纯铜散热片的高速切削技术研究
2015-11-30黄松茂刘小娟
黄松茂,刘小娟
(中山职业技术学院机电工程学院,广东 中山528404)
近些年来电子工业正处在飞速发展的道路上,电子产品呈现出高速度、高密度、微型化的发展趋势。就以中央处理器CPU为例,过去数十年的研发才使其频率达到1 GHz,而从本世纪初到现在,处理器的最高频率己经突破4 GHz大关。晶体管数量的增加一方面有效地提高了处理器的执行效率,但是,另一方面也带来了功耗和发热量直线上升的问题。
目前,热失效已成为高集成度电子设备的主要失效形式。研究表明,单个半导体原件的温度升高10℃,系统的可靠性降低50%,超过 55%的电子设备及其产品其失效形式是由温度过高引起的,利用散热片来增加散热面积是有效散热技术中最常见的方式。随着电子元器件发热密度增加的趋势,散热的需求日益增加,散热设计的难度越来越高,所花费的成本越来越多。未来各种不同的冷却技术如水冷、冷冻循环以及浸入式沸腾冷却等都可用来解决散热问题。尽管如此,采用散热片的空冷或者风冷仍是最经济、最可靠的散热方式。
对于高集成度芯片而言,在使用过程中必须确保高热流密度条件下电子设备热量能及时排出,若不对其热性能进行深入的研究,并采取相应的措施,将严重影响高集成度电子设备的热可靠性。因而研究怎样更好的把电子设备上产生的热量散发出去己成为电子制造业一个迫切需要解决的问题。
1 问题的提出
对于电子产品的散热片的散热性能而言,其影响因素主要有两个方面:一方面是材料的选择,另一方面是散热片的加工工艺。比如,对于使用纯铝散热片的高级音响设备而言,由于其功率较大,随着使用时间的持续增加,机箱温度也必将持续增高,这样音响的正常运行状况及其使用寿命很容易因散热片散热性能的好坏而受到制约。根据散热片材料的自身特性,我们不难发现纯铜散热片比铝散热片散热性能要好几倍,当选用纯铜散热片时,电子设备的使用性能和使用寿命都得到了有效的提升。当前,纯铜散热片因其散热性能强、加工性能好已被广泛推广应用在发动机、电脑CPU、高档音响等设备上做为散热装置[1]。
对于散热片而言,材料的选择、加工方法的确定对其散热性能好坏有着很大的影响。在材料选取上,最初我们选择的是铝,后来发展到铜,到今天在有些设备上已采取了铜铝结合的散热片。在加工方法上,目前主要有铝挤式散热片、塞铜式散热片、压固法、锻造式散热片、铸造法等。传统的铸造、压固等方法因其模具制造成本比较高、模具损坏比较大大、产品生产周期比较长等因素的制约,导致无法适应现代设备对散热片多样性及高散热性能的要求。
传统的切削方法相对于铝挤型散热片,切削工艺解决了散热片的鳍片厚长之比的限制。切削工艺是利用特殊的刀具将整块材质削出一层层的鳍片,这种散热鳍片可薄至0.5 mm,而且散热片的鳍片和底座是一体的,因而就不会出现界面阻抗的问题。不过这种切削工艺在生产的过程中废料多和量品率低的影响使得成本居高不下[2]。钝铜散热片的结构如图1所示,根据其材料及结构的特殊性,经分析可知,如果运用传统切削工艺来加工,很难按照设计要求加工出合格的产品。高速切削技术是近些年来迅速崛起的一项先进制造技术。
高速切削技术具有高效率、高质量、高精度、低耗能的特点,目前已广泛的应用到汽车、模具、轻工、电子工业、光学与精密机械等行业产品生产制造中。借助于现代制造业中高速切削技术的广泛实践,这种高速切削技术有望成为简单结构纯铜散热片最理想的制造方式。对于散热片利用高速切削技术进行加工,其关键是利用特殊的刀具将整块材质削出一层层的鳍片(由于散热片的鳍片和底座是一体的),用以避免出现界面阻抗的问题[3]。同时,在采用高速切削加工工艺对此类薄壁件进行制造时,无论是工件的加工,还是装夹都有相当大的难度,因此,选取合适的装夹方式、设计合理夹具、刀具选择、参数确定、制定合理的高速切削加工工艺都是非常重要的(如图1所示)。
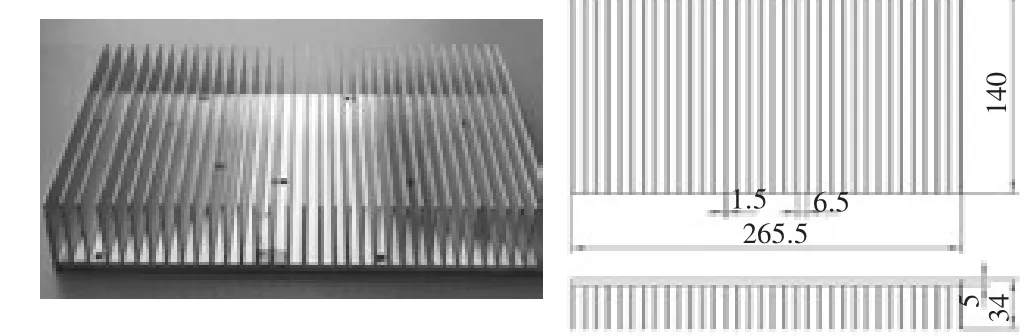
图1 纯铜散热片结构图
2 纯铜散热片高速切削技术难点分析
高速加工技术在加工刚性较弱的工件时候,与其他加工方法相比较有其特有的优势,具体表现在切削力小、切削热变形低、切削速度高、单位时间去除材料率大、加工精度高等方面[4]。高速飞出的切屑可以有效带走加工中产生的热量,即便在没有任何方式冷却的条件下,零件和刀具的热变形和受压变形也很小。用此方法加工纯铜散热片这类薄壁零件,在加工工件刚性较差的情况下,也是能取得满意的加工效果。但是要取得较高的加工质量,也必须对这类零件进行深入分析,针对加工难度,进行逐一突破解决。经分析可知,影响纯铜散热片这类薄壁零件加工精度的因素主要取决于由机床、夹具、刀具和工件构成的工艺系统的几何误差、受力受热变形和工件内应力引起的误差[5]。对于这类薄壁零件加工精度的影响因素及加工难点主要有以下几个方面:
(1)材料塑性大。塑性是指材料在外力作用下,产生塑性变形而不被破坏的能力。零件采用的是纯铜材料,塑性非常大,在加工时极容易粘刀,从而导致切削力增大,切削温度升高,进而使得刀具寿命缩短。因此,为保证刀具的使用寿命,就必须采取措施来尽量减少粘刀现象。
(2)鳍片深度大,壁厚薄。鳍片深度30mm、壁厚为1.5 mm,加工此类零件时,鳍片极易产生变形,从而导致零件达不到要求。
(3)装夹困难。此薄壁件因材料和结构的特殊性,采用虎钳装夹极易产生变形且不能很好保证牢靠的装夹,所以必需要设计专用夹具来对其进行装夹。此类薄壁件加工的关键一方面是选择何种装夹方式,有效地减少装夹变形;另一方面是要尽量避免零件在加工时产生振动,保证工件的加工精度和表面质量。
(4)毛坯和半成品本身有形状误差,按误差复映规律反映到加工后的零件上;装夹时零件产生弹性变形,严重影响加工表面的几何精度和位置精度;切削力作用使零件产生变形;机床、附件、夹具本身刚性不足,影响加工精度。
前面所提及的这些加工精度影响因素及加工难点,零件弹性变形是主要甚至是决定性的原因,其次工艺系统热变形和零件的残余应力也是引起变形的重要原因,因此要获得尺寸、形状、位置精度稳定的零组件,是一项系统工程。在制定合理的加工工艺时,必须要重点综合考虑这些因素。
3 采取的技术措施
为了可以加工出精度较高的纯铜散热片类薄壁零件,必须解决以上提及到的问题,通过综合考虑,可以采取以下几个方面的技术措施来解决上述难题。
(1)采用高速切削加工
高速切削加工技术代表着切削加工技术最高水平,在国内外已经得到了较广泛的应用,高速切削加工有三个显著的优点:高效率、高精度、高表面质量、低切削力和低切削温度[6]。
高速切削与普通切削加工相比,切削力,尤其是径向切削力可降低30%以上。由于切削速度高,切削热来不及传到工件,大部分被切屑带走,一般认为大约有90%以上切削热被切屑带走。因此,高速切削加工过程中产生的应力可控制在很小的水平,这一特点很好地解决了鳍片加工时变形的问题。
高速切削与普通切削相比,切削速度快、材料变形速度块、应变率大,不易产生积屑瘤。同时,由于切削速度较快,切削表面来不及产生塑性变形,切削加工已经完成。这一特点也很好地解决了纯铜加工时产生的粘刀现象,一方面可提高零件表面质量,另一方面提升了刀具寿命,较低了加工成本。
(2)合理选择刀具材料及刀具几何参数
高速铣削要求高速刀具材料与被加工材料必须有较小的化学亲和力,具有良好的热稳定性、抗冲击性、耐磨性、抗热疲劳性,并具有优良的力学性能等。高速切削刀具材料主要有硬质合金、涂层刀具、金属陶瓷、立方氮化硼和金刚石。它们各有优点,适合不同的工件材料和不同的切削速度范围。刀具材料与工件材料之间有一个适配性问题,即一种刀具材料加工某种工件材料时性能良好,但加工另一种工件材料时却不理想,换句话说,不存在一种可适用于所有工件材料高速加工的万能刀具材料。
高速切削刀具材料必须根据所加工的工件材料和加工性质来选择。一般而言,涂层刀具及CBN刀具适合于钢铁等黑色金属的高速加工;PCD刀具适合于对铝、镁、铜等有色金属的高速加工;陶瓷刀具应用于加工各种铸铁、钢件、热喷涂喷焊材料、镍基高温合金等;金刚石刀具适合于加工非金属材料、有色金属及其合金[7]。
散热片材料采用的是纯铜,属有色金属,可以选择硬质合金或PCD刀具,在切削有色金属时,PCD刀具的寿命是硬质合金刀具的几十甚至几百倍,考虑到此零件的特点,为了减少成本,最后选用整体超微粒硬质合金(K20)刀具。
当刀具材料选定后,刀具几何参数的选择对刀具的寿命和切削速度有较大的影响,与普通铣削相比,高速铣削时一般前角应小于10°,后角应大于5°~8°。高速铣削铜时,经验值为:刀具前角 0°~5°,后角 12°~16°.
(3)合理的选择切削用量
切削用量包括切削速度、进给量和背吃刀量三要素。切削用量的选用直接影响到生产效率、加工精度、表面粗糙度以及铣刀的寿命等一系列问题,鉴于该零件材料的加工性能及结构的特殊性,应合理选择切削用量。具体选择见铣削参数如表1所示。

表1 铣削参数
根据铣削参数表计算主轴转速n及每分钟进给进量Vf:
直径准6 mm V=300m/min

由Vf=fzZn得出Vf=0.09×4×16 000≈6 000 mm/min
(4)冷却及润滑
在高速铣削时由于金属去除率和切削热的增加,切削介质必须具备将切屑快速冲离工件、降低切削热和增加切削界面润滑的能力。常规的切削液及加注方式很难进入加工区域,反而会加大铣刀刃在切入切出过程的温度变化,产生热疲劳,降低刀具寿命和可靠性。现代刀具材料,如硬质合金、涂层刀具、陶瓷和金属陶瓷、CBN等具有较高的红硬性,如果不能解决热疲劳问题,可不使用切削液。经本人研究,决定采用高压气体冷却。采用此种冷却方法的优点有:
一是,可以即时的把带有绝大部分切削热的切屑吹离工件。
二是,避免使用切削液后带来的环境污染及危害操机人员身体健康问题。
三是,延长刀具使用寿命,降低成本。
(5)防变形装夹
防变形装夹技术也是实现薄壁零件高效、高质量加工的关键,实现防变形装夹的关键是装夹时应确保零件基准面与工作台面或夹具基准面自然、致密贴合,零件基准面多点均匀受力紧固。用传统压板装夹,因零件截面尺寸较大,仅靠四周搭压板无法保证加工时中心区域的可靠装夹,中心区域在加工过程中会有颤振现象。针对零件的特点,采取了特殊的工艺措施和手段,并运用专用夹具来对零件进行装夹,实践应用之后收到了较好的加工效果。具体措施如下:
一是,采用顺铣的刀具路径。一方面可以延长刀具的使用寿命,另一方面可以提高加工精度。
二是,采用轮廓优先的刀具路径。主要是为了防止薄片在加工时出现的变形。
三是,采用防变形夹具。主要是为防止加工时中心区域出现的颤振现象,如图2所示。此夹具通过使用线切割机床可方便的加工出来,使用时先将中心区域薄片加工出来,然后通过此夹具将中心区域压紧。

图2 防变形夹具及装夹示意图
4 结束语
高速切削加工技术是先进的制造技术,随着各项新技术的不断成熟和综合运用,以高效率、高精度和高表面质量为基本特征的高速切削加工技术的应用会越来越广泛。近年来随着工作频率和电流的不断增加,电子芯片、设备的散热问题越来越严重。尽管可以采用热管等先进技术,但是从价格、可靠性、易用性等方面考虑,风冷和自然冷却散热器仍是首选。本文在分析目前传统加工存在的问题基础上,提出了一种高速切削技术在纯铜散热片加工上的有效应用,经过实践验证,这种加工方法可以有效克服传统加工所带来的问题,提高加工效率、减少加工成本、降低劳动强度、保证加工质量、增加企业效益,具有广阔的应用前景及现实意义,同时也为今后这一领域学习和科研的工作者提供参考。
[1]M.Janicki,A.Napieralski.Modelling electronic circuit radiation cooling using analytical thermal model [J].Microelectronics Journal,2000,31(9-10):781-785.
[2]李小松.电子产品散热器的设计[J].电子产品可靠性与实验环境,2005,23(5):30-33.
[3]熊建武,周 进,陈湘舜.高速切削加工技术的特点及应用要求[J].科学技术与工程,2006,(10):1404-1406.
[4]卜云峰,孙全平.高速切削技术的研究[J].现代机械,2007,(5):43-45.
[5]高 翔.高速切削、高效切削与高效加工[J].模具工程,2006,(5):25-27.
[6]谢 婧.高速切削加工在机械制造中的应用[J].机械设计与制造,2006,(6):152-153.
[7]何春燕,林朝平.基于高速切削刀具与刀具系统的研究[J].煤矿机械,2006,(6):1012-1013.