不锈钢纤维纯纺纱工艺探讨*
2015-11-28曹红梅
曹红梅
( 陕西工业职业技术学院,陕西咸阳712000)
不锈钢纤维具有导电、传热、耐高温、耐腐蚀等特点,其特性是其它材料所无法替代的。
近年来,我国不锈钢纤维制品已经在电力、军工、冶金、化工等方面得到应用,纯不锈钢纤维织物可用于高温气体粉尘密封、过滤、高温除尘、热工件传送带、隔热帘、耐热缓冲垫等方面。因此,该产品具有广阔的市场前景和很高的研究开发价值。但是纯不锈钢纤维织物因加工难度较大而一直处于试样阶段。我们的课题组经过两年多时间的研究,解决了纯不锈钢纤维布生产中的许多技术难题,探索出了一条较为理想的工艺技术路线,批量纺织纯不锈钢纤维布300 多平方米,产值达30 多万元。
1 原料规格
原料的规格直接关系到纤维的可纺性能、工艺配置、成纱质量和产品风格,我们选用的原料其技术性能参数如表1 所示。由不锈钢纤维长丝通过五罗拉牵切机制成的牵切条质量如表2 所示。

表1 原料技术性能参数Table 1 Technical performance parameters of raw materials

表2 牵切条质量Table 2 Quality of lead
2 原料与纺纱及产品的关系
2.1 含油率
不锈钢牵切条的含油率是关系到纺纱能否顺利进行的重要因素之一。如含油过多,纤维之间就会相互粘连,造成牵伸不开,断头严重;如含油过低,条子抱合力差,飞花严重,纱发毛,易断头,无法正常成纱。因此要合理控制给油量,以0.2% ~0.5%为宜。同时,油的品种以植物油经过充分乳化为好。并且要注意均匀连续上油。
2.2 纤维长度及其整齐度
长而均匀的纤维有利于成纱强力的提高和条干均匀度的改善。不锈钢纤维牵切条的纤维长度在一定范围内是可调的,其长度应与纺纱设备部件的结构、规格相适应,满足纺纱工艺要求。同时,纤维整齐度要好。如有超长纤维存在,易因牵伸不开而断头;如短绒率过高,同样增加断头并降低了制成率。要求其长度变异系数小于30%,20mm 以下短绒率小于10%。
2.3 纤维细度
在纺制号数相同的细纱时,纤维的细度愈细,细纱截面中的纤维平均根数愈多,纤维的接触面也随之加大,从而增加了纤维的滑脱阻力,有利于纤维强力利用系数的提高。同时对不锈钢纤维来说,纤维过细,原料成本太大。不锈钢纤维直径一般有6μm、8μm、10μm 三种,我们选用8μm 的一种。
2.4 牵切条定量及其不匀率
在满足不锈钢纤维长度指标的前提下,为提高产量可偏大掌握牵切条定量。但要严格控制不匀率。
2.5 牵切条卷装
要求牵切条排列均匀、引出顺利,无相互粘连现象。
3 工艺流程
不锈钢牵切条——并合——纺纱——捻线——槽筒
整经——穿经——卷纬——织布——修整——成品布
该流程采用两根不锈钢牵切条并合后直接喂入AS5llA 细纱小样机,捻线后再套用常规的织造设备,具有工艺流程短、制成率高、设备投资少等优点。我们选用细纱小样机,是因为不锈钢纤维价格昂贵,每公斤高达500 多元,能否提高制成率、降低成本是该产品投入实际生产的重要因素;不锈钢纤维比重大、刚度大、粗硬挺直、弹性差、纤维间抱合力差,摩擦系数大,纺纱时离心力大,加捻成纱困难;使用一般的新型纺纱方法或常规的环锭纺均不能取得令人满意的效果,而细纱小样机可以随时停车、处理断头,并且细纱小样机是超大牵伸,可直接喂入并合后的不锈钢牵切条,既改善了成纱质量,又缩了工艺流程、减少了消耗。因此,细纱小样机是纺制纯不锈钢纤维较为理想的设备。
4 主要工艺配置及技术条件
4.1 纺纱工艺参数的选择
4.1.1 纺纱速度
成纱时纱线所受的离心力与纤维质量和锭速的平方成正比。考虑到不锈钢纤维比重是普通纤维的5 ~8 倍,为控制纺纱加捻气圈和纺纱强力、减少断头,要相应减慢锭子速度和纺纱速度,纺纱时才不致使离心力过大而断头。一般环锭细纱机的最低锭速在8000 转/分左右,这个速度对纺制纯不锈钢纱来说还是太高。我们把细纱小样机的速度降至4800 转/分,这样可以提高纺纱效率。
4.1.2 支数
不锈钢纤维用于纯纺,由于其本身的特点,可纺支数低。我们试纺了4Nm ~12Nm 单纱,认为纺纱支数以5Nm ~8Nm 为最佳。如纺纱支数过低,纺纱离心力很大,成品成本高;纺纱支数过高,成纱困难,强力低,无法织造,则无实用价值。
4.1.3 捻系数
不锈钢纤维粗硬、无弹性,加捻时捻度传送困难,而且不锈钢纱的直径比同支数的普通纱直径要小得多。因此,从理论上分析不锈钢纤维纺纱采用的捻系数要比普通纱来得高。我们就不同支数、不同捻系数的纱线采用正交试验法对它们的强力、伸长、可纺性进行了试验。结果表明,纱线的强力、伸长、纺纱时断头及单纱扭结均与捻系数有关。为便于以后工序生产,捻系数以偏小掌握为好。
4.1.4 牵伸与并合
采用两根牵切条并合后喂入细纱小样机,有利于提高成纱条干。后区牵伸倍数可稍大,以1.42 左右为宜。
4.1.5 钢丝圈
以G 型为佳。为减小纺纱张力钢丝圈重量较常规适当减轻。同时,由于不锈钢纤维本身是金属,在加捻与卷绕过程中,纱线与钢丝圈的摩擦剧烈,钢丝圈容易磨损而起沟槽,因此,要注意及时调换,同样纱线对导纱钩等通道部件磨损也相当严重,应注意加强检查。一般6Nm 纱用12 号钢丝圈。
4.1.6 其它工艺参数
纯不锈钢纤维纺纱是用无捻度的牵切条直接喂入细纱机,所以隔距宜偏小掌握。其皮辊压力偏大掌握,分布宜前大后小,可适当加大皮辊径。不锈钢纤维无捻度平行喂入,须条呈松散状,所以集合器开口要和须条宽度相适应,偏小掌握。选用专用的前区集合器和导条式后区集合器比较理想。
4.2 Nm 纱线质量
测试6Nm 纱线的性能指标如表3 所示。
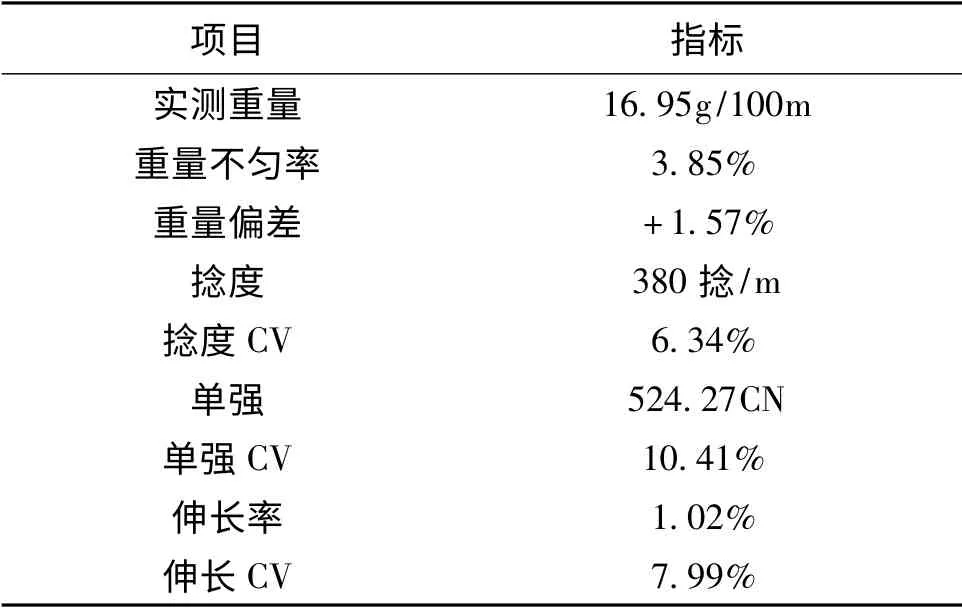
表3 6Nm 纱线的性能指标Table 3 6Nm yarn quality
4.3 捻线
对纯不锈钢单纱,由于其极易扭结,用常规上浆的方法无任何作用,所以必须合股捻线才能用于织造。
4.3.1 机型与速度
与纺纱同理,其捻线速度也须降低。我们改装AS5llA 细纱小样机为小型捻线机,将锭子速度降至4800 转/分,这样断头较少。
4.3.2 捻度
不锈钢纤维刚度比普通纤维要大得多,成纱后如捻度偏大,纱线稍一松弛就马上会扭结成小辫子,难以拉伸开。所以在保证强力的前提下应尽量降低捻度。经试验,对6Nm/2 股线捻度采用280 捻/m 左右为好。
4.3.3 退绕方法
不锈钢纤维成纱后极易扭结,用普通纵向退绕的方法无法生产,纱线退绕时产生无数小辫子。为此我们采用了横向退绕的方法,退绕时加上适当的张力,这样纱线始终呈紧张状态,能够保证捻线质量。
4.3.4 6Nm/2 股线质量
强力805 CN,伸长0.75%。
5 结语
总之,纯不锈钢纤维织物因加工难度较大,通过研究探索出了一条较为理想的工艺技术路线,该产品具有广阔的市场前景。
[1]刘勇. 纯不锈钢织物抗电磁辐射分析研究[J].染整技术,2012(5):45 -48.
[2]商思善. 电磁波屏蔽织物的产生与发展[J].现代纺织技术,2002(4):61 -66.
[3]谭磊,等. 不锈钢涤棉混纺织物的性能研究[J].现代纺织技术,2007(1):10 -13.
[4]冯景苏,李肖苏,张全海,等. 不锈钢纤维的生产及应用[C]∥第4 届中国功能材料及其应用学术会议论文集. 2005.
