质量质心校准装置的应用与改进
2015-12-02郭建麟余润喜彭军何群孙丰甲
郭建麟,余润喜,彭军,何群,孙丰甲
(1.中航工业北京长城计量测试技术研究所,北京100095;2.中国北方发动机研究所,山西大同037000)
0 引言
飞机的质量特性是飞机设计中不可缺少的原始数据,它是飞机载荷计算、操稳特性分析和气动弹性分析中必备的参数。随着飞机自动化的不断提高,主动控制技术日益广泛的应用,需要飞机设计师提供更为精确的飞机质量特性数据。
在飞机研制过程中,通过测量大部件的质量、质心,确定试制产品部件的实际质量、质心;根据图样和技术条件检验部件理论质量和实际质量的符合性,理论质心和实测质心的符合性。利用全机各个大部件的质量、质心测量数据可有效预测全机质量、质心变化情况,为全机质量、质心测量提供依据[1]。
质量质心校准装置可以为飞机部件提供质量和质心的高精度数据。本文就校准装置及其应用与改进作简要介绍。
1 校准装置简介
1.1 装置的组成
质量质心校准装置由机械结构、气路部分与软件部分组成。装置的主要机械结构示意图如图1所示,主要由工作台面、传感器、保护气缸、支撑段、底座、卸荷螺钉和保护螺钉等组成。工作台面是被测件的安装平台,台面上有螺钉孔,可与夹具连接,同时还有定位基准线,台面中心有定位接口,可以确保被测件中心或基准线通过台面中心。传感器用来称量被测件的重量。保护气缸是传感器的保护机构,气缸顶起时,工作台面与传感器的球头脱离,保护传感器不受过载冲击;气缸落下时,工作台面落在传感器球头上,进行称重。支撑段是保护气缸和传感器的安装平台。底座是装置的固定部分,底座下面可以用垫铁来调整装置的水平度。卸荷螺钉是用来在保护气缸不工作时承受重量,保护传感器的。保护螺钉是在装置不工作时防止工作台面移动的。
气路部分是用来控制和协调保护气缸工作的。通过调节气缸的节气阀可以来控制保护气缸顶起与落下的速度,能够使气缸快速顶起和缓慢落下,同时保证各气缸的动作一致。
软件部分包括传感器信号采集和测量软件。传感器信号采集通过二次仪表来实现,并通过串口上传数据和发送指令。测量软件可以实现计算机与二次仪表的通信,完成称重和质心的计算等。
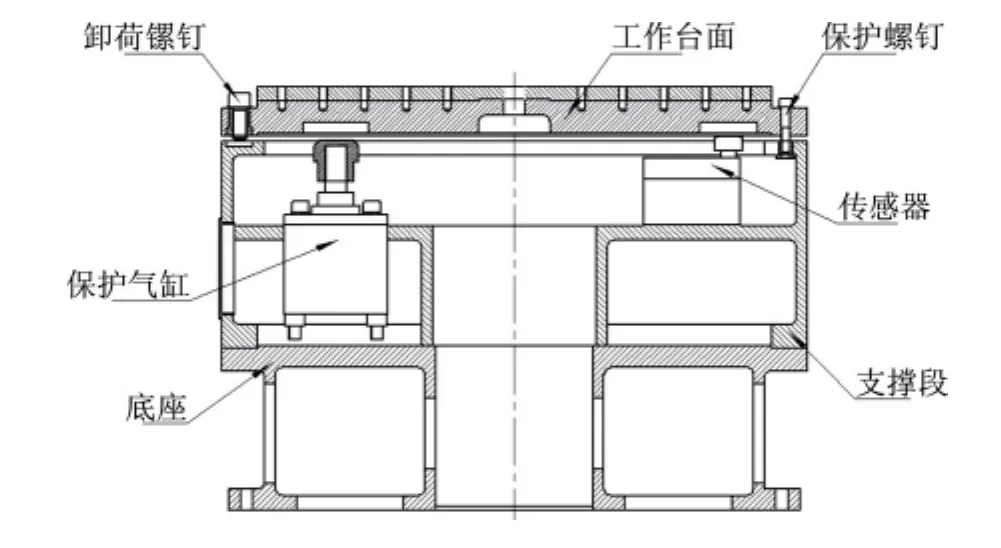
图1 装置机械机构示意图
1.2 测量原理
质量质心校准装置的测量原理是三点测量法[2],即用三个传感器在同一圆周上呈120°角均匀分布共同称重,其原理图如图2所示。三个传感器共同承担被测件的重量,其称重读数分别为m1,m2,m3,三个传感器在工作台面上的投影坐标分别为P1(x1,y1),P2(x2,y2),P3(x3,y3)。
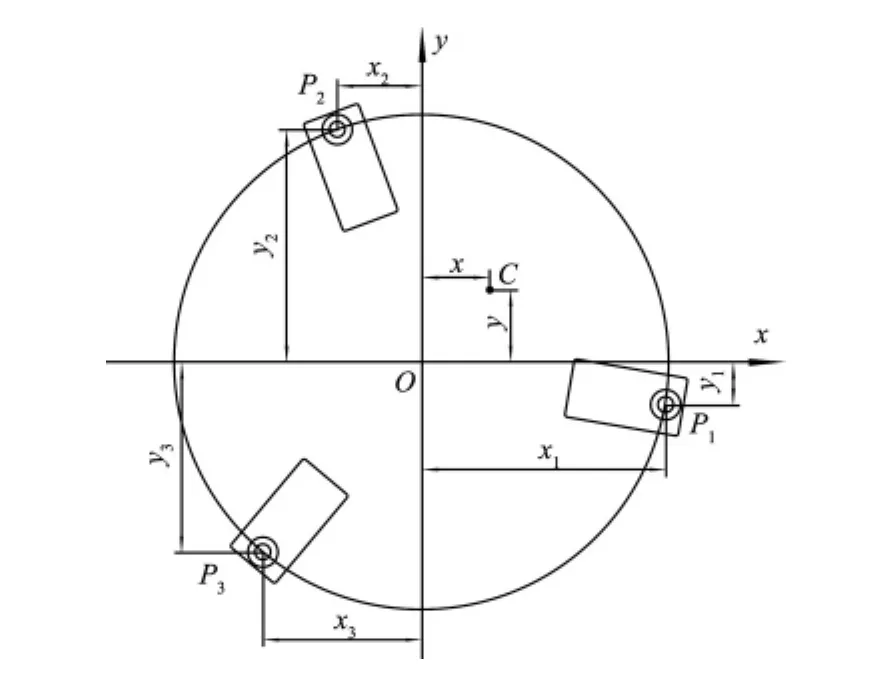
图2 测量原理图
设被测件的质量为m,质心位置C的坐标为(x,y)。则由力与力矩平衡原理,可得被测件的质量为

被测件的质心为

1.3 传感器位置坐标标定
由质心计算公式可以看出,质心测量精度主要由质量测量精度和传感器位置精度来决定。目前称重传感器的精度很高,由质量测量误差引起的质心测量误差要远小于由传感器位置误差引起的质心测量误差[3]。而由于传感器的安装、工作台面的偏转等原因,传感器位置坐标的实际值与理论值可能存在较大的偏差,因此需要对传感器的位置坐标进行标定。
工作台面的上下移动使得台面基准线会与理论基准不一致,所以不能简单地测量传感器球头的相对位置。该装置设计并制造了一套标准质量块,用来标定传感器的位置坐标。具体做法是:将标准质量块(质量为g)依次放置在工作台面上的三个不同位置处,读取在不同位置处传感器各自的读数(g11,g12,g13),(g21,g22,g23),(g31,g32,g33)并用全站仪精确测得在不同位置处标准质量块的质心坐标(xc1,yc1),(xc2,yc2),(xc3,yc3)。则质心计算公式
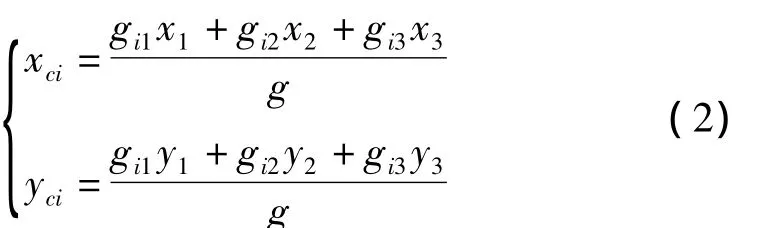
式中:i为标准质量块放置位置序号,i=1,2,3;(xciyci)为第i号位置处标准质量块的质心坐标;(gi1,gi2gi3)号位置处三个传感器的读数。由公式(3)可计算得出三个传感器的位置坐标(x1,y1),(x2,y2),(x3,y3)。
2 校准装置应用
2.1 装置的特点
该质量质心校准装置具有以下特点:
1)精度高。装置采用梅特勒-托利多的SBH-0.5型高精度称重传感器,并搭配IND560型显示控制器,因此质量测量精度较高。传感器安装位置坐标经由标准质量块的标定精确测得,并通过全站仪辅助将被测件或夹具的基准线与工作台面的基准线对准,因此质心测量精度也较高。
2)通用性好。以通用性为出发点设计的工作台面并配合专用夹具可以对各种不规则外形的被测件进行测量,满足不同需求。
3)安全性高。保护气缸、卸荷螺钉及保护螺钉的设计能够保护传感器不受过载冲击,同时气缸的快起和缓落还可保证被测件平稳安全。
2.2 装置的技术指标
该质量质心校准装置的技术指标如表1所示。
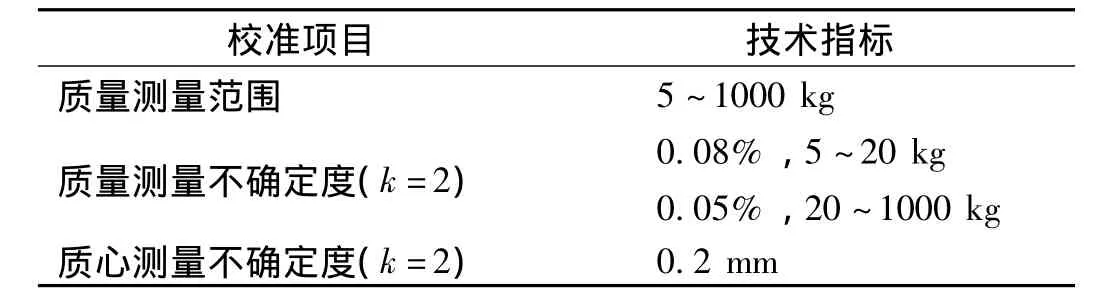
表1 装置的技术指标
2.3 应用情况
该套质量质心校准装置已先后对航空、航天等多家单位的标准件或产品进行了计量校准服务。被测件多为不规则物体,如飞机弹射座椅、导弹标准样柱、雷达天线模拟器、导弹整流罩及舵面等。
以某型舵面为例简要介绍测量过程。为消除系统误差,采取四象限法进行测量,如图3所示。测量步骤为:①完成测量前的准备工作;②将夹具通过定位中心固定在工作台面,测量夹具在象限Ⅰ的质量与质心;③将夹具依次转动90°,分别测量夹具在象限Ⅱ,Ⅲ,Ⅳ的质量与质心;④将被测舵面安装在夹具上,再次固定于工作台面中心,测量夹具与被测舵面在象限Ⅰ的质量与质心;⑤将夹具与被测舵面一起依次转动90°,分别测量夹具和被测舵面在象限Ⅱ,Ⅲ,Ⅳ的质量与质心。
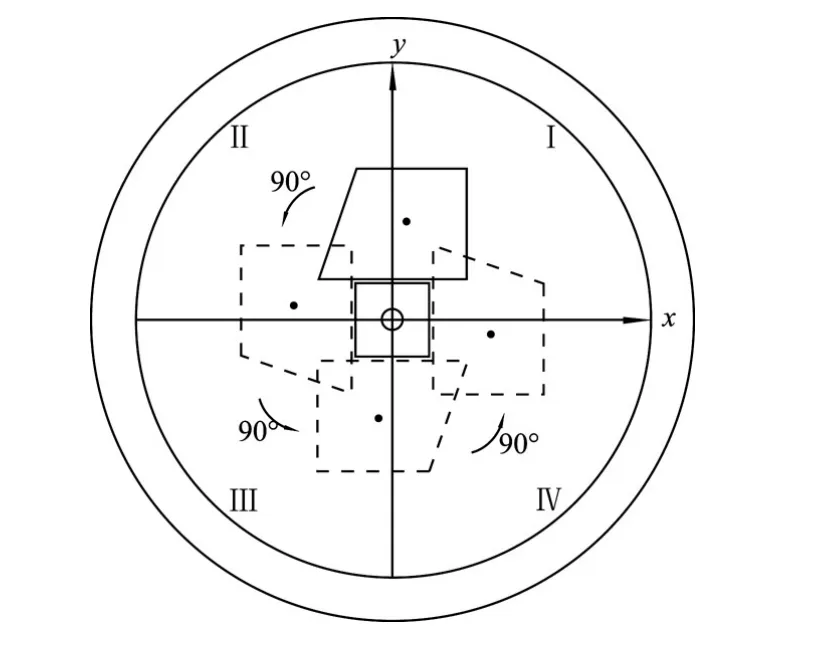
图3 四象限法示意图
按照上述测量步骤,利用质量质心测量软件(软件界面如图4所示),可以得到被测舵面在四个象限内的质量(mI,mⅡ,mⅢ,mⅣ)与质心(xI,yI),(xⅡ,yⅡ),(xⅢ,yⅢ),(xⅣ,yⅣ),实测数据见表2。被测舵面的质量和质心由四象限的结果取平均得

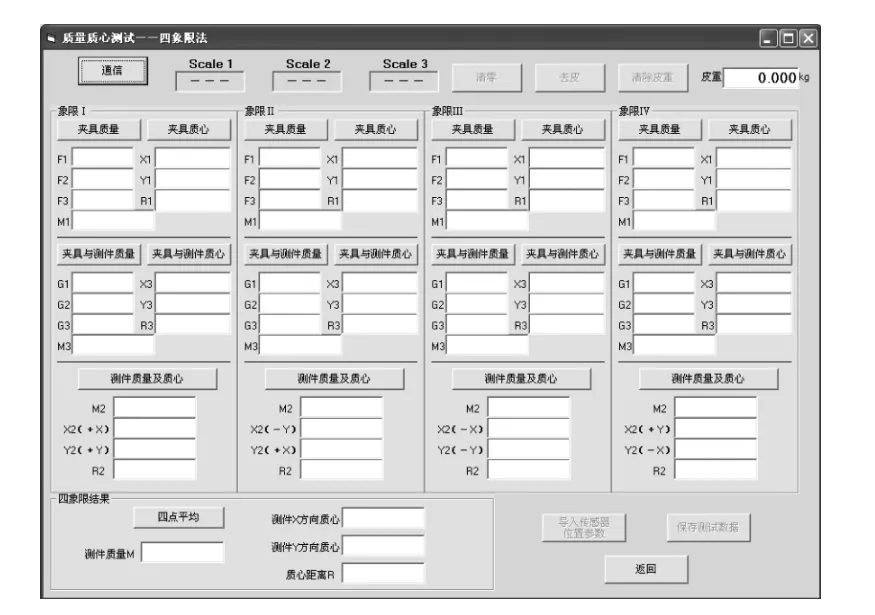
图4 四象限法测量软件界面

表2 某型舵面的质量质心实测数据
3 校准装置的改进
利用四象限法测量,可以有效地消除系统误差,提高测量精度[4]。但是在工作台面上较为频繁地转动夹具及被测件,且每次都需要将夹具基准线与台面基准线进行对准,使得操作较为繁琐且费时。为此,本文提出了一个改进方案,即将工作台面改为可旋转的。如图5所示,工作台面由上、下两台面组成,通过推力调心滚子轴承连接,下台面有四个圆周均布的定位孔,孔内均装有钢球和压缩弹簧,上台面对应的有四个定位孔,孔直径小于钢球直径。转动上台面,钢球挤压弹簧并脱离上台面定位孔,上台面可以自由转动,当转动到90°时,弹簧将钢球顶入下一个上台面定位孔,从而完成转动与定位。这样就可以一次固定夹具与被测件在工作台面上,并灵活而又简单地完成四象限法测量。
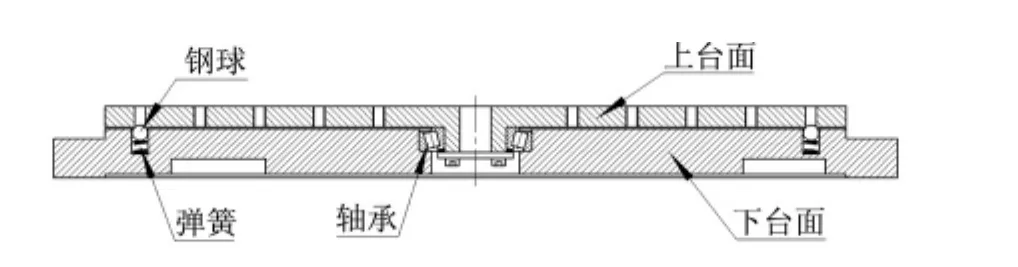
图5 装置改进图
4 结论
该质量质心校准装置具有较高的精度、可靠性和稳定性,同时可以测量各种不规则的物体,有广泛的应用前景。而利用对工作台面的改进,可以轻松地完成四象限法测量,有效地消除系统误差,提高测量精度和可操作性。
[1]闫志宾,刘欣,潘若刚.大部件的质量、质心测量方法及误差分析[C].中国航空学会飞机总体专业分会重量工程专业委员会第十三次学术交流会,2010.
[2]郑宾,侯文,杨瑞峰.大尺寸柱状结构质量、质心测量方法[J].测试技术学报,2002,16(2):108-111.
[3]骞永博,吴斌.弹丸质量质心测量方法研究[J].弹箭与制导学报,2006,26(3):126-128.
[4]吴斌,张波,许苏海.导弹质量特性测量装置设计[J].上海航天,2001(3):41-44.
