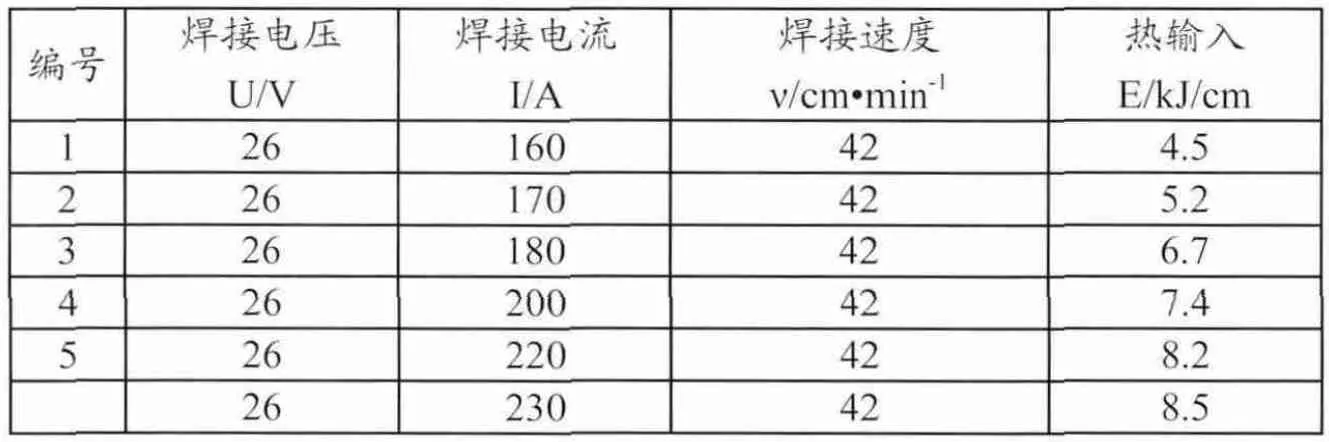
表2 焊接工艺参数
焊后将外观成型好的焊缝按照QJ2698-95 Ⅰ级进行X光透视检查。为了考察手工钨极氩弧焊焊接接头在常温下的力学性能,对于无缺陷的试板,按照GB/T 2651-2008加工成拉伸试样,并进行拉伸试验。每一试板加工5个板拉伸试样,取其平均值为最终抗拉强度值。
三、焊接工装夹具的设计

图2 平板对接示意图
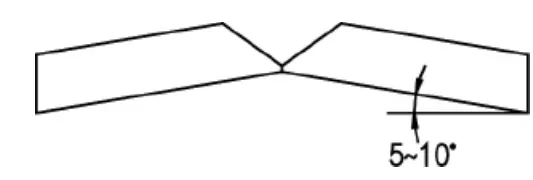
图3 预变形对接示意图
5A06薄板焊接易变形,通过焊后进行人工时效可消除残余应力,保证接头强度。按照图2平板对接进行手工钨极氩弧焊焊接,焊后发生先焊面受压应力的变形。经过人工时效后,并未消除焊接变形。为减小焊接变形,按图3在点焊时给5°~10°预变形,焊后进行人工时效后,存在轻微变形,且预变形角度的控制也难以达到最终尺寸精度要求。为进一步防止或减少工件的焊接变形,设计了简易的工装夹具,示意图如图4所示。使用工装夹具焊接后进行人工时效,能控制试板的焊接变形,满足尺寸精度要求。

图4 使用夹具对接示意图
四、不同工艺条件下,接头抗拉强度结果分析
通过使用工装夹具,并按照表2工艺参数进行手工钨极氩弧焊焊接,获得6个焊接接头,分别给每一接头打上1到6的编号。通过X光透视检查发现所有编号的接头都未出现裂纹、气孔等缺陷,都具有成型性较好的焊缝。影响焊接接头质量的工艺参数主要有气体流量和焊接电流。
99.9%的高纯氩惰性气体可以保护熔池不被氧化,气流量又对工艺性能和最终焊缝成型有重要影响。气流量过大会使熔池“翻浆”,周围空气容易卷入熔池,保护效果不好;气流量过小,排除周围气体的能力也减弱,同样使保护效果降低。通过调整,焊接时气流量选择8L/min时能达到最佳效果。
焊接热输入对接头成型和最终性能有直接影响。热输入过大,容易出现过烧、大的焊接变形、热影响区晶粒粗化等现象。热输入过小,熔池停留时间短,不利于熔池中氢的逸出,容易获得淬硬的组织。公式(1-1)为焊接热输入公式:

式中:E为焊接热输入,J/cm;U为焊接电压,V;I为焊接电流,A;ν为焊接速度,cm/min。
由公式(1-1)可知,焊接热输入与电压电流成正比,与焊接速度成反比。在实际焊接过程中电压变化不大,选择的焊接速度一定,那么焊接热输入主要由焊接电流决定。通过研究焊接热输入和试板抗拉强度之间的关系,可找到最优化的焊接参数以满足接头的使用性能。
通过对6组试板进行拉伸试验,取试验获得的5个抗拉强度值的平均值作为每一工艺参数条件下抗拉强度。图5给出了这6组不同工艺参数下所得焊接接头的抗拉强度。
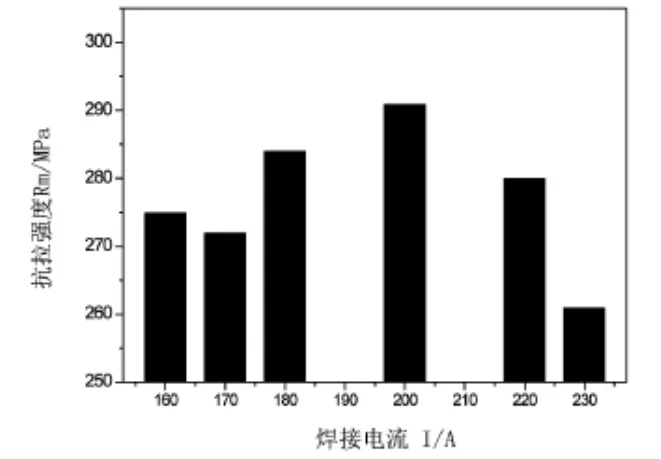
图5 不同焊接电流下接头抗拉强度
由图5可知:焊接电流为200A时获得接头抗拉强度最高,其值为291MPa,为母材抗拉强度的90.6%,其表现出最好的接头抗拉强度。选择焊接电流为200A时工艺参数为最终的产品焊接工艺参数。
焊接电流分别为160A、170A、180A时,接头抗拉强度变化不大分别 为 275MPa、272MPa、284MPa, 分别为母材抗拉强度的85.9%、85%、88.5%。虽然这3组表现出了较好的抗拉强度,但比焊接电流为200A时接头抗拉强度低。
焊接电流为220A、230A时的接头抗拉强度较焊接电流为200A时接头抗拉强度小,分别为母材抗拉强度的87.5%、81.6%,随着焊接电流的增加,接头抗拉强度有明显减小趋势。焊接电流是决定焊缝熔深的最主要参数,随着电流的增加熔深增加,同时使热影响区加大,接头出现软化现象,强度降低。
五、结论
1.5mm厚5A06铝合金试板采用手工钨极氩弧焊时产生焊接变形,通过设计简易焊接工装后,能有效控制焊接变形,满足后续尺寸加工精度要求。
2.通过设计6组不同焊接工艺参数,对铝合金试板进行手工钨极氩弧焊焊接,均获得成型良好的焊接接头。其中焊接电流为200A时,接头抗拉强度达到母材抗拉强度的90.6%,表现出较好的力学性能,从而也将焊接电流为200A时的工艺参数作为实际产品焊接工艺参数。
[1]中国机械工程学会焊接学会.焊接手册(第二版)[M].机械工业出版社.2007.7:507-519.
[2]曾乐.现代焊接技术手册[M].上海科学技术出版社.1996:243-281.
[3]王继长,向严君。5A06铝合金薄壁贮箱焊接[J].火箭推进2010.10:50-53.
[4]刘红伟,王法科等.5A06铝合金焊接接头性能研究[J].兵器材料科学与工程.
