高拘束度厚钢板自动焊接工艺
2015-11-30张运孟丁友兰
张运孟 丁友兰
高拘束度厚钢板自动焊接工艺
张运孟 丁友兰

本文以管磨机滑环为例,分析了高拘束度焊缝焊接时的工艺,并针对自动焊易出现的问题进行了分析总结,为大型钢结构或设备制造提供了一定参考经验。
1. 概述
现代冶炼和制造技术的不断提高,为大型钢结构的生产和使用提供了有力保障,重型钢结构制造行业日益发展,中厚板的焊接技术也越来越先进,如窄间隙焊接技术和多丝焊接技术的日趋成熟。但因各种限制,也有许多厂矿一时难以推广上述工艺,仍然以单丝埋弧焊工艺为主,关注单丝埋弧焊工艺在中厚板结构中的应用,一段时期内仍具有相当的实际意义。
笔者曾从事过大型水泥行业、电力行业管磨机和锻压机床大型压力机的焊接工艺,对厚板焊接特别是高拘束度条件下的焊接工艺进行了大量实践和总结,本文以管磨机支撑段(行业内称滑环)的焊接工艺为例,分析高拘束度厚板焊接工艺的特点。
2. 实例情况简介
如图1所示为建材行业采用较多的规格为φ5m的管磨机滑环的基本尺寸,材料一般用20G(现标准为Q245R),也有少部分厂家设计采用Q345—B板,投料尺寸筒体部分一般采用厚度115mm,腹板厚度90mm.
3. 焊接性分析
(1)理论分析 对常用碳钢如Q245和低合金钢Q345综合评价其焊接性,特别是淬硬性,估算可用碳当量经验公式:Ceq=C+Mn/6+Si/24。
一般Ceq≤0.4%时认为焊接性良好,上述钢材Ceq一般在0.4%~0.45%,属于焊接性良好的钢种。
对于厚度大的钢材焊接时,必须考虑合金元素和杂质对热裂纹的影响。因此评价焊接热裂纹倾向的碳当量计算公式:Ceq=C+2S+P/3+(Mn-1.0)/8+(Si-0.4)/7。
相关资料指出,对于wc≥0.2%的碳钢和低合金钢,当杂质ws≥0.035%时,便足以引起埋弧焊的热裂纹,因此应尽量将钢中和焊丝中杂质S的含量分别控制在0.02%和0.01%以下,同时杂质P的含量也应控制在0.02%以下。
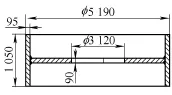
图1 尺寸
由于构件使用的钢板厚度大,同时筒体与腹板组合的环缝拘束度相当高,焊接过程中因厚板传热快,焊缝冷却速度大,虽然是低碳钢或低合金钢,仍然会在焊缝中出现淬硬组织,在厚板形成的三维应力作用下,极有可能产生冷裂纹;而用于一般结构的钢板和焊丝成分,冶炼时达到控制热裂纹所需的杂质最高含量也不完全现实,从而出现热裂纹的几率也大大增加。
(2)实际情况 在实际制作过程中,由于刚开始没有引起足够重视,结果问题接连出现。首先,考虑厚板冷却速度不周,焊接前只进行了简单预热,结果第一层焊接马上全部开裂,再加焊一层,同样开裂,后来调整了预热工艺,保证底层焊缝质量后,中间层焊缝因焊接参数较大,又在焊缝中心出现大量热裂纹,如图2所示。

图2 典型焊缝中心开裂(热裂纹)
4. 工艺措施制定
根据理论分析及实际教训,我们认真进行总结并制定了详细工艺措施。
(1)预热温度确定 参照低合金钢冷裂纹指数Pcm及考虑板厚的预热温度计算公式进行计算,并结合相关资料介绍的经验,确定预热温度如下:钢板对接预热温度:T≥100℃;滑环环缝焊接预热温度:T≥140℃。
(2)焊丝焊剂选择 为提高抗热裂性能,并考虑到厚板焊接后一般要求进行热处理,碳钢采用含锰焊丝H08MnA,配合HJ431焊剂,低合金钢采用H10Mn2A,配合HJ431或SJ101焊剂,熔炼焊剂使用前250℃烘烤2h,烧结焊剂使用前350℃烘烤2h。
(3)焊接参数确定 进行了试板试焊(埋弧焊焊丝H08MnA、φ4mm,焊剂HJ431)底层焊接情况如表1所示。
(4)焊后消氢处理和焊后消除应力热处理 由于此类结构焊接后要进行机加工,必须进行焊后消除应力热处理,若焊后不能进行消除应力处理,需增加消氢处理工序。
5. 焊接工艺要点
(1)焊接坡口设计 根据多次试验结果,既保证不焊穿又能有效防止底层热裂纹的坡口形式如图3所示。
筒体部分采用对称U形坡口,腹板则采用不对称U形坡口,适当增加圆弧部分半径(R10mm左右),减少钝边尺寸(由原来6mm减为3mm),可以在底层焊缝中尽量减少母材的熔入量,对防止根部热裂有明显作用。
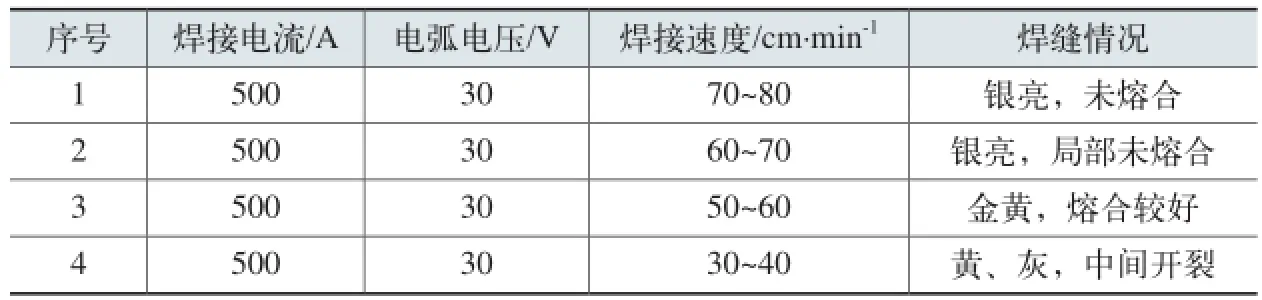
表1
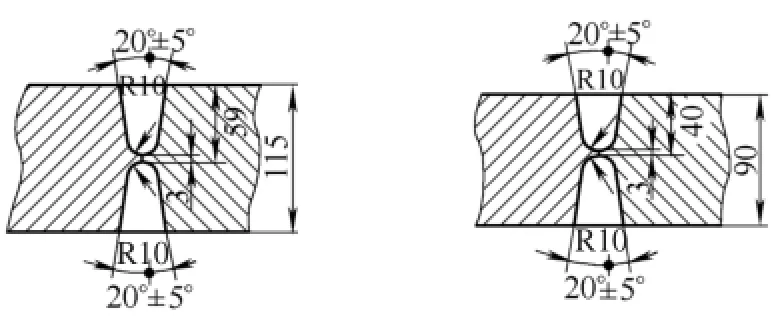
图3
(2)组装要求 钢板对接时采用定位板固定,装配间隙控制在2mm以内。
滑环类高拘束度结构件,应先粗加工,保证配合间隙尽量较小,并均匀分布,装配腹板前先划线,用定位板根据结构尺寸进行筒体上定位板的焊接再装腹板,检验各部位装配质量,不可点焊,否则预热时因膨胀不匀定位焊缝拉裂形成潜在焊接缺陷。
(3)预热方法 钢板对接:采用煤气(或氧乙炔火焰)预热,温度达到100℃以上。
滑环预热:采用筒体远红外履带式电加热结合腹板煤气加热方法,筒体先加热使之膨胀,约30min后腹板开始加热,保证筒体筒体预热达到140~150℃,腹板预热达到100~120℃,坡口间隙以2~3mm为宜。
预热范围要求板厚3倍以上,用红外线测温枪近距离(200~350mm)垂直测量,同时预热过程中要求用保温棉进行保温。环境温度较低时预热温度应增加20~30℃。
(4)焊接实施 根据工艺试验确定焊接材料,实际施焊时,当达到预热温度后,第一层用φ1.2mm丝径的CO2焊接先进行填充以防止焊穿,然后采用埋弧焊焊接,焊接参数如表2所示。
焊接过程中保证层间温度碳钢结构≥100℃,低合金钢≥150℃;如果达不到此最低规定,应继续通电预热,但必须注意防止触电等安全(良好接地措施)。
一旦焊接除非特殊情况,一
般要求连续焊接,禁止中途停留;特殊情况间断后,必须重新预热达到规定温度后才能进行焊接,而且重新预热的加热速度要求控制好,不得高于50℃/h,以免产生应力开裂。
自动焊焊缝形状系数在1.3~1.5为佳,偏小的形状系数,在厚板焊接时极易产生结晶裂纹。
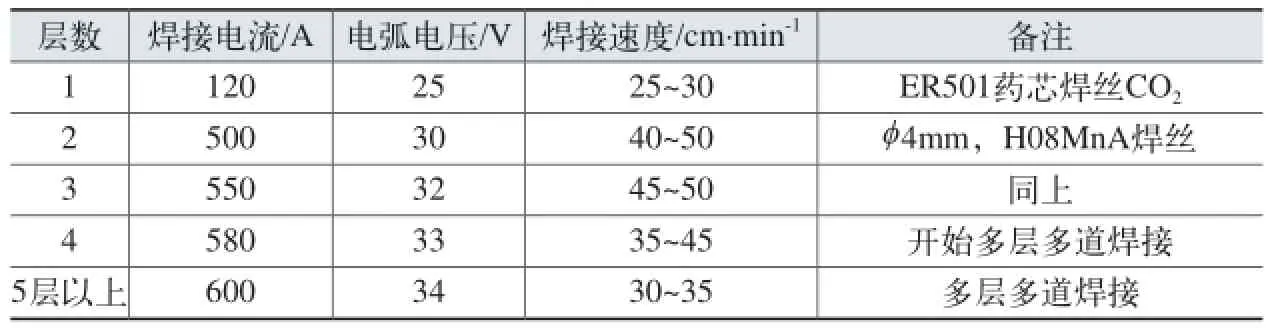
表2
由于腹板对接必须考虑焊接变形的影响,所以采用不对称坡口,从小坡口侧先焊接,注意两面交替焊接,随时检测角变形量并调整焊接顺序,特别注意盖面层的焊缝对角变形有较大影响;滑环筒体与腹板组合的环缝焊接也同样要注意腹板变形量,一般以8~10mm为宜,达到此值时就必须翻面焊接;而筒体钢板对接时因为钢板长度大,自重大,在对接焊缝焊接时,因为自重作用,相当于进行了刚性固定,可以一次将一面焊接完毕再翻面。
必须采用多层多道焊接,这样既有利于减少结晶热裂纹产生的几率,又可大大减少焊接应力,同时每层每道焊缝对上层上道焊缝有回火作用,不仅提高了焊缝力学性能,而且利于焊缝残余氢的逸出,对防止厚板焊接冷裂纹有很大作用。
板材对接时焊丝与坡口母材间距以焊丝直径为准,过大边缘未熔合,过小易产生咬边或焊道间未熔合。腹板与筒体组合环缝焊接时,自动焊机应做相应工装,保证焊机焊接速度和焊丝角度方便调节,焊丝与腹板的夹角以70°~80°为宜,焊机改装及实际焊接情形如图4所示。
(5)焊后热处理 如图5所示,厚板类焊接结构因残余应力较大,一般应进行焊后消除应力热处理,对于板材对接焊缝,消除应力热处理的升温速度可以参照板厚进行计算:升温速度v1≤5500/δ(℃/h);降温速度v2≤7000/δ(℃/h);保温时间t≥2+(δ-50)/100 (h);其中,δ为需热处理的板厚。
板材对接焊缝可以用履带式加热器进行热处理,滑环类最好进炉内热处理,如果没有合适退火炉,采用功率足够的履带式加热局部热处理也可以得到较好效果。这时因为局部热处理原因,加热速度和冷却速度均应比图5中的参数降低10~20℃/h,并注意围好保温材料,防止空气侵入和热量损失。
消除应力后应进行超声波检测,对角接焊缝还应检查层状撕裂缺陷。
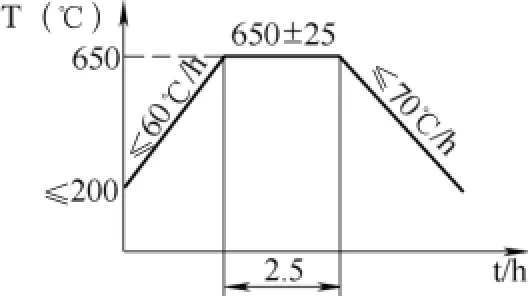
图4 消除应力热处理工艺曲线

图5 环缝焊接时现场情景
6. 结语
厚板焊接有其特殊性,预热和连续小规范多层多道焊接是保证焊接质量的基本工艺措施,不能因为材料焊接性好就不引起重视。对拘束度较大的构件,更需强调预热的作用,特别是考虑膨胀收缩原理,通过焊前预热和电弧热,使工件与焊缝同时膨胀和收缩,尽量减少焊缝过大应力,同时还要考虑层状撕裂的问题(如选择Z25以上板材),这样才能保证焊接质量。
笔者按照上述方法,焊接过建材行业磨机、锻压机床机架以及电力行业厚管板,均取得较好效果。
[1]陈祝年.《焊接工程师手册》第二版[M].北京:机械工业出版社,2010.
[2]《焊工手册》(埋弧焊、气体保护焊、电渣焊、等离子弧焊).北京:机械工业出版社,1998:5.
张运孟等,黄石聚达电力设备有限公司。
