SR50D根焊焊条的研制
2015-11-30聂建航亢天佑王青云张文军
聂建航 亢天佑 王青云 张文军
SR50D根焊焊条的研制
聂建航 亢天佑 王青云 张文军

研制了一种根焊焊条SR50D(E5016)。该焊条主要用于石油、天然气等长输管道根焊焊接,具有单面焊双面成形的特点,由汉诺威分析仪采集的电参数分析可知,研制的焊条工艺性已达到并且优于进口的焊条。
1. 概述
目前油气管道主干道用的管线钢主要是X70及以上级别,技术要求高,与之相配套的焊材要求也较高。在管道根焊方面,要求全位置焊接时,能够单面焊双面成形,焊缝的气孔等缺陷率较低,冲击韧性稳定。过去,国内所采用的这类优质焊条主要依靠进口焊条,国内在此技术领域尚属空白。
本文研制的根焊焊条,主要用于管道打底焊接,能实现良好的单面焊双面成形,且熔敷金属扩散氢含量低,气孔敏感性小,冲击韧性较好,可替代进口焊条,在石油管道领域有很好的市场推广前景和较好的经济效益。
2. 研制过程
根焊焊条的难点在于单面焊双面成形的工艺性能,为满足这一特性,在研制根焊焊条时需注意以下特点。
(1)短渣性 为使焊缝能单面焊双面成形,需要熔渣具有良好的短渣性。在熔池高温区熔渣较稀,能在电弧吹力作用下顺利进入焊缝背面,且温度降低后熔渣粘度迅速降低,能较快凝固,使铁液不下淌,实现良好的背面成形。通过多轮工艺性试验,最终选择CaO-CaF2-SiO2-TiO2渣系,并调整各组元成分比例,可获得良好的工艺性能。
(2)具有一定的药皮套筒和电弧挺度 要满足焊缝背面成形的特点,要求焊条具有一定的药皮套筒,以提高电弧吹力和电弧挺度。使液态铁液可被电弧吹力吹向成形焊道的一侧,使之凝固,保证焊缝背面成形。研究发现,较高的大理石含量可以保证合适的药皮套筒长度,但超过50%后套筒过长,焊接过程中易出现掉药皮以及挡熔池等情况。另外,较高的大理石含量还能获得较低的熔敷金属扩散氢含量。

表1 焊条药皮组成(质量分数) (%)

表2 熔敷金属化学成分(质量分数) (%)
3. 试验结果
(1)渣系 根据以上分析,选择CaO-CaF2-SiO2-TiO2作为主渣系,添加硅铁、钛铁和锰铁作为脱氧元素,保证所需力学性能。药皮各组分合适的配比如表1所示。该渣系可使熔敷金属扩散氢含量低至3.02mL/100g,具有较好的抗裂性。
(2)熔敷金属化学成分和力学性能 按要求进行制样,SR50D和进口品牌焊条熔敷金属化学成分(见表2)、力学性能
如表3所示。由此可看出,研制的SR50D与进口焊条的熔敷金属化学成分基本一致,力学性能相当。

表3 熔敷金属力学性能
(3)焊条工艺性评定 该焊条经中石油天然气管道局高级技师评价,焊接工艺性较好、电弧稳定、飞溅较小,且背面成形较好,与进口焊条工艺性基本相当。在陕西西宇无损检测有限公司进行工艺评定,用SR50D焊条打底,SRTX70自保护药芯焊丝填充、盖面,母材为L415M、φ355.6mm×8mm。四组拉伸试验断裂部位均为热影响区韧性断裂,四组刻槽锤断试验结果均为锤断面上无缺陷。表明SR50D焊条与SRTX70自保护药芯焊丝配合,管道焊接性良好。
SR50D根焊背面成形如图1所示。焊缝背面成形较好,焊道有轻微凸起,与母材润湿性较好。脱渣性好,没有夹渣等缺陷。
用汉诺威分析仪采集焊接过程中的电参数,图2为两种焊条1s内电压、电流波形。由波形可看出,SR50D比j进口焊条短路频次高,1s内有7次短路过渡,短路时间间隔稳定且较短。短路过渡时间较短,说明短路过渡时熔滴颗粒较小,飞溅相对较小,电弧更加稳定。
图3为汉诺威分析仪生成的两种焊条短路时间频次分布。两种焊条短路概率分布整体上比较集中,基本都在5ms以内。进口焊条有少量>6ms的短路,SR50D没有>6ms的长时间短路。SR50D、进口焊条的平均短路时间分别为1.51ms和1.87ms。SR50D焊条平均短路时间短,说明SR50D焊条熔滴比进口焊条更细小,与电压、电流波形结果一致。

图1 SR50D根焊背面成形
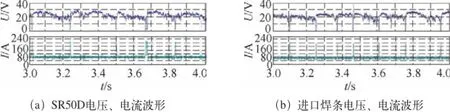
图2

图3 焊条短路时间频次分布
4. 结语
研制的SR50D根焊焊条具有良好的全位置焊接工艺性,电弧稳定,飞溅较小,可实现较好的单面焊双面成形,达到国际先进水平。不仅扩散氢含量低,力学性能较好,而且与SRTX70自保护药芯焊丝配合进行管道焊接,可获得较好的性能。
此外,由汉诺威分析仪采集的电参数分析可知,研制的焊条可代替进口焊条。
[1]薛振奎,等.我国油气管道和焊接技术[J].焊接,2002(11):11-14.
[2]张子荣,李昇鹤.电焊条[M].北京:机械工业出版社,1998.
聂建航等,洛阳双瑞特种合金材料有限公司。
