马氏体耐热钢9Cr-Mo-Co-B焊接性研究
2015-11-28雷陈赵鹏飞毛桂军黄小波
雷陈,赵鹏飞,毛桂军,黄小波
(东方汽轮机有限公司,四川德阳,618000)
马氏体耐热钢9Cr-Mo-Co-B焊接性研究
雷陈,赵鹏飞,毛桂军,黄小波
(东方汽轮机有限公司,四川德阳,618000)
文章对近几年新开发的一种9%~12%Cr马氏体耐热钢的焊接性进行了研究。试验表明该材料焊接性较差,具有较强的焊接冷裂纹倾向,预热温度高于200℃时才可以避免冷裂纹的发生。在对该材料的焊接性进行初步评价的基础上,对曼彻斯公司和伯乐公司的焊接材料进行了熔敷金属试验。结果表明,伯乐公司的焊接材料综合性能更稳定。
9%~12%耐热钢,焊接性,焊接材料
1 试验材料
本文研究的材料是最近几年才开发出来的一种新型9%~12%Cr马氏体耐热钢材料,其高温性能十分优异,具有高导热性、低线膨胀系数和较好的焊接性等优点,可用于超 (超)临界机组高温蒸汽管道、阀门等高温部件。
该材料供货状态为调质态,微观组织为回火马氏体。该材料是在广泛应用9%~12%Cr钢材料的基础上添加一定数量的Co元素,同时控制N、B等微量元素的含量在一定范围内来综合提高材料的高温性能。材料的化学成分及性能结果见表1~2。

表1 母材的化学成分 wt%

表2 母材的力学性能
2 焊接性分析
2.1 碳当量Ceq及冷裂纹敏感指数Pcm计算
金属材料的冷裂纹敏感性主要由材料的淬硬倾向决定,影响材料淬硬倾向的主要因素是它的化学成分。碳当量Ceq和冷裂纹敏感指数Pcm计算公式为:


把表1数据代入式(1)计算得出Ceq=2.35%。
把表1数据代入式(2)计算得出Pcm=0.76%。
一般认为,碳当量Ceq>0.45%时,焊接性能比较差。冷裂纹敏感指数Pcm>0.2%时,裂纹敏感指数较高,有较大的冷裂倾向,因此焊前必须进行预热。焊材选择时采用韧性、强度与母材相匹配的焊接材料,并能够形成低氢或超低氢焊缝的焊接材料和工艺方法,以降低钢板焊接冷裂纹倾向。
2.2 斜Y型坡口试验
2.2.1 试验内容
由于该材料合金成分比较复杂,为了保证有效抑制冷裂纹的产生和保证焊缝质量的安全可靠,本文采用拘束度较大的斜Y型坡口焊接裂纹试验对该材料的焊接冷裂纹敏感性进行评估,试验参照原国标 《斜Y型坡口焊接裂纹试验方法》进行,见图1。
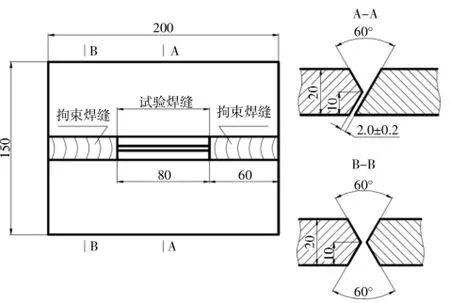
图1 斜Y试验试板尺寸
2.2.2 试验条件
组对后试件电加热炉中进行整体预热,预热温度采用接触式热电偶进行测量。试验过程中预热温度为:100℃、150℃、200℃、250℃、300℃,拘束焊缝采用CO2气体保护焊,焊材ER70S-6,Φ1.2,试验焊缝采用焊条E9015-G,Φ4.0。焊接工艺参数如下:
焊接电流:I=160±10 A;
焊接电压:U=24±2 V;
焊接速度:v=150±10 mm/min。
2.2.3 斜Y试验结果分析
表3为裂纹率统计结果。结果表明,随着预热温度的升高,裂纹率显著降低,即裂纹敏感性大大减少。在150℃预热温度下的表面照片和断面裂纹照片见图2(a)和图2(b)。从表面照片上看,在接头的表面有明显的裂纹,裂纹在焊缝的中央开裂,纵向贯穿整个试验焊缝。通过PT检验,可以明显观察到表面裂纹。从断面照片上看,裂纹贯穿整个焊缝深度。图2(c)和图2(d)分别为200℃预热试验焊缝表面照片和断面照片,表面没有发现裂纹,同样在断面上也没有观察到裂纹。

图2 预热表面裂纹与断面照片

表3 斜Y试验表面和断面裂纹率结果
考虑到该材料在现场焊接时,体积较大,壁厚较厚,结构复杂预热温度均匀性较差,为了确保不产生裂纹,采取裂纹率近于0的验收标准要求,该材料焊接时最低预热温度应高于200℃。
3 熔敷金属试验
本文分别选用了2家公司的E9015-G焊条进行熔敷金属试验,其化学成分、力学性能见表4~5。
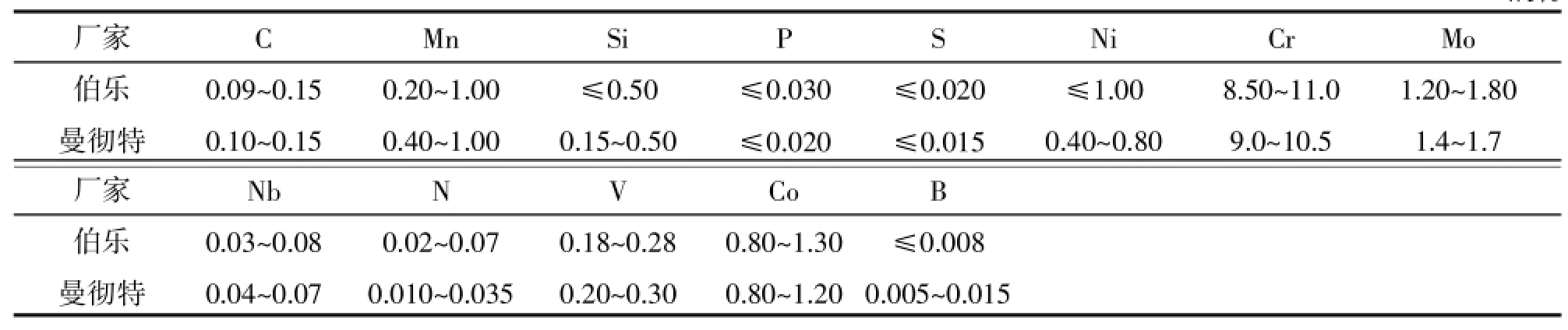
表4 焊材化学成分 wt%
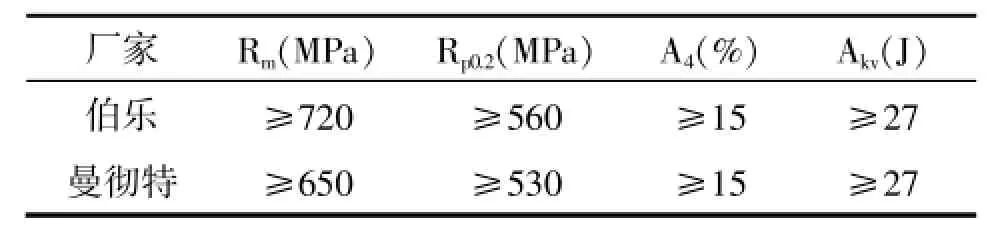
表5 焊材力学性能
3.1 试验材料
本文采用Q235-B钢板作为母材,参照ASME第Ⅱ卷的相关规定进行熔敷金属焊接试验。
3.2 试验条件
根据斜Y型坡口焊接裂纹试验结果,结合焊材生产商的推荐温度,将预热温度定为200~250℃,层间温度控制在200~350℃。
焊接热输入对焊接接头的冲击韧性有较大影响,热输入大,焊缝金属在高温下停留时间长,导致晶粒长大,焊接接头的冲击韧性低,所以必须采用较小的焊接热输入。影响热输入的主要因素是焊接电流和焊接速度,因此这2个参数应协调变化,焊接过程中采用多层多道焊。2种焊材由于化学成分相近,焊接工艺参数也变化不大,具体焊接工艺参数见表6。

表6 熔敷金属焊接工艺参数
由于焊接层间温度处于马氏体相变开始温度Ms和完成温度Mf之间,为保证熔敷金属的马氏体充分转变,在热处理前试板需要先冷却至80~100℃。
3.3 热处理
2种焊材具体热处理参数见图3~4。

图3 曼彻特焊材熔敷金属热处理参数
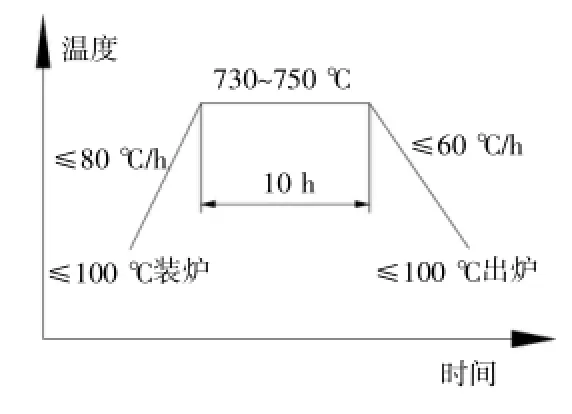
图4 伯乐焊材熔敷金属热处理参数
3.4 熔敷金属化学成分
2家公司熔敷金属化学成分见表7~8。
从熔敷金属化学成分来看,曼彻特公司的焊材主要合金元素Cr低于标准值,为改善焊接性,焊材C含量可适量低于母材,但曼彻特公司的焊材C含量低于标准值。伯乐公司焊材的成分均满足标准要求,2种焊材的主要化学元素相差不大,和母材的化学成分也很接近。

表7 曼彻特焊材熔敷金属化学成分 wt%

表8 伯乐焊材熔敷金属化学成分 wt%
3.5 熔敷金属常温力学性能成分 2家公司熔敷金属的常温力学性能见表9~10。

表9 曼彻特焊材熔敷金属室温力学性能

表10 伯乐焊材熔敷金属室温力学性能
从常温力学性能来看,2种焊材的力学性能都满足母材常温力学性能要求。伯乐公司焊材屈服强度和抗拉强度要高于曼彻特公司,但冲击功却要比曼彻特公司低10 J左右,伯乐公司焊材硬度也要比曼彻特公司高20 HV左右,这主要是由于热处理规范不一样造成的,曼彻特公司的焊材热处理温度更高,回火效果越明显,焊缝的塑形和韧性也越好,但这以牺牲部分焊材的强度为代价。
3.6 熔敷金属组织分析
在进行熔敷金属金相试验时,对2种焊材进行了组织分析,如图5~6所示。

图5 曼彻特熔敷金属组织 (100×)

图6 伯乐熔敷金属组织 (100×)
从金相照片上看,2种熔敷金属微观组织均为回火马氏体组织,通过金相法观察,没有发现组织中存在δ铁素体。
由于该材料属于马氏体类型高温蠕变钢,焊接过程中需严格控制熔敷金属中δ铁素体含量,因此对2种焊材熔敷金属的化学成分按照舍弗勒相图 (见图7)要求进行Cr当量和Ni当量的计算。
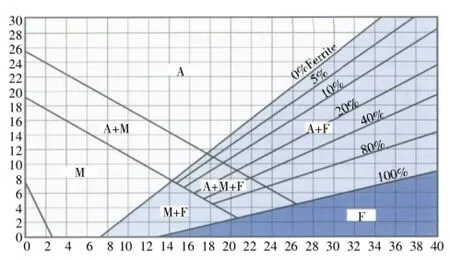
图7 舍弗勒相图


将2种焊材的化学成分分别带入式 (3)和式(4)中计算2种焊材的Cr当量和Ni当量,结果见表11。
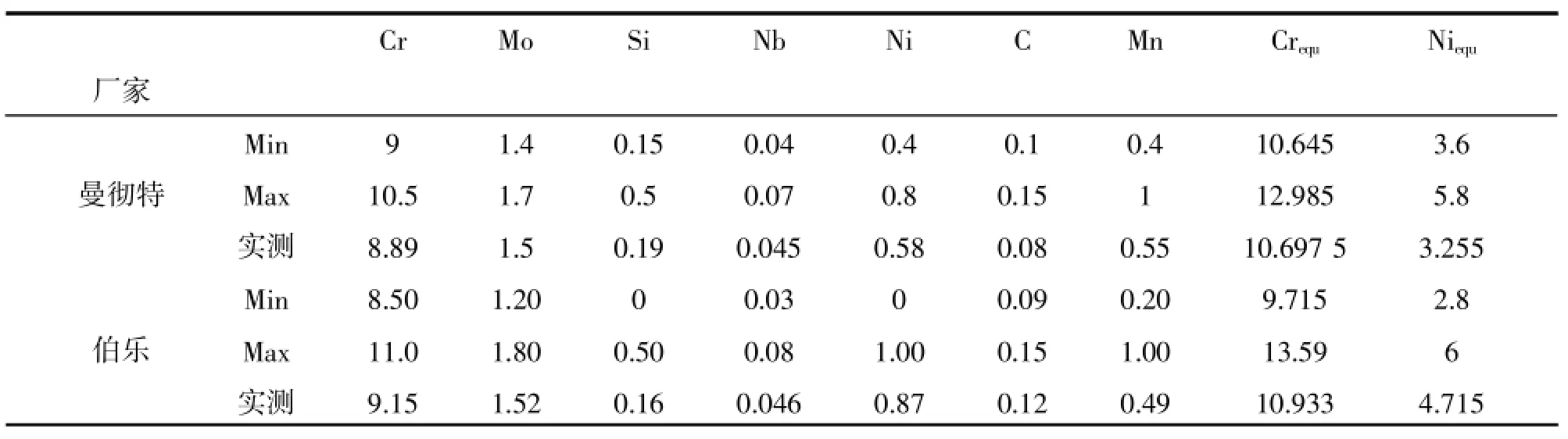
表11 2种焊材的Cr当量和Ni当量计算结果
从表11中可以看出,伯乐焊材的Cr当量和Ni当量均能满足要求, 曼彻特焊材的Cr当量能满足要求,但是Ni当量比规范要求值低。由于Ni当量和C元素含量有较大关系,所以曼切特焊材熔敷金属试样中C元素含量偏低,导致了其Ni当量低于规范要求值。当Ni当量偏低后,从舍弗勒相图中反映出来的就是熔敷金属中可能残留δ铁素体,而熔敷金属中残留的δ铁素体会大大降低冲击韧性和蠕变断裂强度,因此熔敷金属中要严格控制各元素的含量,减少残留δ铁素体的含量。
4 结论
通过本文分析得出以下结论:
(1)根据碳当量及冷裂纹敏感指数计算结果,认为该材料淬硬倾向较高,有较大的冷裂倾向,焊接性能较差,因此焊前必须进行预热。
(2)斜Y试验结果表明该材料预热温度≥200℃可抑制焊接冷裂纹的产生。根据产品实际生产过程和产品结构复杂性,该材料的最低预热温度应高于200℃。
(3)从化学成分上考虑,伯乐公司焊条成分更稳定,与母材也更接近,通过舍弗勒相图来看,曼彻特的焊材更接近于δ铁素体产生区域,更容易产生δ铁素体。
(4)通过对2种焊接材料化熔敷金属性能对比来看,伯乐公司焊材拉伸强度更高但塑性与韧性要差一些,但2个厂家强度均满足标准要求。
(5)伯乐公司的焊接材料综合性能更稳定,应优先选用伯乐公司焊条进行后续的焊接工艺评定。
[1]张文钺.焊接冶金学[M].北京:机械工业出版社,2002
[2]吴冰,陈辉.X80管线钢的焊接冷裂纹试验[J].电焊机, 2008,38(10):66-694
[3]杜文敏.火电厂金属材料焊接技术与管理[M].北京:中国电力出版社,2012
[4]冯砚厅.超(超)临界机组金属材料焊接技术[M].北京:中国电力出版社,2010
[5]彭涛涛,王春生.P92钢的焊接工艺[J].民营科技,2008, (10):14
Study on Weld Ability of 9Cr-Mo-Co-B Martensite Steel
Lei Chen,Zhao Pengfei,Mao Guijun,Huang Xiaobo
(Dongfang Turbine Co.,Ltd.,Deyang Sichuan,618000)
A new development 9%~12%Cr martensite steel was studied.The test indicated that the material had a strong welding cold cracking tendency and poor weld ability,and cold cracking could be avoided,when the preheating temperature was higher than 200℃.Based on the preliminary evaluation of the weld ability of the material,Metrode company and Bohler company's welding consumables were tested.The results showed that the performance of the Bohler's welding consumables were more stable.
9%~12%heat resistant steel,weld ability,welding consumables
TG113
B
1674-9987(2015)03-0045-05
10.13808/j.cnki.issn1674-9987.2015.03.011
雷陈 (1982-),男,毕业于西南交通大学材料科学与工程专业,工程师,主要从事汽轮机焊接技术工作。
