造纸助剂用于纸浆模塑制品表观性能的改善
2015-12-02张新昌
汪 欣, 张新昌*,2
(1.江南大学机械工程学院,江苏无锡214122;2.江南大学江苏省食品先进制造装备技术重点实验室,江苏 无锡214122)
随着现代工艺技术的不断发展,纸浆模塑制品已成为公认的绿色包装材料。其缓冲性能优越,原料来源广泛,成本低廉,包装整体性好,且具有优良的环保特性,因此具有广阔的市场和发展前景[1-3]。随着纸浆模塑制品的推广应用,消费者对其生产提出了越来越高的要求,希望纸浆模塑制品表面光洁平整无杂质、具有良好的视觉效果和缤纷的色彩等[4-5]。因此,研究解决纸模制品生产中困扰已久的表观不足问题对提高国民经济的水平、促进国民经济发展具有现实意义。
本研究拟借助常用于造纸浆内施胶的助剂AKD、CS和CPAM对纸浆悬浮液作用,通过控制各助剂的添加量研究其对纸浆模塑制品表观平滑度和匀度的影响,以期获得改善纸模表观性能的最优助剂配方并用于指导实际生产。
1 实验与方法
1.1 试验原材料
制浆原料,国产废旧单面瓦楞纸板;AKD乳液,阳离子型高分子化合物,固含量 (15±0.5)%,青州金昊化工有限公司;HSCS-02季铵型阳离子玉米淀粉,聊城市高科化工有限公司;阳离子聚丙烯酰胺(CPAM),分子质量2 000万,固含量≥90%,河南巩义市东佳净水材料有限公司。
1.2 试验仪器
试验仪器如表1所示。
表1 实验仪器及设备Tab.1 Experimental apparatuses and equipments
1.3 试验材料制备方法
平板状纸浆模塑制品制备工艺流程:浸泡废纸→碎浆→洗浆→配浆→添加助剂→搅拌均匀→成型→脱模→干燥→整形→恒温恒湿处理。
将国产废旧单面瓦楞纸板撕裂成约25 mm×25 mm的碎片,在水中浸泡约12 h进行碎浆、过滤和清洗,并添加适量的蒸馏水配成质量分数为1%的纸浆悬浮液,分别加入不同质量且预先制备好的CS糊化液、CPAM或AKD乳化液;在300 r/min的速率下搅拌均匀,加入纸浆模塑成型机的储浆池,固定好指定小型模具,进行纸浆模塑试样成型并脱模。在85℃条件下干燥2 h至试样含水率约为30% ~35%[6]后取出,在XLB 400×400平板硫化机上经整形得到试验试样。按照《GB/T 10739—2002纸、纸板和纸浆试样处理和试验的标准大气条件》对试样进行恒温恒湿处理后[7],按要求取样并进行性能测定。
CS糊化液的制备过程:称取一定量的CS粉末,加入适量的蒸馏水配成质量分数为4%的淀粉溶液,放置90℃恒温水浴锅中以300 r/min进行充分搅拌,恒温水浴20 min左右,加入一定量的蒸馏水将糊化液稀释到质量分数为1%,60℃ 保温备用。
1.4 试样性能测试方法
平滑度是纸和纸板的表面性质之一,它是评价纸和纸板表面凹凸程度的技术指标,是表示纸和纸板表面平整、光滑的物理量[8]。纸制品的表观平滑度指纸制品表面在自由状态下的平滑度[9]。平滑度的概念也同样适用于评价纸浆模塑制品的表面性能。作为工业包装用品的纸浆模塑,若拥有较好的平滑度,则能给消费者在视觉上以舒服、高档、有质感等美的感受。
匀度是指纸制品表面的均匀性。纸张的匀度定义为纸张在一定面积上质量或定量的真实分布情况。如果分布是均匀一致的,则称纸张匀度好;如果分布是参差不齐,则称纸张匀度是差的。纸制品的匀度是评价其质量的一个很重要指标,匀度不但影响制品外观,同时也影响到制品的物理性能和光学性能。好的匀度是纸制品取得优美外观和良好强度的必要条件[10]。
1.4.1 表面平滑度测试 对于同一接触表面而言,比较两个不同纸模制品的平滑度即相当于比较这两个制品分别与该特定接触表面间的摩擦系数,其中摩擦系数低的则代表其表观平滑度更好。本研究中,将通过测定不同纸浆模塑试样针对某一特定纸面的摩擦系数来表征该试样的平滑度。
采用 MXD-01型摩擦系数仪器,按照《GB10006—88塑料薄膜和薄片摩擦系数的测定方法》[11],将平板状纸模制品裁成63 mm ×63 mm的尺寸,测试其摩擦系数,每组取3个试样进行测量,然后取平均值。
1.4.2 匀度指数测试方法 目前评价匀度最简单最直观的方法为目测法,即将要检查的纸样迎光目测,观察纸样透光的情况,通过明暗对比,分辨出絮凝的纤维块的厚薄大小及相互间的距离,并和企业自定的相关标准纸样对比来评判是否合格。但这种方法没有数据,很难准确进行评定。

结合本研究现有的试验条件,测定纸模制品表观匀度时采用的具体方法为:从所制得的纸模试样的中间部位,裁切出56 mm×56 mm的方块,并划成4×4,即边长为14 mm的小方格,用高精度的分析天平测定每个小方格的质量,获得16个定量数据,再求取平均定量G和标准偏差S,并通过上述公式来计算匀度指数,每组试验做3个试样进行测定。
2 结果与讨论
2.1 AKD用量对纸模制品表观性能的影响
在制备好的质量分数为1%的纸浆悬浮液中分别添加不同质量的AKD乳液,使其固体用量(相对于绝干浆的用量)分别为:0.1%,0.2%,0.3%,0.4%,0.5%,制成试样后分别测定其表观性能。AKD用量对纸模制品表观性能的影响如图1所示。

图1 AKD添加量对纸模制品表观性能的影响Fig.1 Effect of the AKD amount on apparent performance of molded pulp products
从图1可知,在制备纸浆模塑试样的浆料中加入AKD可以有效改善其表观平滑度,其较好的用量为0.2% ~0.3%,且加入AKD后试样的表面匀度也有所改变,在0.1% 时效果最佳;当AKD用量相对于绝干浆质量比超过0.4% 后,与AKD反应的纤维已达到饱和状态,无法进一步提高制品的成型匀度。综合考虑确定AKD的添加质量分数为0.15% ~0.25%。
经进一步测定,当AKD添加质量分数为0.25%时,其表观平滑度为0.363,匀度指数为2.278。结合本试验及文献阅读结果[13-16],确定在后续考察其他助剂与AKD共同作用以改善纸模制品表观性能的效果时,采用的AKD添加质量分数为0.25%(针对绝干浆的质量比,下同)。
2.2 CS用量对纸模制品表观性能的影响
向质量分数为1%的纸浆悬浮液中分别加入质量分数为1%的CS糊化液(相对于绝干浆的用量)1%,2%,3%,4%,5%,并加入质量分数0.25%的AKD乳液,搅拌均匀后制成试样并测定其表观性能。CS用量对纸模制品表观性能的影响如图2所示。

图2 CS添加量对AKD改善纸模制品表观性能的影响Fig.2 Effect of CS amount on AKD improving apparent performance of molded pulp
从图2可看出,与空白试样(仅添加AKD)相比,当CS相对于绝干浆的添加质量分数从1% 到4%的范围内变化时,试样的摩擦系数有不同程度的降低,即在该过程中试样的表面平滑度增加了;而CS的添加质量分数到达5%时,试样的摩擦系数略高于空白样,即此时CS的加入已不利于提高纸模制品表观平滑度。随着CS添加量的增加,试样的匀度指数先增加后降低,即匀度先提高后下降。其中,当CS添加质量分数在1%到4%范围内时所测匀度指数均低于空白试样,即在此范围内CS与AKD共同作用,能有效降低制品的成型匀度;但当CS添加量超过4%后,制品匀度则逐步降低,甚至高于空白试样。
这是由于加入CS后,浆料中的阴离子垃圾等负电荷首先与其结合,从而给细小纤维提供了更多和AKD结合的机会,使得细小纤维的留着增加,附着在长纤维表面,从而成型的纸模制品表面更光滑,匀度更高;而当CS添加过多时会使得纤维发生絮聚,降低制品成型匀度和表面平滑度,且过多的糊状阳离子淀粉可能会造成塞网。
综合考虑添加CS对AKD改善纸模制品表观平滑度及匀度的促进作用,CS的添加质量分数以在2% ~3% 范围内(针对绝干浆的质量比)为宜。
2.3 CPAM用量对纸模制品表观性能的影响
向质量分数为1%的纸浆悬浮液中分别加入CPAM 质量分数为0.02%,0.04%,0.06%,0.08%,0.10%,并加入质量分数0.25% 的AKD乳液,水浴加热并搅拌均匀后制成试样并测定其表观性能。CPAM用量对纸模制品表观性能的影响如图3所示。
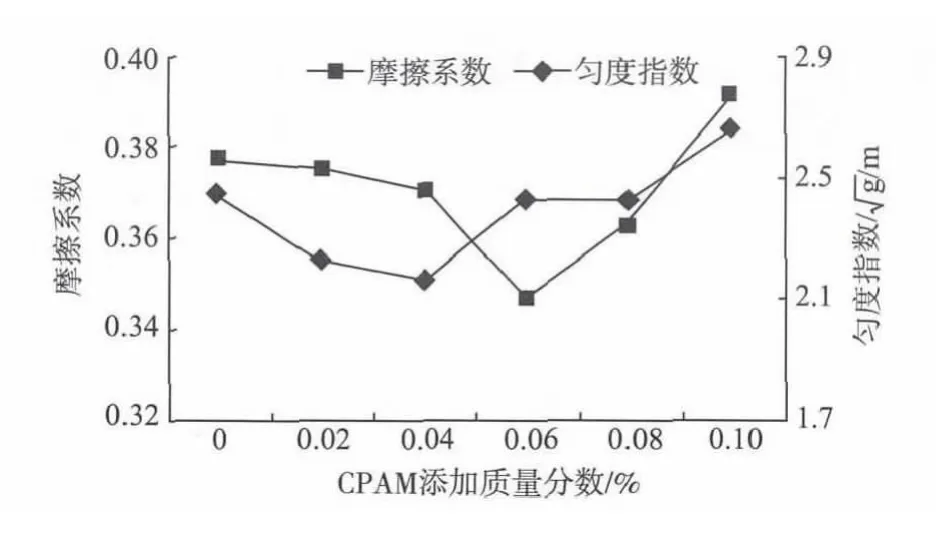
图3 CPAM添加量对纸模制品表观性能的影响Fig.3 Effect of CPAM amount on AKD improving apparent performance of molded pulp products
由图3可知,当CPAM用量在0.06%以下时,试样摩擦系数随其添加量增加呈下降趋势,且当用量为0.06% 时达到最小,相比空白样降低了约18.2%,表明此时试样的表观平滑度得到了较大改善,且比添加CS时改善效果更明显;而当用量超过0.06%后,摩擦系数又逐渐增大;当添加量为0.10% 时,其摩擦系数已高于空白试样,表明此时添加的CPAM降低了制品表观平滑度。
同时,随着CPAM的加入,试样表面匀度先提高,后降低。这是因为CPAM和CS一样,都是阳离子型助剂,加入浆料中后与浆料中的阴离子物质反应,提高了细小纤维与AKD结合的机会,使更多细小纤维留着在浆料中,改善了纸模成型时的均匀性,因而其表面更光滑。但当CPAM过量时则会使纤维产生絮聚现象,使浆料滤水性能下降[18],影响制品成型的均匀性,降低制品的表面性能。而CPAM与CS的改善效果不同可能是由于两者的分子量及阳离子度不同造成的。
综合考虑添加CS对制品表观平滑度和匀度的影响,同时本着建设资源节约型社会的要求,确定CPAM添加质量分数范围以0.04% ~0.05%为宜。
2.4 3个因素对平板纸模试样表观平滑度和匀度的综合影响
在上述单因素试验中,CS和CPAM都是作为阳离子助剂,先加入浆料中以中和一部分阴离子垃圾,使AKD能更高效地与细小纤维结合,以提高其留着和增强纤维间的结合力。故可进一步考虑采用两种助剂共同与AKD作用来改善纸浆模塑制品的表面性能,且正交复配试验经常能达到“1+1大于2”的效果。
在此基础上,以CS、CPAM和AKD的添加量为影响因素,进行L9(34)的正交试验来分析各助剂的用量对平板纸模制品表观性能的影响。通过综合考虑各因素的影响作用,确定出因素水平如表2所示,试验结果如表3所示。

表2 正交试验因素水平Tab.2 Orthogonal factor level table

表3 正交试验结果Tab.3 Orthogonal experiment results
对制品表观平滑度和匀度指数分别进行极差分析,其结果如表4,5所示。

表4 表观平滑度极差分析表Tab.4 Range analysis of apparent smoothness

表5 匀度指数极差分析表Tab.5 Range analysis of apparent smoothness
从表4可以看出,各因素对表观平滑度影响的主次顺序为:AKD用量 >CPAM用量 >CS用量,其中可能较好的方案为C2B1A2。从表5的极差分析可以看出,各因素对匀度指数影响的主次顺序为:AKD用量 >CS用量 >CPAM用量,其中可能较好的方案为C2B2A1。
综合分析3个因素对平板纸模试样表观平滑度和匀度的影响可知,在选择较好的配方时应以AKD用量为主,CPAM和CS用量则可在综合比较试验效果的基础上,本着节约成本、降低消耗的原则来确定,分别选择A1和B1水平。综合上述分析,优方案为A1B1C2,即CS质量分数为1.5%,CPAM质量分数为0.03%,AKD质量分数为0.25%。由于该方案不包含上述正交表中已进行的试验方案中,因此按照这个组合配方制作6个试样并分别测定、计算其表面平滑度和匀度指数,结果显示其摩擦系数为0.332,匀度指数为 2.087,相比于未添加任何助剂所制得的试样分别提高了24%和19%,表面性能得到较大改善。
3 结语
在生产纸浆模塑制品的浆料中添加造纸用助剂AKD、CS和CPAM能有效改善制品的表观平滑度和匀度,其最佳配方为:CS质量分数(针对绝干浆的质量比)为1.5%,CPAM质量分数为0.03%,AKD质量分数为0.25%。按照该配方制得的纸浆模塑制品具有优良的表观性能,其表面平滑度相比于空白试样提高了24%,表面匀度提高了19%。具有良好表观性能的纸浆模塑包装制品能给消费者带来良好的视觉感受和美的消费体验,从而极大地提高其作为包装制品的附加价值,扩大其应用领域,这必将推动纸浆模塑工业的更进一步发展。
[1]卫星华.纸浆模塑制品代替一次性发泡塑料制品的必然性及其发展前景[J].印刷世界,2007(4):44-46.WEI Xinghua.Inevitability and development prospect of molded pulp products replace disposable foam plastic products[J].Printing World,2007(4):44-46.(in Chinese)
[2]巩桂芬.纸浆模塑制品在运输包装中的应用[J].中国包装工业,2005(3):52-53.GONG Guifen.Application in transport package of molded pulp products[J].China Packaging Industry,2005(3):52-53.(in Chinese)
[3]李新芳.纸浆模塑材料性能的研究现状和开发应用[J].包装工程,2009(1):124-126,165.LI Xinfang.Research progress and application of pulp molded material[J].Packaging Engineering,2009(1):124-126,165.(in Chinese)
[4]张洁,和克智.纸浆模塑制品防掉屑方法的研究[J].包装工程,2010(3):65-67.ZHANG Jie,HE Kezhi.Research on crumbing-proof method of molded pulp[J].Packaging Engineering,2010(3):65-67.(in Chinese)
[5]王男,王晓敏,王文生.天然染料生产彩色纸浆模塑包装制品染色性能的研究[J].包装工程,2006,27(6):126-128.WANG Nan,WANG Xiaomin,WANG Wensheng.Research on dyeing performance of natural dyestuff in producing color paper mould packaging products[J].Packaging Engineering,2006,27(6):126-128.(in Chinese)
[6]黄俊彦,朱婷婷.纸浆模塑生产实用技术[M].北京:印刷工业出版社,2008:104.
[7]王进一.水松原纸平滑度影响因素的研究[D].南京:南京林业大学,2005.
[8]张琳.纸张印刷适性与印刷品质相关性的研究[D].西安:陕西科技大学,2013.
[9]吕鸣.纸张匀度对产品质量的影响因素[J].广西轻工业,2002(5):31-33.LV Ming.Influence factors of paper evenness on paper products'quality[J].Guangxi Light Industry,2002(5):31-33.(in Chinese)
[10]杨伯钧.纸的匀度[J].中华纸业,2004(3):32-35.YANG Bojun.Evenness of paper products[J].China Pulp and Paper Industry,2004(3):32-35.(in Chinese)
[11]肖建芳.AKD施胶增效作用及机理研究[D].无锡:江南大学,2010.
[12]杨静.AKD施胶的表面化学机理及其对回用纤维性能的影响研究[D].广州:华南理工大学,2012.
[13]Karademir A,Hoyland R W,Wiseman N,et al.The effects of AKD sizing on the frictional properties of paper[C]//56th Appita Annual Conference.Rotorua,New Zealand:Appita Inc.,2002.
[14]Karademir A,Hoyland R W.The sizing mechanism of AKD and its effect on paper friction[J].APPITA Journal,2003,56(5):380-384.
[15]Seppanen Rauni.On the internal sizing mechanisms of paper with AKD and ASA related to surface chemistry,wettability and friction[D].Stockholm:KTH,Royal Institute of Technology,2007.
[16]王玉峰,胡惠仁,王松林.CPAM乳液的制备及其对漂白麦草浆助留助滤性能的影响[J].中国造纸学报,2007(3):63-67.WANG Yufeng,HU Huiren,WANG Songlin.Preparation of CPAM emulsion and its influence on retention and drainage performance of bleaching wheat straw[J].Journal of China Papermaking,2007(3):63-67.(in Chinese)
