钢丝综质量检测方法研究
2015-12-02
(杭州电子科技大学生命信息与仪器工程学院,浙江 杭州310018)
0 引 言
钢丝综是纺织设备上的一个常用件,钢丝综的质量影响着纺织物的质量。由于钢丝综生产环境恶劣,废次品特征差异细微,生产设备运转速度快,所以,钢丝综产品检测技术的研究在国内甚少。目前,企业普遍采用人工检测的方法,该方法存在随意性大、检测速度慢、容易漏检误检等缺点。本文提出用机器视觉的方法对钢丝综质量实现在线检测,对涉及的关键问题做了深入研究,同时给出了解决方案的理论分析。
1 钢丝综产品质量缺陷问题
钢丝综产品的缺陷比较多,本文主要是针对其中最难检测的螺纹毛和毛刺进行研究。螺纹毛指的是眼洞上面有细小的螺纹状的毛,毛刺指的是眼洞周边有明显的毛刺,在检测中要求能可靠地识别出这两种缺陷。
2 系统模型
本文提出的钢丝综质量检测系统流程如图1所示,对采集到的钢丝综图像进行分步判别,第一次对简单的常规几何量参数的判别,如果不合格,直接标记为次品,无需下一步操作;否则,继续提取图像的纹理等复杂特征,采用支持向量机(SVM)进行第二次判别,不合格则标记次品,合格则标记为良品。同时,经过延时装置,在适当的时间和位置将次品剔除,对分类器训练和评价流程如图2所示。
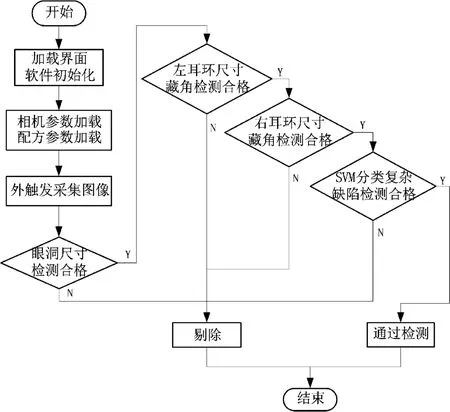
图1 检测流程图
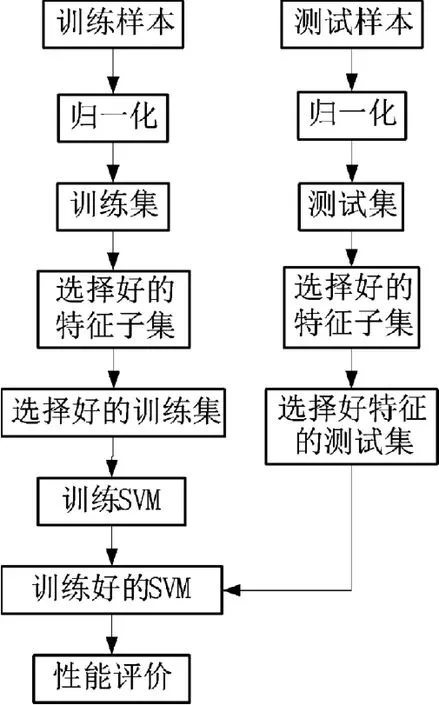
图2 分类器的训练和评价流程图
3 图像的采集及废次品延时剔除策略
采集相机选用德国IMAGING 公司的DMK23G274 工业相机,图像采集和处理软件用VC#2010 编写。为实现一个相机同时采集两张图像而设计双面成像装置[1]如图3所示,包括相机1、工件2、镜面3、楔形块4、安装槽5、紧固螺钉6、工件成像7。为保证成像范围在景深范围内,镜面倾角调节范围为8° 30°,系统运转时,目标通过镜面成像在相机的视野当中,具体参数和原理见文献[1]。
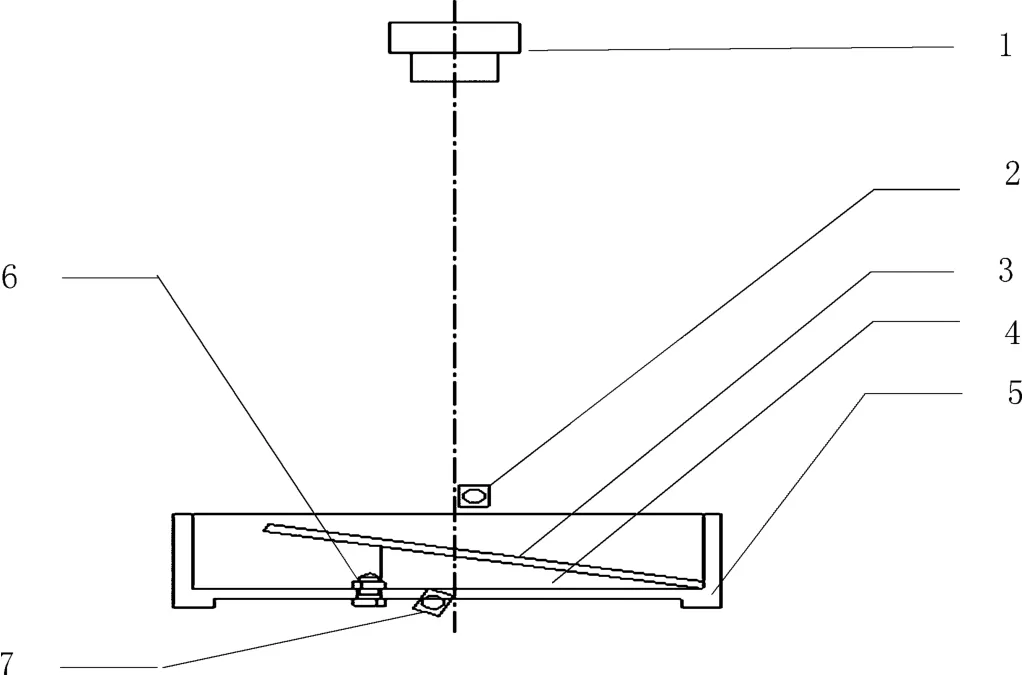
图3 双面成像装置示意图
图像采集利用外触发来驱动,鉴于钢丝综属于微小工件,成型机的生产速度快,常规的光电式接近开关传感器,无法可靠触发,本文采用FT-320-0.5 对射式光纤传感器,BF3RX型光电放大器,放大器输出的电压12 V,分压后直接和相机外触发配合使用。
关于废次品的剔除,设计的剔除机构由电磁阀、气缸、吸盘、气路组成。电磁阀选用ZHELE的4V330-10 两位五通阀,气缸选用SMC的SC32×200,吸盘用永磁铁制成,气路中的气压范围在5 8 kg。为解决废次品剔除装置不可能正好安装在废次品出现的位置,本文提出用定长循环链表存储处理结果,用外触发拍照信号推动链表移动,用固定链表长度来实现剔除延时的方法。链表长度和触发时间间隔已知,链表长度乘以触发间隔就是延时时间,此方法简单可靠,动态联动,能够解决检测与剔除的同步问题,具体如下:
1)新建list 循环链表,链表大小fixsize 固定,具体数值根据图像采集装置和废次品剔除装置之间的距离确定;
2)在设备启动时,链表内容为空,每采集处理一张图像,将处理结果依次保存在list中,当处理的图片数量大于fixsize时,将链表头结点中保存的处理结果取出,同时将后续处理结果压入链表尾部,链表的大小保持固定的大小(fixsize);
3)依据步骤2 中从头链表获得的结果,如果false(废次品),则电磁阀动作,气缸推行吸盘下降,将废次品吸附住,同时从链表中获得下一张图片的处理结果,如果是false,电磁阀保持原来的状态,吸盘不用运动。如果是true(合格品),电磁阀动作,气缸上升。
4 实现方法
4.1 图像预处理
后续处理中,首先定位出ROI 区域。通过定位眼洞中心的方法获取眼洞ROI 区域。钢丝综图像如图4所示。由于工件与背景的灰度比较接近,背景复杂,所以简单二值化处理不能分割出完整的目标区域[2]如图5所示。为此,采用Bernsen算法进一步处理,效果如图6所示。为消除传送带震动导致采集的图像不在水平位置的缺陷,本文提出用旋转主轴法进行校正,具体思路是:假设第一次得到的钢丝综内环区域的外接矩形面积为R1,以一固定的角度为步长旋转图像,对应旋转后图像的外接矩形面积为R2…Ri,Ri+1,…,Rn(最小外接矩形主轴必须保持水平方向),若Ri-1>Ri<Ri+1,Ri所对应的最小外接矩形的中轴就是钢丝综的主轴,此时钢丝综图像处于水平位置。此方法基于字符分割中的垂直投影法,但是无校正功能,故通过增加旋转来实现图像校正。

图4 采集的图像
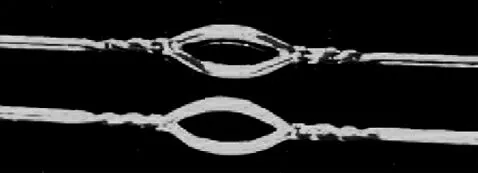
图5 简单二值化处理
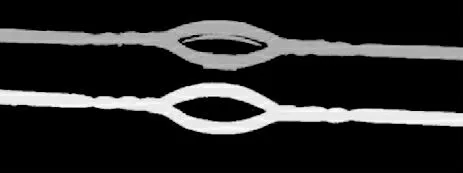
图6 Bernsen算法
4.2 ROI 定位方法
对眼洞ROI的定位中,本文通过眼洞面积、眼洞宽度、眼洞长度、圆形度[3]、周长这5个参数对经过二值化和连通域标记的图像进行筛选,筛选出的内环区域如图7所示,ROI 基准定位就是筛选出的内环区域各自的中心,如图8所示,提取的ROI 区域如图9所示。

图7 提取内环区域
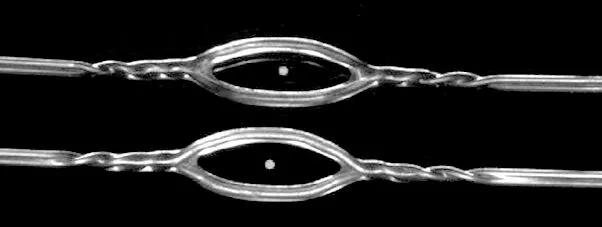
图8 ROI 基准定位

图9 ROI 区域
4.3 Laws 纹理测度
由于Laws 模板适合对纹理进行分析,同时算法复杂度较低,所以本文引入Laws 提出的纹理模板卷积的方法[4],本文利用局部模板来检测纹理特征,模板参数:边缘E,灰度L,涟漪R,点S,波W。
将上述5个一维的纹理向量组合,可以产生5×5 =25组二维模板,去掉对称模板后剩下LE、EL、LS、SL、LR、RL、EE、ES、SE、ER、RE、SS、SR、RS、RR 等。采用Laws 纹理模板提取纹理特征的步骤如下:
1)将源I 图像与二维模板做卷积运算,得到对应的纹理图像T。
例如源图像与二维模板EL 卷积如下:

2)观察Laws 模板可知,之外所有模板的均值均为0。于是用下式对卷积运算后获得的纹理图像进行归一化。

经过分析比较和试验验证,EL 模板处理后的合格品和废次品的图像差异较大,所以本文选择EL为处理模板。图10和图11列举了不同灰度级下用EL 对良品和毛刺眼洞区域处理的效果。
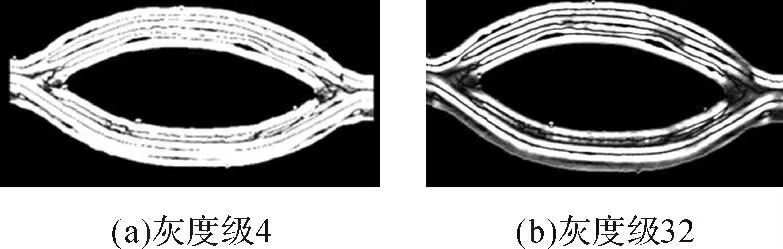
图10 EL 模板处理的良品图像
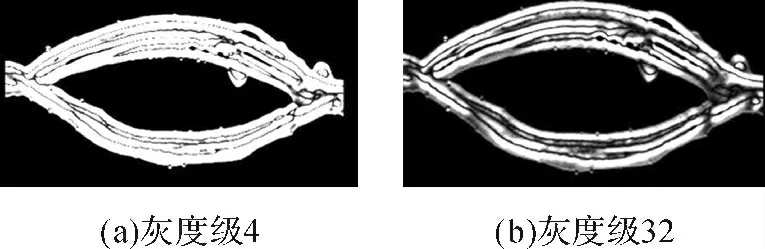
图11 EL 模板处理的次品图像
4.4 提取纹理特征
图像特征的提取和分类方法的选择是正确进行图像分类识别的关键。钢丝综图像的纹理属于不规则的自然纹理,无法用精确的模型来描述。本文筛选的图像的纹理特征包括基本灰度直方图特征、梯度特征以及灰度共生矩阵特征[5]。
4.4.1 灰度直方图特征和梯度特征
灰度直方图反映的是图像区域的概率密度分布[6],灰度直方图的各统计矩实现了对纹理图像最简单直接的描述,本文采用的灰度直方图特征包括:均值,方差,偏斜度,峰度。
纹理的梯度法[7]是基于像素梯度值的,首先将图像转化为梯度图像,然后对梯度图像的各阶距进行纹理的量化与统计,模板采用3×3的像素梯度。
本文在粗分类中选择的纹理统计梯度法描述子包括:梯度均值,梯度方差,梯度偏斜度,梯度峰值。
4.4.2 灰度共生矩阵特征
灰度共生矩阵在θ方向上,相隔d 像元,统计具有灰度层i和j的出现概率,记为P(i,j|d,θ),当θ和d 选定时,简记为Pi,j,灰度共生矩阵是一个对称矩阵,阶数由图像的灰度层数决定[8]。灰度共生矩阵是距离和方向的函数,本文筛选了5种参数,分别为能量熵H(d,θ)=惯性矩相关C(d,θ)=局 部 平 稳其中,ux=
在特征提取和分析过程中,灰度量化级、方向、距离、移动窗口大小都会对灰度共生矩阵的特征值产生很大的影响。例如,灰度级为256的图像的矩阵大小为256×256,计算起来相当麻烦。为此,在保证图像质量的前提下,将灰度级从256 线性变化为16,并且进行归一化处理;对于距离d,通常认为d值的增大会造成两像元间信息的丢失,本课题选择d为1;对于θ,取0°,45°,90°,135°,即水平方向、垂直方向、45°方向和135°方向。由于钢丝综图像纹理的方向性不明显,所以本文对4个方向特征值都做了统计。
5 特征选择和分类识别
寻找合格品与次品的不同之处,将相同或相似的产品组成一类,将观察目标与已有模式相比较、配准,判断其类属的过程就是模式识别。模式识别算法主要用到支持向量机(SVM)和神经网络(ANN)等,SVM 适合小样本,鲁棒性好,所以本文采用SVM 作为分类器。
核函数与SVM的分类结果具有很大的关联性[8],本文对线性核函数(Linear)、S型核函数(Sigmoid)、多项式核函数(Polynomial)、径向积核函数(RBF)进行测试。将没有缺陷的260幅和有缺陷的100幅,共360幅图像作为实验对象。将样本中50%用来训练,剩下的用来测试,特征分别采用灰度直方图和梯度特征、灰度共生矩阵特征以及这两组的组合特征,如表1所示。
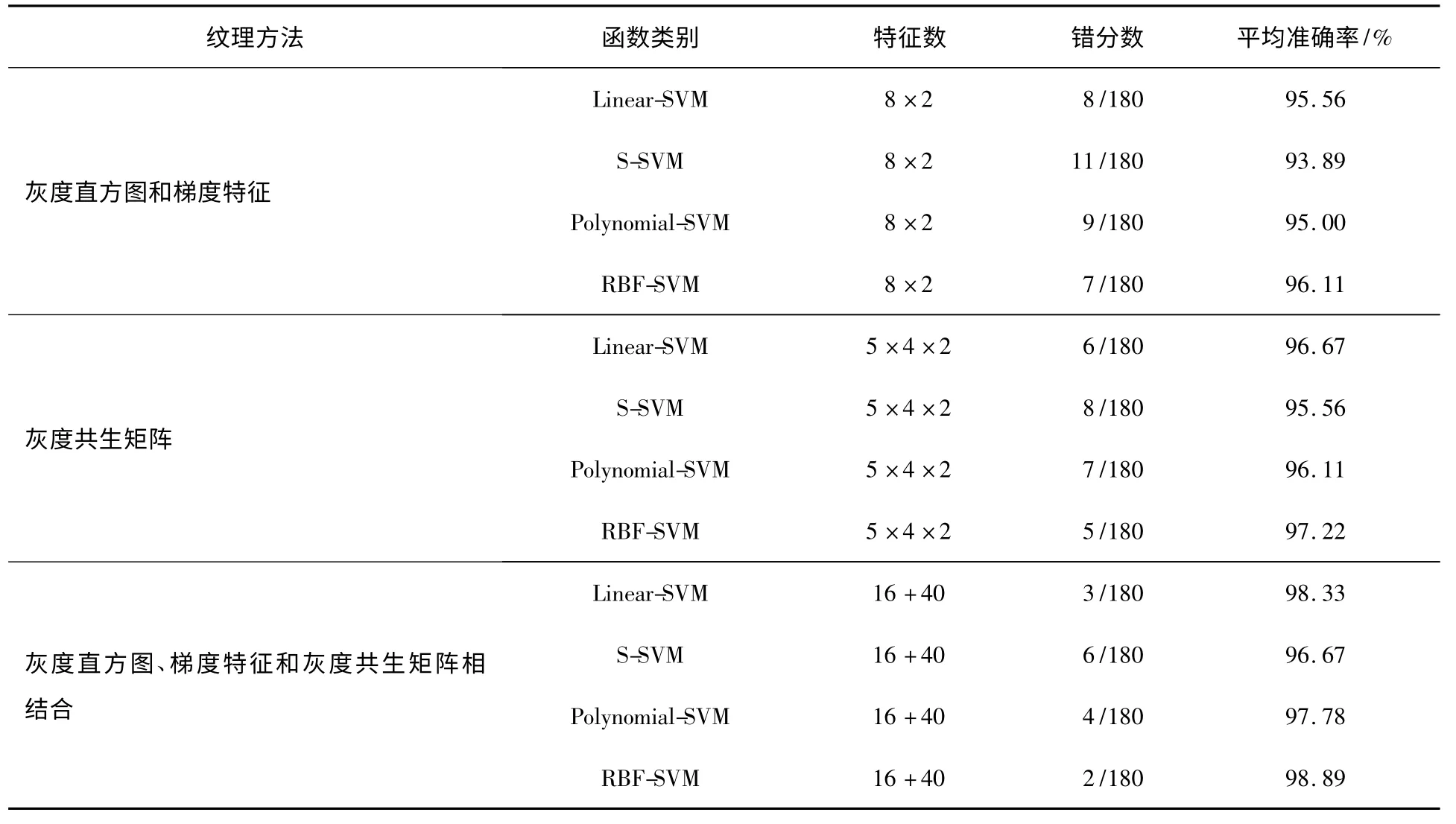
表1 SVM 分类性能比较
表1的特征数是原始特征数,分类器运行时进行了主成分分析[9];灰度直方图和梯度特征数为8×2,是分别对原始图像和经过Laws 纹理处理图像提取8个特征参数,灰度共生矩阵的特征数5×4×2,是分别对原始图像和经过Laws 处理后的纹理图像在4个方向提取5个特征参数,测试结果可以表明径向积核函数(RBF)的分类结果最好,在采用灰度直方图和梯度特征时的识别率为96.11%,在采用灰度共生矩阵时的识别率为97.22%,在采用两者相结合时的识别率为98.89%,准确率远远高于其他核函数的分类准确率,最差的是S型核函数(Sigmoid)。
6 结束语
本文对钢丝综质量检测进行了比较深入的研究,实践表明结果本文描述的检测思路能有效甄别钢丝综产品缺陷,本文提及到的方法经过适当改造可以应用于类似的工件复杂缺陷检测当中去。
[1]徐平,刘春辉,常英杰.一种双面成像的机器视觉装置[P].中国专利:201310561148.8,2013-04-20.
[2]余永维,殷国富,蒋红海,等.磁瓦表面图像的自适应形态学滤波缺陷提取方法[J].计算机辅助设计与图形学学报,2012,24(3):351-352.
[3]陈丰农.基于机器视觉的小麦并肩杂与不完善粒动态实时监测研究[D].杭州:浙江大学,2012:62-64.
[4]Shapiro L G,Stockman G C.计算机视觉[M].赵清杰,钱芳,蔡利栋,译.北京:机械工程出版社,2005:159-166.
[5]Unser M.Texture Classification and Segmentation Using Wavelet Frames[J].IEEE Trans on Image Processing,1995,4(11):1549-1560.
[6]Galloway M M.Texture analysis using gray level run lengths[J].Computer Graphics and Image Processing,1975,4(2):172-179.
[7]Haralick R M.Statistical and structural approaches to texture[J].Proceeding of the IEEE,1979,67(5):786-804.
[8]赵春晖,陈万海,郭春燕.多类支持向量机方法的研究现状与分析[J].智能系统学报,2007,2(2):11-17.
[9]金翠云,崔瑶,王颖.基于核PCA与SVM 相结合的电子鼻模式识别算法研究[J].北京化工大学学报(自然科学版),2012,39(2):106-109.
