EQ2594焊带在超级双相不锈钢耐蚀合金堆焊中的应用
2015-11-30JohanthmanAndersWallerOlaRunnerstam张怀征
Johan Löthman, Anders Wallerö, Ola Runnerstam, 张怀征
EQ2594焊带在超级双相不锈钢耐蚀合金堆焊中的应用
Johan Löthman, Anders Wallerö, Ola Runnerstam, 张怀征
与奥氏体不锈钢和镍基材料相比,超级双相不锈钢(SDSS)具有一系列独特特性,使SDSS适合用于各类严苛的应用环境中。本文对Sandvik 25.10.4.L超级双相钢焊带通过使用非合金焊剂进行电渣堆焊(ESW)获得符合EQ 2594成分的堆焊层。结果显示,堆焊层熔敷金属的化学成分以及综合力学性能都达到了使用要求。
1. 概述
与奥氏体不锈钢和镍基材料相比,超级双相不锈钢(SDSS)具有一系列独特特性,如能有效抵御应力腐蚀开裂,具有更高的机械强度,良好的耐氯化物腐蚀能力。此外,SDSS还具有卓越的焊接性、耐侵蚀腐蚀以及耐腐蚀疲劳等优异特性。凭借出色的耐蚀性,SDSS适合用于各类严苛的环境中,如氯化海水以及温度<300℃的酸性含氯介质。在应用温度<300℃的腐蚀环境下,SDSS是替代镍基材料的一种具有良好的成本效益解决方案。
超级双相不锈钢SDSS牌号目前仅有焊丝(ER2594)和焊条(EQ2594)两种形式的产品。之前超级双相钢表面堆焊只能采用丝极埋弧焊,焊条电弧焊或氩弧焊,生产效率较低,因此,SDSS尚未能有效替代奥氏体不锈钢和镍基合金等拥有埋弧焊(SAW)或电渣焊(ESW)焊带材料。目前EQ2594焊带已推向市场,使用这款超级双相钢焊带进行带极电渣堆焊,可以极大地提高表面堆焊的生产效率。本文将对用ESW方法获得的EQ2594 堆焊层进行熔敷金属化学成分、铁素体含量、PRE值、力学性能以及耐腐蚀性等方面进行测量和分析。
2. 试验材料和方法
试验采用一种或两种焊带,堆焊得到两层或三层熔敷金属,以评估母材未经过或经过焊后热处理情况下的焊接工艺(见表1)。
本试验中ESW带极堆焊在AISI A182级母材试板上进行,使用Sandvik 47S焊剂,这是一种用于ESW方法的烧结型中性焊剂,试验用焊带的化学成分如表2所示。

表1 测试中的ESW堆焊顺序

表2 试验用焊带的化学成分(质量分数) (%)
3. 试验结果和分析
(1)堆焊层化学成分 试验显示,在母材(未经热处理)上直接堆焊两层EQ2594所得到的堆焊层表面的化学成分,与先堆焊一层EQ309L过渡层再堆焊两层EQ2594的表面化学成分几乎完全一致。在这两种情况下,PRE 值都达到了41(见表3)。
(2)铁素体含量 根据ASTM E562 标准测量堆焊层的铁素体含量,并根据WRC-1992
标准计算。两种堆焊层的铁素体含量几乎完全相同(见表4)。
(3)微观组织 在对母材未经热处理和经过热处理(第一层使用过渡层309L)堆焊层的微观结构进行分析后发现,两者均含有典型的双相焊缝结构以及铁素体含量30%左右的平衡的铁素体-奥氏体比例(见附图)。微观组织中基本不含二次析出相成分(二次奥氏体、σ相和氮化铬),极低的孔隙率和孔径(直径约为50μm),如表5所示。
(4)腐蚀 试验中采用ASTM G48A和ASTM G48E两种不同方法分析耐点蚀性能。根据NORSOKM-601标准,ASTM G48A方法应在40℃环境下进行,曝露时间最少为24h(见表6)。ASTM G48E方法中的临界点蚀温度(CPT)试验在40℃、45℃及50℃三种不同的温度下进行结果显示在45℃时已发生点蚀(见表7)。
(5)力学性能 通过对纯熔敷金属在室温下进行拉伸试验,从而研究材料的力学性能(见表8)。
根据NORSOK M/601标准,对纯熔敷金属的上层、每组取6个样本进行了冲击性能测试,测试温度为-46℃(见表9)。
侧弯试验选取了3个试样进行,所有试样均通过了测试(见表10)。
(6)结果分析 对于超级双相不锈钢的焊接,一般不需要进行焊后热处理,但如果需要对母材(例如低合金钢)进行焊后热处理的话,在堆焊第一层奥氏体过渡层之后进行焊后热处理。在本试验中,过渡层采用了309L(Sandvik 24.13.L)材料。如无需对母材进行焊后热处理,则仅需两层EQ2594熔敷金属就能获得未稀释的EQ2594堆焊层。
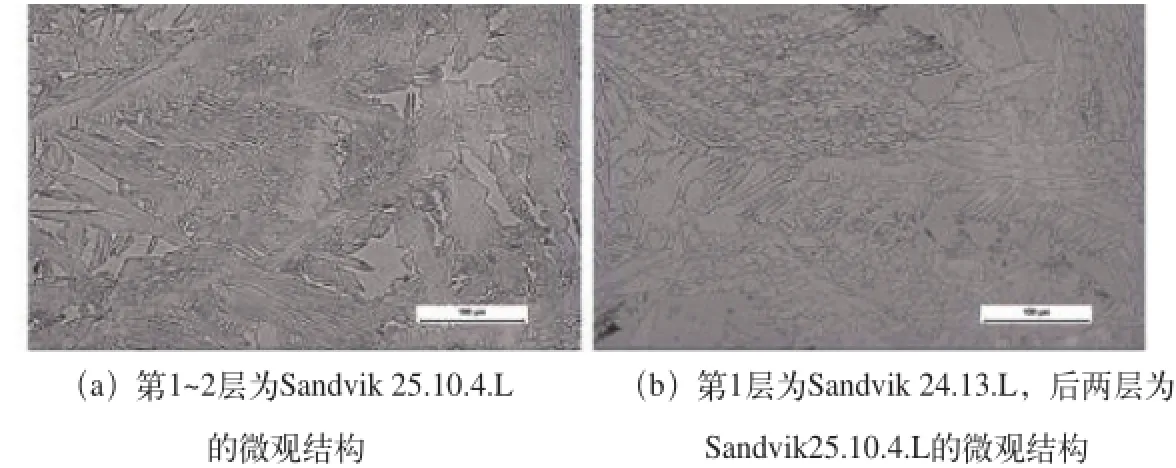
微观组织图
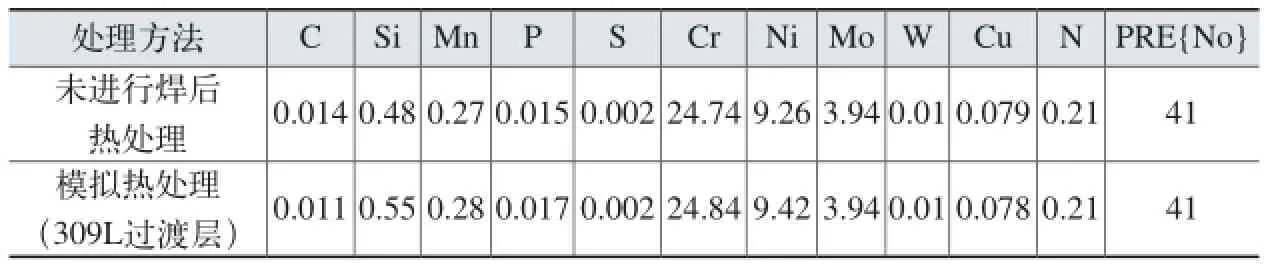
表3 熔敷金属表面层的化学成分(质量分数) (%)
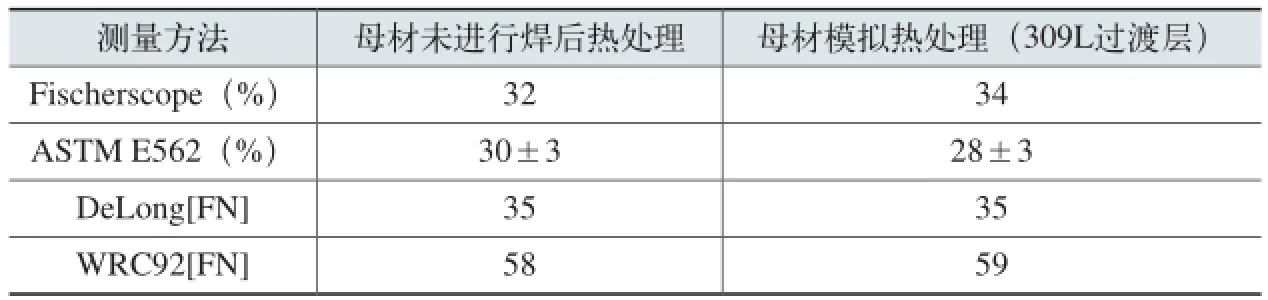
表4 铁素体含量
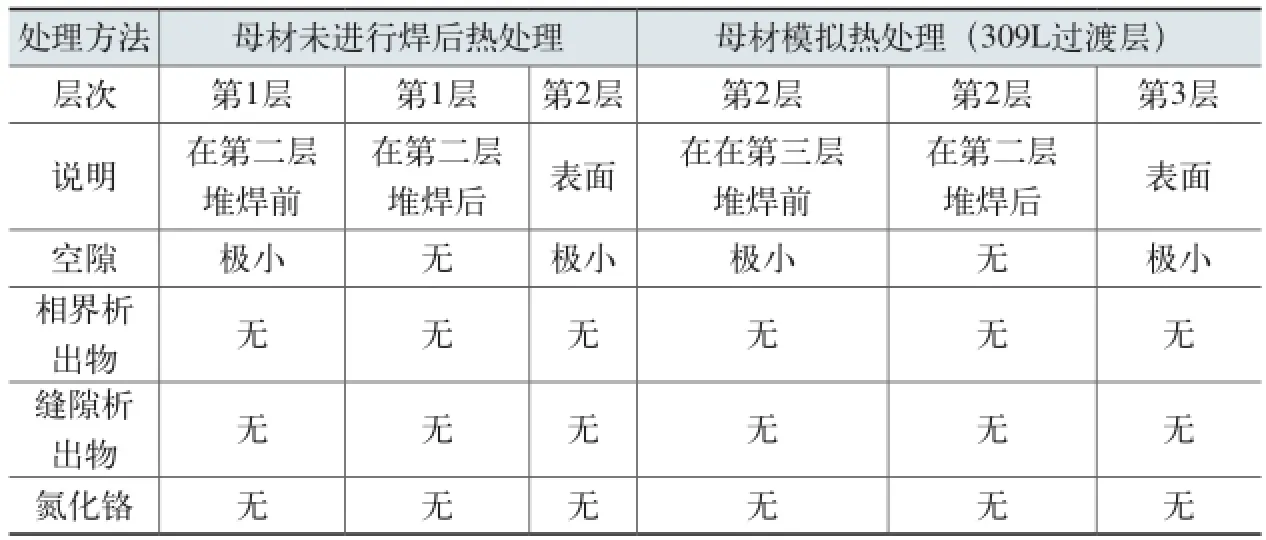
表 5 空隙和σ相及氮化铬情况

表6 表层氯化铁点蚀试验(G48A法)

表7 表层氯化铁点蚀试验

表8
EQ2594的堆焊可使用ESW
(电渣焊)工艺。采用Sandvik 25.10.4.L(EQ2594)焊带和Sandvik 47S焊剂,可实现良好的焊接性和表面光滑度。两层堆焊可以获得未稀释的EQ2594堆焊层的表面化学成分,以及铁素体-奥氏体微观组织,且基本上不含第二相。
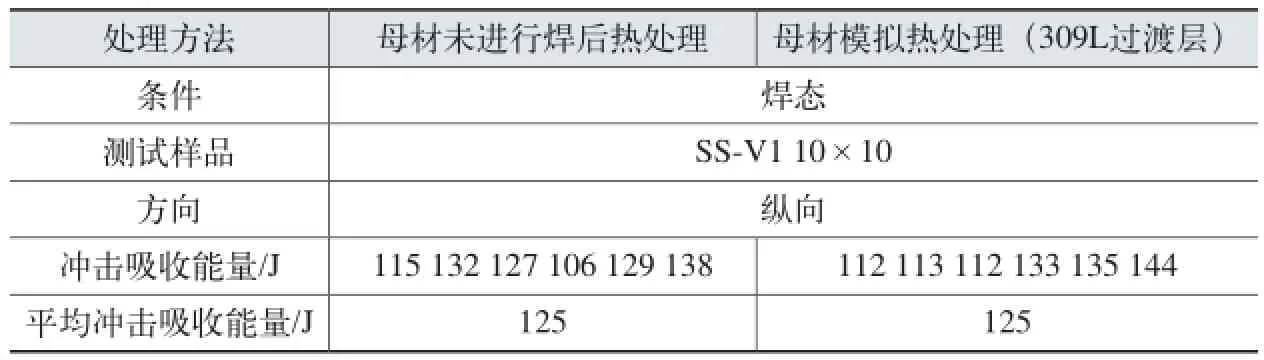
表9 堆焊层在-46℃环境下的冲击性能

表10 堆焊层的侧弯试验
铁素体-奥氏体微观组织的铁素体含量约为30%(按ASTM E562标准测量)。根据WRC—1992标准计算,铁素体数为50%~60%,抗点蚀当量(PRE)约为41。较为平衡的铁素体-奥氏体比例加上较高的PRE值,表现出了卓越的耐腐蚀性。根据NORSOK M—601标准,能满足40℃条件下ASTM G48 A试验要求,并在ASTM G48 E标准下达到45℃极高的临界点蚀温度(CPT)。
由于很好的两相平衡铁素体-奥氏体,加之不存在第二相,使得焊缝的力学性能和伸长率较高,一般可达到30%的伸长率,这对于超级双相焊接金属而言是相当高的,同时还能实现出色的抗拉强度(约830MPa)和屈服强度(约670MPa)。在冲击性能测试中,表面熔敷金属还展现出优异的韧性,在-46℃下约为125 J。此外,所有样品均通过侧面弯曲测试。
经试验证明,使用Sandvik 25.10.4.L焊带和Sandvik47S焊剂进行ESW方法堆焊,可成功获得EQ2594耐蚀合金(CRA)堆焊层。这种方式可提高CRA耐蚀合金堆焊的成本效益,适用于石油、天然气、化工、海水相关应用、纸浆和造纸工业等氯漂白环境以及化学工业等较为严苛的应用领域。
4. 结语
通过使用Sandvik25.10.4.L焊带和Sandvik47S焊剂进行ESW方法堆焊,可获得EQ2594耐蚀合金(CRA)堆焊层。
根据NORSOK M-601标准,能在40℃条件下符合ASTM G48 A试验标准,并在ASTM G48 E标准下实现45℃的极高临界点蚀温度(CPT)。
Johan Löthman, Ola Runnerstam, 山特维克材料科技焊接产品事业部,Anders Wallerö, 山特维克材料科技研发部,张怀征,山特维克材料科技(上海)。
