烧结单齿辊耐高温磨损焊丝的研究
2015-11-30胡建平赵学彬
胡建平 赵学彬
烧结单齿辊耐高温磨损焊丝的研究
胡建平 赵学彬

为了提高单齿辊的耐高温磨损性能及使用寿命,研制了一种GD—550堆焊焊丝,并对其组织、硬度、耐磨粒磨损性能进行了研究。结果表明,通过向焊丝中加入大量Nb元素,可明显提高堆焊层在高温下的硬度与耐磨性,表面硬度达到64HRC,堆焊后单齿辊累计使用寿命高达12 000h。
1. 概述
单辊破碎机是钢厂和炼铁厂烧结系统的重要部件,主要工作部分是锤头,锤头包括锤柄和锤体两部分,锤柄主要起支撑作用, 锤体主要用来破碎烧结矿,锤头使用寿命的长短主要取决于锤体的寿命。工作时,通过锤头与侧下方篦板形成的剪切作用,使从烧结机尾部卸下的尚处于750~850℃高温的烧结矿破碎,故要求锤头尤其是锤体要抗高温耐磨。
煤矸石含大量的SiO2和Al2O3,其硬度>2 500HV。常用的耐磨金属材料以高铬合金为主,高铬合金显微硬度只有1 200HV,远远低于物料硬度。相关研究也指出磨料磨损不仅决定于材料的硬度,而且更主要的决定于材料硬度和磨料中磨粒的硬度比值,当比值<0.8时,磨损进入高磨损区。另外,高铬合金在850℃高温下,硬度由常温的58HRC,下降到45HRC,耐磨性下降30%以上。
如何提高材料硬度,提高单齿辊齿冠在高温下的硬度,成为提高单齿辊抗磨损性能的关键。本文针对单齿辊堆焊耐磨材料存在的问题,选用高硬度的碳化铌作为耐磨硬质相,开发出了一种堆焊耐磨焊丝,并对堆焊层的组织及性能做了研究。
2. 常用单齿辊堆焊材料
目前常用单齿辊堆焊耐磨材料主要是高铬堆焊合金,即Fe-Cr-C合金系,依靠堆焊层中形成的Cr7C3作为耐磨硬质相抵抗磨损。但是,Cr7C3显微硬度仅为1 100~1 300HV,远低于SiO2和Al3O2显微硬度,磨损仍很严重,使用效果也不理想。
3. GD-550耐磨堆焊合金性能
本文针对单齿辊高温磨损的特点开发的堆焊耐磨焊丝GD— 550是在高铬合金的基础上,通过添加热稳定性强、硬度高的碳化铌(NbC)硬质相制备的,成分如表1所示。碳化铌熔点高达3 200℃,硬度>2 400HV,比刚玉还硬,耐磨性更强。由于其熔点高,在堆焊后冷却过程中对Cr7C3起到细化晶粒的作用,显著提高堆焊层耐磨性,提高堆焊层抗脱离性能。

表1 GD—500主要合金成分(质量分数) (%)

表2 堆焊参数及性能
4. 试验过程
(1)硬度及金相组织 试验试板材质为Q345钢,堆焊材料为GD—500型耐磨焊丝,堆焊参数如表2所示,堆焊成形效果如图1所示。空冷后磨平,利用HR—150A多功能数字硬度计对堆焊层进行洛氏硬度测试,根据GB8640—1988规定,每个试样测定5个点,取平均值,试验采
用金刚石压头,载荷为150kg,加载时间为5s,恢复时间为3s。其中测定点之间的距离或任一测定点距试样边缘的距离≥3mm,每个试样测试5个点,取平均值。
堆焊层的组织测试首先采用金相切割机、金相镶样机、预磨机、抛光机等设备进行金相试样的制备,然后利用4X1、ols3000及MPEG3等型号显微镜进行组织观察与图像采集。
(2)试验结果分析 图2为堆焊层金相组织,图中方形白色相即为高硬度NbC,其弥散分布在马氏体上和残余奥氏体上,保护基体不受磨损。碳化铌熔点高达3 500℃,在堆焊层中起到细化晶粒的作用,Cr7C3硬质相都以碳化铌为形核质点包裹在NbC周边。另外碳化铌尺寸小,在堆焊层中约10μm,与高铬碳化物(40~60μm)相比,其分布更致密,更均匀。在GD—550堆焊层中,由于碳化物的尺寸大大减小,单位面积内的碳化物分布更密集,因此在受到冲击载荷时,单个碳化物上承受的冲击力会大幅降低,因此整个堆焊层的耐冲击性能也会显著提高。
新型GD—550碳化铌堆焊层硬度如表3所示,碳化铌硬质相的存在,使堆焊层硬度较高。碳化铌堆焊层由于高硬度碳化铌的存在,使的硬质相分布更密集,因此硬度更高。硬度最高可以达到65HRC,平均>64HRC。

图1 GD-500堆焊成形效果
5. 实际应用
唐山冶金机械厂原来采用耐磨焊条堆焊单齿辊,焊后硬度低,而且高温加热后耐磨性差,使用寿命低,更换频率快,劳动强度大。如该厂采用我公司生产的GD—550焊丝堆焊单齿辊(见图3),堆焊后不仅单齿辊性能得到显著提升,而且焊接效率也大大提高。一台φ1 500mm×2 520mm水冷式单齿辊,在表4焊接参数下堆焊厚度10mm(3层),堆焊后实际采用便携式硬度计测试硬度高达64HRC,发往钢厂累计使用时间高达12 000h,深受用户好评。
6. 结语
本文对新型的GD—550堆焊材料与传统的高铬合金进行了性能对比,结果表明,所开发的GD—550耐高温磨损堆焊材料,由于加入了大量熔点高,体积小,显微硬度高的NbC硬质相,使其与传统高铬合金相比,在抗高温磨损方面具有较强的优势。实际应用也表明,采用GD—550堆焊修复后的烧结机单齿辊,使用寿命显著延长,不仅减少了更换次数,也降低了生产成本与劳动强度。
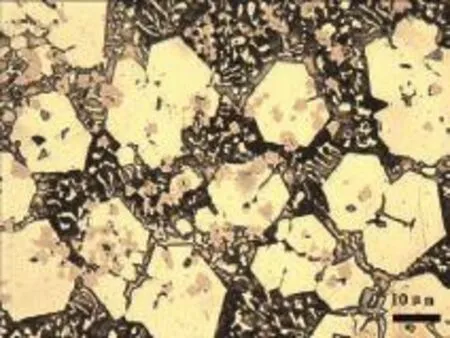
图2 新型碳化铌堆焊层金相组织

图3 采用GD—550堆焊单齿辊星轮

表3 堆焊层宏观硬度 (HRC)

表4 单齿辊堆焊工艺
[1] 王智慧,俞长丽,贺定勇. 焊后热处理对Fe-Cr-C耐磨堆焊合金组织和磨损性能的影响[J].材料热处理学报,2009(8).
胡建平等,北京佳倍德工程技术有限公司。
