薄板不锈钢氩弧焊接技术研究
2015-11-30刘杰赵诺朱振华严英华
刘杰 赵诺 朱振华 严英华
(珠海格力电器股份有限公司 广东珠海 519070)
薄板不锈钢氩弧焊接技术研究
刘杰 赵诺 朱振华 严英华
(珠海格力电器股份有限公司 广东珠海 519070)
通过对不锈钢水箱内胆氩弧焊缝中产生白斑的原因进行研究,确定白斑的产生与焊接参数的关系。并通过机械拉伸实验、FeCl3点腐蚀实验,分析了白斑区的力学性能和耐腐蚀性与正常焊缝区的差异,通过EDX扫描分析得到了白斑的主要化学成分,为薄板不锈钢焊接提供了控制依据。
不锈钢;氩弧焊接;白斑;实验
目前不锈钢薄板拼接或筒体类对接接头多采用钨极氩弧焊接,对于2.0mm以下板厚的钢板,一般用不添加焊丝的钨极氩弧焊接。钨极氩弧焊接(不加丝)过程稳定、焊接参数可精确控制,焊缝质量好,焊接变形小,易于实现自动化,适合不锈钢薄板的焊接,而且焊接成本低、外表成型美观、焊接后打磨量小。
热水器304不锈钢水箱内胆,在不加焊丝的直缝氩弧焊接时,焊缝中间有时会出现白色斑点,有密集型的,有间断分布的,初步判定这些白斑为钢板中的杂质聚集析出而成,现称这些白斑点为白斑。为了验证白斑出现的原因、规律及对使用性能的影响,我们对钢板进行了相关的焊接试验及验证。
1 材料取样
为了验证焊接参数对白斑的产生的影响以及白斑焊缝的性能,我们从焊接出现过白斑的问题板中取样,用剪板机剪成500*100*1.2的试板。取样前原始焊缝状态如图1。
2 焊接实验工艺
焊接工艺方法与设备:松下YC-400TX3 TIG焊接电源,无坡口对接焊接,组对间隙≤0.3mm,保护用气为Ar,纯度≥99.99%,在焊接时,周围气体流速小于2m/s,焊枪夹持机构沿导轨匀速移动。焊接参数对比表如表1,焊接后的效果图如图2、3、4。
焊缝正面宽度测量结果为:1#,7.6mm;2#,5.8mm,3#,6.7mm;3#,4.7mm;5#,5.5mm。可以看出,当焊接速度不变时,电流小则焊缝宽度
小,当电流过小时,背面则会出现未熔合现象。当电流值不变时,焊接速度越小,焊缝宽度越宽,焊接过程出现白斑的可能性越大,焊缝出现氧化偏黑的现象越严重。

图1 问题钢材的焊缝形态

图2 正常焊缝

图3 密集型白斑
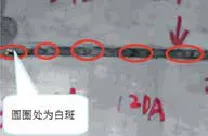
图4 间断型白斑
3 实验结果及分析
3.1 机械拉抻试验结果
试验取样规格180*20*1.2mm,试验结果(取每种焊缝样品平均值计算)如表2。从表2可以看出,5种焊缝的机械性能强度值相近且无规律性。样件的断裂位置都是在焊缝和热影响区熔合线。
3.2 化学元素测量分析
试验取样规格40*40*1.2mm。采用直读光谱实测结果(取每种焊缝样品平均值计算)如表3。采用EDX扫描对母材和1#、2#焊缝的白斑位置测量结果如表4。
通过以上测量可以发现,焊缝区各化学元素成分含量和母材相近,无明显的区别,白斑的产
生对焊缝本身化学成分无明显影响。用EDX扫描白斑的化学成分可以知道,主要是由于Ca、Si元素的含量升高导致白斑现象的产生。

表1 焊接参数对比表

表2 机械拉抻试验结果

表3 采用直读光谱实测结果

表4 采用EDX扫描测量结果

图5 焊缝白斑的形貌及成分分析

图6 焊缝白斑的形貌及成分分析

图7 母材

图8 白斑焊缝

图9 正常焊缝
对白斑区域进行形貌和焊缝能谱面扫分析,得到如图5、6图形。
1#焊缝白斑形态较小,但分布密集,2#焊缝出现了较大的白斑形态,肉眼可以观察到,直径达到φ2.5mm左右。白斑形貌及能谱面扫结果,白斑主要是由于Ca、Si、Al、O元素增加,主要以CaO-SiO2-Al2O3的复合氧化物形式存在。
3.3 FeCl3溶液点腐蚀对比
试验取样规格40*40*1.2mm。试验结果(取每种焊缝样件平均值计算)如表5。点腐蚀实验后的结果如图7、8、9。
根据实验数据可看出,样品的失重率没有规律,且通过点腐蚀的样件可以看出,热影响区的熔接线是发生腐蚀最严重的区域,与焊缝是否出现白斑并无直接关系,白斑的出现对样品的耐腐蚀性没有明显影响。

表5 FeCl3溶液点腐蚀对比试验结果
4 结论
(1)在炼钢过程中需加入造渣料、脱氧剂等,引入了杂质,搅拌时不可能做到100%均匀,在钢水凝固时局部位置可能杂质偏高,而杂质含量偏高的在焊接过程中容易聚集浮现。
(2)当焊接速度较小时,Ca、Si等杂质在电弧推力的作用下沿焊接方向移动,当达到一定量后,就聚集析出在表面,形成白斑。焊接速度增大后,夹杂物来不及聚集上浮到表面就已经凝固。提高焊接速度,控制好焊接过程中的热量的线输入量,能够有效的抑制白斑的产生。
(3)白斑位置有含量较高的Ca、Si、Al、O等元素,主要是以CaO-SiO2-Al2O3系复合氧化物形式存在。
(4)发生点腐蚀位置主要分布在焊缝热影响区,有白斑样件和正常样件的失重率比较,没有明显的规律。
[1] 范光伟等, 0Cr18Ni9不锈钢中非金属夹杂物来源. 北京科技大学学报 2007(8):29
[2] 郝瑞琴, 裴廷振, 杨淑菊. 18-8型不锈钢夹杂物成因分析及降低其含量途径的研究. 山西冶金, 2000(2):27
[3] 王荣滨. 18-8型奥氏体不锈钢晶间腐蚀原因分析[J].材料保护,1999,32(12):31-32
[4] 余家康. 光电化学微区成相技术和共振拉曼光谱方法评价敏化不锈钢的晶间腐蚀敏感性[J].腐蚀科学与防护技术,1997,9(2):153-155
Study on welding technology of thin stainless steel argon arc
LIU Jie ZHAO Nuo ZHU Zhenhua YAN Yinhua
(Gree Electric Appliances Inc. of Zhuhai Zhuhai 519070)
The relationship of speckle and the welding parameters was determined through researching the argon arc welding with stainless steel water tank(with no)causes of speckle. The difference between speckle welds the mechanical properties and corrosion resistance of the speckle area with common weld by the tensile test, FeCl3point corrosion test, the main chemical components was analyzed through EDX to provide the basis for improving the quality of spot welding sheet metal parts.
Stainless steel; Argon arc welding; Speckle; Experiment
