球头销断裂失效分析
2015-11-28刘德林
李 楠,施 睿,刘德林
(1.北京航空材料研究院,北京 100095;2.航空材料检测与评价北京市重点实验室,北京 100095;3.中航工业失效分析中心,北京 100095;4.中国北方车辆研究所,北京 100072)
0 引言
球头销是汽车转向拉杆连接部分的一个重要零件,用于转向机构的铰接,如汽车的转向机构和悬架的铰接,并要求表面耐磨,心部能承受一定的强度和韧性[1-2]。球头销属一级安全件,对可靠性要求极高,目前对于此类零件的失效案例较为少见。球头销采用的材料为30CrMnSiA 钢,是一种低合金高强度钢,在淬火高温回火状态下具有较高的强度和足够的韧性,适用于制造航空重要锻件、机械加工零件等,已广泛应用于武器装备、机械制造、航空及航天领域[3-6]。
特种车辆采用材质为30CrMnSiA 钢的球头销连接转向节与下横臂,在恶劣环境下试车,行驶25 230 km 后发现一转向球头销出现开裂。该批次球头销在试车时多次出现开裂,且裂纹均在颈部沿圆周方向扩展,直至发生断裂,严重影响了车辆的正常运行。因此,找到此球头销失效原因,防止此类事件再次发生,消除故障隐患,保证车辆及人员的安全,具有极其重要的意义。
该球头销热处理制度为:1)棒料整体860~880 ℃淬火,油冷后550~600 ℃回火;2)机械加工后对球头和杆部分别进行860~880 ℃高频淬火,油冷后对球头进行150~200 ℃回火,对杆部进行450~500 ℃回火。
本研究对失效球头销的外观及断口进行宏微观观察,并对材料金相组织、硬度、化学成分进行检查和分析,确定球头销开裂的失效性质,对其失效原因进行分析,并提出建议,为避免此类故障的再次发生提供借鉴作用。
1 试验过程与结果
1.1 宏观观察
图1 为失效球头销整体外观,可见表面存在不同程度的磨损和锈蚀;肉眼观察到颈部存在细小周向裂纹,为确定裂纹分布情况,对其进行渗透荧光检测,检测结果见图2,可见裂纹沿颈部周向分布,存在2 处开裂,观察标记点正反面,裂纹呈2 段圆弧分布,未连接成一整圆。

图1 球头销外观Fig.1 Appearance of bulb pin

图2 球头销渗透荧光检测Fig.2 Fluorescent penetrating inspection of the cracks
1.2 断口观察
由于球头销裂纹较浅,人工无法直接打开裂纹,故先从中间无裂纹处将其切割成两半,再沿裂纹打开断口。将断口用丙酮超声清洗后,进行宏微观观察。
断口宏观形貌见图3,裂纹起源于球头销外圆周两侧。根据断口宏观形貌特征,将其分为4个区域:从裂纹扩展宽度判断2-1 区为源区Ⅰ,2-2 区为源区Ⅱ,这两区域锈蚀较为严重;2-3 与2-4区为人工打断区,断面粗糙呈白亮金属色。
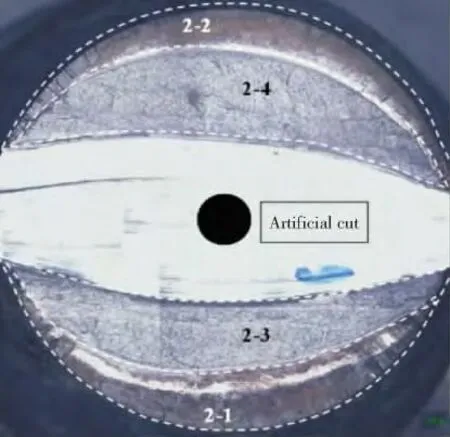
图3 球头销断口宏观形貌Fig.3 Macroscopic feature of bulk pin fracture surface
对球头销断口进行微观观察。断口源区平坦,伴有一次疲劳台阶,Ⅰ、Ⅱ源区均有腐蚀现象(图4),2-1 裂纹扩展区存在疲劳弧线及疲劳条带特征(图5),人工打开断口为准解理断裂(图6)。
1.3 球头顶部痕迹分析
观察球头销顶部,发现有明显磨损痕迹,故对此磨损痕迹进行宏微观观察分析。球头顶部宏观照片见图7,球头表面较为粗糙,存在大片黄色与少量黑色物质,摩擦磨损痕迹方向如箭头所指,且与圆周两端线源裂纹中心位置(右下角插图中箭头所指位置)基本相对应,摩擦方向与裂纹扩展方向基本一致。微观形貌见图8 所示,为挤压磨损形貌,存在凹坑,可见粘着磨损痕迹,发生了明显材料转移,相应能谱测试结果见表1,黄色区粘着物质成分主要为Cu,黑色区域除少量Cu 元素外,还含有大量C 元素。
1.4 金相组织及硬度检查
对球头销杆部横截面进行金相组织检查和硬度检查。宏观形貌及检查位置见图9,圆形红色标记点(A、B、C)为金相检查位置,黄色菱形标记点(1~12)为硬度测试位置。杆部任意位置横截面淬硬层厚度不均,经测量,最厚处约为1.5 mm,最薄处约为0.95 mm(图10)。

图4 疲劳源区微观形貌特征Fig.4 Micro-morphology of source zone

图5 2-1 扩展区微观形貌Fig.5 Microstructure of fatigue striations at the extension zone 2-1
图11 为球头销杆部横截面金相组织形貌。A 区为淬硬层中心,为铁素体+回火马氏体组织(图11a);B 区为靠近边缘基体,为回火索氏体(图11b);C 区为基体中心,为铁素体+珠光体(图11c)。可见基体组织不均匀,疑为工件整体未淬透所造成。
对杆部淬硬层及基体进行硬度检查。测得的维氏硬度根据GB/T 1172—1999《黑色金属硬度及强度换算值》换算为洛氏硬度,结果见表2,可见淬硬层区域硬度值略高于技术要求,而基体硬度值略低于技术要求。
为观察淬硬层整体分布情况,故将球头销沿轴心取纵截面进行磨抛腐蚀,宏观照片见图12,可见淬硬层分布不均匀,颈部无淬硬层出现。
图6 人工打断区微观形貌Fig.6 Micro-morphology of artificially-broken zone
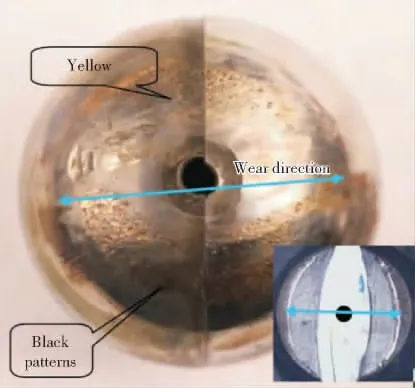
图7 球头销顶部磨损痕迹正视图和后视图(右下角)Fig.7 Macro-morphology of wear trace from the front view and back view (at the lower right corner)

图8 球头销顶部磨损痕迹微观观察Fig.8 Micro-morphology of wear trace on the top of bulk pin

表1 球头销顶部磨损痕迹能谱测试结果(质量分数/%)Table 1 EDS analysis results of the wear trace on the top of two bulk pins (mass fraction/%)
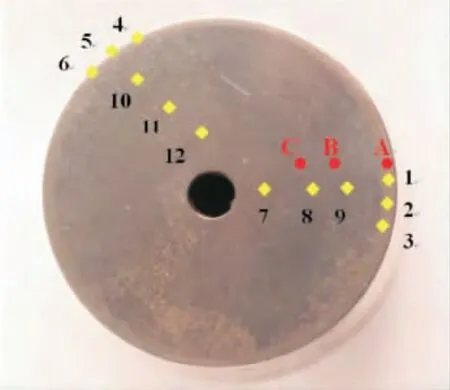
图9 球头销杆部横截面金相试样Fig.9 Sample for microstructure and hardness inspection of bulk pin
1.5 化学成分分析
从球头销基体取粉末样品进行化学成分检测,检测结果见表3,各元素含量均符合技术要求。
2 分析与讨论
2.1 断裂性质分析
失效球头销断裂于球头与杆部相连接的颈部,也即最小截面积处。断口起源于圆周两侧,为线源,扩展区可见少量疲劳弧线与疲劳条带特征,人工打断断口形貌为解理断裂;这些特征说明球头销失效性质均为双向弯曲疲劳开裂[7]。
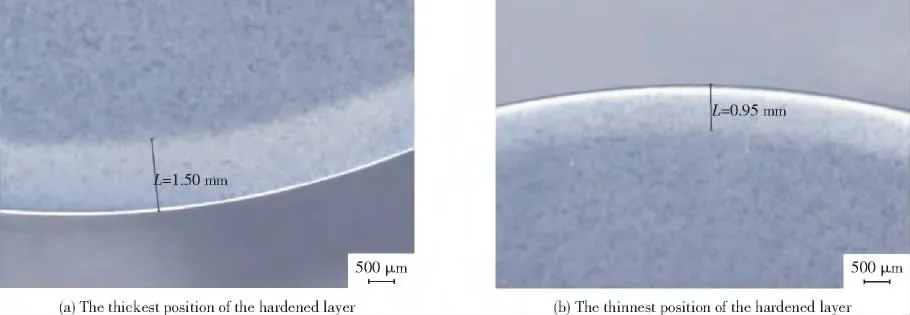
图10 杆部横截面淬硬层厚度检查Fig.10 Thickness inspection of the hardened layers in the cross section of the pole
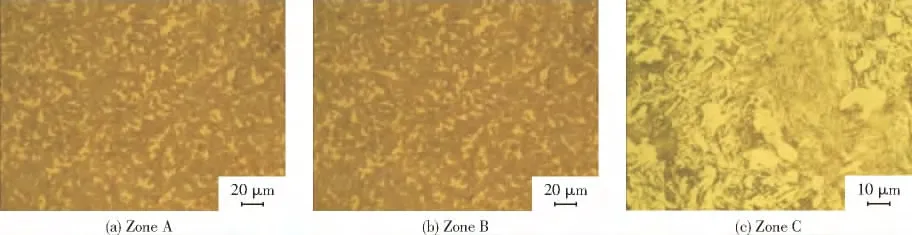
图11 球头销杆部横截面金相组织形貌Fig.11 Microstructure of the cross section of bulk pin

表2 硬度测试结果Table 2 Hardness testing results of different zones

表3 化学成分分析结果(质量分数/%)Table 3 Chemical composition analysis results (mass fraction/%)
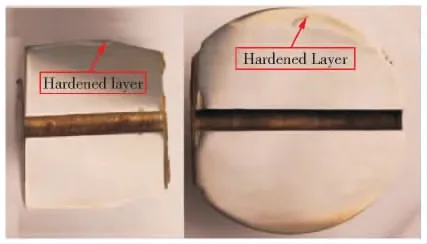
图12 球头销纵截面观察Fig.12 Morphology of the longitudinal section of the bulk pin
2.2 断裂原因分析
球头销断裂性质为疲劳开裂失效,造成疲劳开裂的原因可从材质与受力两方面进行分析。
检查结果表明,球头销材料化学成分合格。纵截面金相宏观观察显示淬硬层分布不均匀,颈部基本无淬硬层存在,基体组织为回火索氏体,根据技术要求规定,整个杆部(包括颈部)锥面硬度均应达到HRC 35~42,而检测结果表明,颈部表层回火索氏体组织的硬度明显低于技术要求硬度值,这将造成其力学性能下降,不符合理论设计强度。
淬硬层不均与热处理工艺紧密相关,从不同位置金相组织分析,应为热处理操作不当造成,如高频淬火位置不准确、不均匀,整体淬火未淬透等问题,对工件整体质量均有一定影响[8-10]。建议严格控制热处理工艺,避免以上现象发生。
球头销装配及受力情况如图13 所示,使用过程中球头销受力主要来自于y 方向上的冲击工况作用,与圆周两侧线源中心位置一致,是发生双向弯曲疲劳断裂的主要应力来源。图7 中球头顶部磨损方向基本平行于y 方向。理论上,球头销球头部分在下横臂圆槽中转动,并有润滑油起到润滑作用,随转向节转动时应活动自如,在使用期间只会发生少量正常磨损,并不会存在材料转移。但失效件球头销顶部存在大量磨损痕迹,且发生材料转移,能谱测试结果表明转移物质主要组分为Cu 元素,正是下横臂圆槽与球头相接触部位材质,说明球头销与下横臂发生粘着磨损。当摩擦副润滑不良时,2 个相对滑动的表面在摩擦力的作用下,表层会发生塑性变形,使新鲜金属表面裸露出来,由于分子力的作用使2 个表面发生焊合,外力需克服焊合点的结合力,才能继续保持相对滑动[11],这就造成球头销顶部存在较大阻力,使其颈部受力增大。球头销断裂位置为球头下颈部最小横截面积处,此处为结构应力集中部位,为疲劳裂纹起源提供了结构应力。
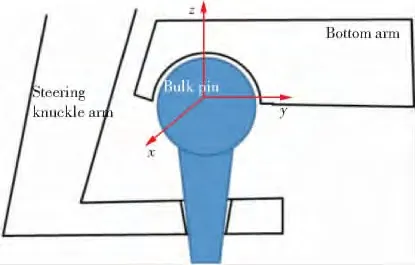
图13 球头销装配及受力情况示意图Fig.13 Schematic illustration of assembly and force of the bulk pin
综上所述,球头销为双向弯曲疲劳开裂。球头销颈部无淬硬层,使得其疲劳抗力不足,是导致其疲劳开裂的原因之一;球头销与下横臂配合出现粘着磨损,球头销转动不良,存在较大的阻力,使得球头销颈部受力增大,是导致其发生疲劳开裂的又一因素。建议对球头销热处理工艺过程进行检查,确保严格按照工艺标准执行,并对球头销与下横臂圆槽配合情况进行进一步检查,找出磨损原因,并避免此现象的发生。
3 结论
1)送检球头销开裂性质为双向弯曲疲劳开裂。
2)球头销颈部无淬硬层,使得其疲劳抗力不足,是导致其疲劳开裂的原因之一。
3)球头销与下横臂配合出现粘着磨损,表明球头销转动不良,存在较大的阻力,使得球头销颈部受力增大,是导致其发生疲劳开裂的又一因素。
4)建议严格控制球头销热处理工艺过程,确保按工艺标准执行,并对球头销与下横臂圆槽配合情况进行进一步检查,避免磨损现象的发生。
[1]罗晴岚.汽车球头销模锻工艺方案[J].汽车工艺与材料,2005(6):26-29.
[2]杨帆,张梅,冯继军,等.卡车转向横拉杆球头销断裂分析[J].理化检验:物理分册,2010,46(2):125-127.
[3]颜鸣皋.中国航空材料手册[M].北京:中国标准出版社,2002:156-170.
[4]刘昌奎,臧金鑫,张兵.30CrMnSiA 螺栓断裂原因分析[J].失效分析与预防,2008,3(2):42-47.
[5]姜涛,刘含洋,刘杰,等.30CrMnSiA 钢制吊耳断裂原因分析[J].金属热处理,2011,36(增刊):49-53.
[6]刘德林,陶春虎,袁洪.30CrMnSiNi2A 钢螺钉断裂分析[J].失效分析与预防,2009,4(3):174-177.
[7]张栋,钟培道,陶春虎,等.失效分析[M].北京:国防工业出版社,2008:135-141.
[8]陈志林,卢庆华,顾俊杰,等.热处理工艺对活塞杆硬度的影响[J].材料热处理技术,2012,41(10):219-221.
[9]杨国正.转向节高频感应淬火工艺及裂纹分析[J].材料热处理技术,2011,40(22):182-184.
[10]鄢波,程先华.汽车减震器连杆高频感应淬火工艺应用研究[J].中国表面工程,2002(2):43-46.
[11]杨晓燕,张雷.机载导弹发射装置粘着磨损分析[J].失效分析与预防,2008,3(2):37-41.