基于现场的滚珠丝杠副可靠性检测浅析*
2015-11-27米继锋闫笃政
宋 瑜 田 毅 米继锋 闫笃政
基于现场的滚珠丝杠副可靠性检测浅析*
宋 瑜 田 毅 米继锋 闫笃政
(陕西汉江机床有限公司 陕西汉中723003)
本文针对滚珠丝杠副的可靠性检测,通过基于试验模型的可靠性检测和基于试验数据的可靠性检测两方面的数据采集进行了分析、研究。通过现场不同阶段的前期检测,能及时发现、处理问题,以保证滚珠丝杠副的可靠运转。
滚珠丝杠副 可靠性检测 数据采集分析
1 基于试验模型的可靠性检测
基于试验模型的可靠性检测是根据滚珠丝杠副在正常条件下的运行模型,并结合其机械动力学特性和实时运动状态,归纳出滚珠丝杠副失效的物理模型,再通过与检测结果的对比,判定其是否要进行维护或功能是否丧失,从而及时发现、解决问题保证可靠运行。
1.1 常规保养的项目检测
为了监控数控机床的日常维护保养,国内有团队专门开发了一套日常维护信息化管理系统,在机床开机时必须完成一系列日常维护管理活动的输入,机床才能正常运行。调查显示,日常保养良好的设备工作时发生故障的几率将减少37%。
作为数控机床主要进给功能部件的滚珠丝杠副,对设备的正常可靠使用有着决定性作用。每台设备的日常保养模式对滚珠杠副的正常运行有很大影响,由于在日常保养中会发现许多影响滚珠丝杠副可靠性的因素,因此很有必要对每台设备进行不同类型的保养,提前发现并解决小故障,保证正常运转。通常建议按间隔时间长短要定期完成设备的不同类型的保养:日常保养、周末保养、二级保养、三级保养。在不同的保养段对滚珠丝杠副进行不同的项目检测,来及时发现各种不可靠因素,同时也要进行影响滚珠丝杠副可靠性的关联件的常规检测,像机床上导轨润滑、液压、气压等条件是否正常。不同的保养阶段不仅是对滚珠丝杠副的检测,还进行不同程度的项目检测,主要是及时发现各种不可靠因素。对各保养阶段的项目检测结果要严格执行设备保养记录制度,在每次的常规检测记录表中,填写设备名称,检测时间,检测人员,按照不同保养阶段的内容记录详细情况及数值。通过对长期积累的检测数值分析,全面掌握设备的运行情况,为滚珠丝杠副可靠性分析提供数据支持。设备保养各阶段的具体保养内容如下:
日常保养主要是每天每班工作前由现场操作工完成,维修人员每天对机床日常检查登记情况进行检督。主要检查内容有:(1)每天工作前检查机床的平衡压力是否正常。(2)丝杠、导轨润滑油、机床液压油是否充分,有无泄漏。(3)机床加工时需要的各项外部气源压力是否达到正常标准。
在周末保养中操作工要定期对机床的整体进行清扫,检查丝杠、导轨等的润滑情况。滚珠丝杠副的主要特征在于利用钢球滚动时摩擦系数小的特点,因此必须保证滚珠丝杠副内部充足的润滑。对涂抹润滑脂的新丝杠在使用一段时间后发现滚道内有明显的发黑润滑脂时,应将滚道的旧润滑脂擦干净,重新涂上干净润滑脂。对于油润滑的丝杠,要检查油路是否通畅,油管位置是否正确,滴油量大小要能保证充分润滑丝杠。同时通过眼观和手触去检查导轨表面是否发生摩擦和疲劳损伤。
每月进行的二级保养中维修人员对操作工的保养情况进行检查。主要内容为:日常保养中不容易处理的或需要去掉防护罩保养的机床部件和比较重要的部件,如:丝杠、导轨、刀库、主轴、齿条等的清洁和润滑。
每半年进行的三级保养中对高性能的数控机床检测,要使用激光干涉仪对机床的定位精度进行检查和补偿,以及对机床几何精度的检查。要检测机床电器柜内电器元件的清洁,机床油路、气路是否堵塞,机床主轴跳动、垂直度等主轴精度的检测。
猪瘟俗称“烂肠瘟”,它是由猪瘟病毒引起的一种高度接触性传染病。猪瘟病毒(CSFV)属于黄病毒科猪瘟病毒属,CSFV为单股正链RNA有囊膜病毒。自1833年首次在美国俄亥俄州发现CSF。近百年以来,一直在全世界范围内流行,也是目前危害我国养猪业发展的主要疫病之一。中国自主研制的猪瘟兔化弱毒疫苗在防治CSF过程中具有很重要的作用,但近年来各地生猪养殖场仍有CSF免疫效果不理想的情况出现。
1.2 失效物理形式的检测
滚珠丝杠副在使用中由于实际承载变化过大、撞车、使用寿命到期等因素,前期都会表现出许多失效的物理形式。如零件表面产生裂纹,丝杠滚道内有碰伤、挤压、拉毛等肉眼能发现的失效因素。在平时的检修中发现这些失效形式出现,就预示着滚珠丝杠副的寿命到期,需要进行重新更换备件。
1)加工零件失效形式的检测
机床在加工直线和圆弧的插补功能时,当发现批量加工零件的尺寸变化不稳定,或零件的表面粗糙度下降,并且发现传动链上其它部分都没问题,就要考虑检查丝杠的精度是否走失或丝杠发生了其它失效的情况。
2)丝杠和螺母滚道表面失效形式的检测
在设备的使用中,当冲击应力超过滚珠丝杠副材料的弹性极限,产生的变形在外力去除后材料不能恢复到原来的形状,而残留一部分变形,这种残留的变形就是不可逆的塑性变形。在极低速或缓慢往复运动条件下,当载荷很大,滚动体和滚道接触处的局部应力超过材料的屈服极限时,常会使滚道的工作表面发生永久的塑性变形。图1中丝杠滚道的齿形顶部已经冲坏,图2为丝杠滚道内挤伤的情况。
滚珠丝杠副在承载情况下,钢球在丝杠和螺母的滚道内反复循环滚动,对滚道接触部分形成反复滚压;同时外界环境的细小灰尘也会带到循环滚道中,随着机床运行里程增加,杂质会越积越多,也将阻滞钢球的顺畅返向;加之产生的摩擦热等因素会使滚道表面产生疲劳剥落与疲劳点蚀;这样滚珠丝杠的滚道表面初期会出现微小的裂纹,慢慢地裂纹逐渐增多并扩散,最终使滚道表面产生许多小片剥落,形成麻点,也就是形成滚道点蚀。由于外界载荷长时间反复作用,滚道点蚀后,钢球在丝杠和螺母滚道内的不能平稳接触,在运行时会出现运行声音明显增大现象,引起机床运动精度丧失。

图1 丝杠滚道的齿形顶部变形示意图
这些表面失效形式的检测,在设备的二级保养中,要拆开丝杠滚道部分保护套,用纱布擦干净滚道,检测滚道内表面是否有裂纹、碰伤、挤压,拉毛、剥落等现象,这些都会影响到丝杠运转精度。同时在机床的运转中,由于操作不当产生撞车时,瞬间的冲击力可能使丝杠的滚道齿形部位变形,更严重会把滚道冲坏一块,使螺母卡死或从螺母疲劳部位断裂,直接影响到机床的正常运转。螺母断裂如图3所示。

图3 螺母断裂示意图
2 基于试验数据的可靠性检测
基于试验数据的可靠性检测就是预先对现场新购机床或各种性能完好的已使用机床上的滚珠丝杠副进行数据检测采集,再和使用中不同检测时期采集的实际数据分析、对比,发现机床的滚珠丝杠副性能失效等存在的可靠性问题。
2.1 基于机床本体设施的反馈电流检测
数控机床上的滚珠丝杠副做为执行部件,都采用数控系统进行控制,不管是半闭环系统还是闭环系统,都可以检测到现场完好机床在空载和承载情况下电动机对滚珠丝杠副驱动力的电流变化值。对滚珠丝杠副施加适当的预紧力会消除丝杠的返向间隙,当丝杠发生磨损以后,预紧力就会减小,使丝杠出现返向间隙,相应的驱动电流就会减小;同时滚珠丝杠副在长期运转下,外界环境的细小灰尘也会带到循环滚道中,随着机床的长期运行,杂质会越积越多,也将阻滞钢球的顺畅返向,这样就加大了电动机对滚珠丝杠副驱动力的电流。因此检测到的驱动电流与常规情况下的数值有变化时,就要进行现场使用条件的分析和相应的部件检测。
2.2 基于激光干涉仪对机床定位精度的检查和补偿
在机床的三级保养进行中,要采用激光干涉仪,通过移动工作台面对各轴丝杠的定位精度、重复定位精度进行检测,再对比不同时期丝杠精度的变化情况。检测中一副合格的滚珠丝杠副行程误差精度曲线如图4所示,使用后不合格的行程误差精度曲线如图5、图6、图7所示。
图4中合格滚珠丝杠副行程误差精度的曲线向下延长,表示丝杠的行程补偿值为负值,行程变动平稳,没有突跳的部分,符合使用要求。

图4 合格滚珠丝杠副行程误差精度的曲线示意图
图5中为曲线的向上延长,表示丝杠的行程补偿值为正值,行程偏差已不符合行程补偿值为负值的要求。
图6中丝杠行程变动量2πp、行程变动量300P、行程变动量up部分都有突跳,导致2πp、300P、up都不合格。
图7中因为行程误差精度曲线直线性整体不好,忽正忽负,导致2πp、300P、up行程偏差整体都不合格。
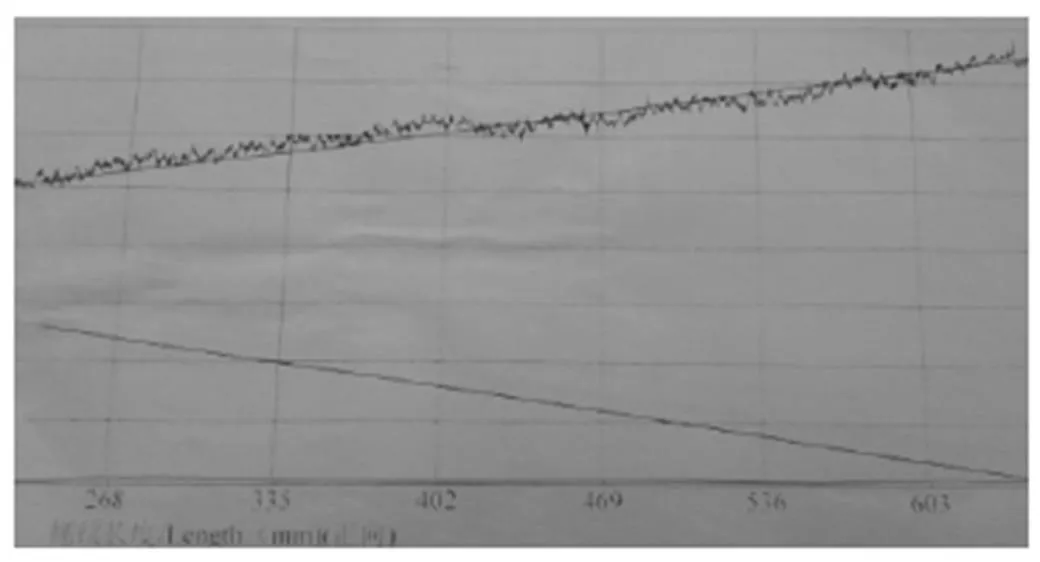
图5 丝杠的行程补偿值为正值时精度的曲线示意图

图6 丝杠行程变动量变化时精度的曲线示意图
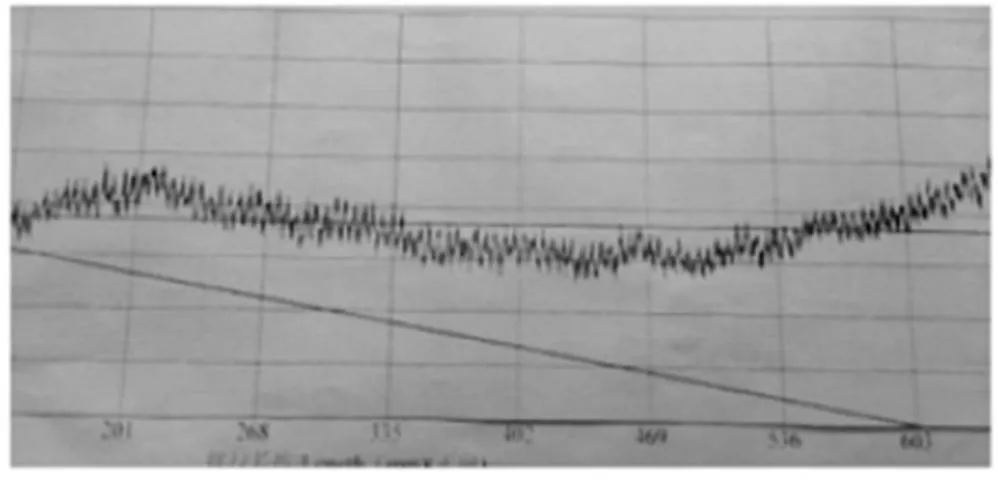
图7 行程误差变化时精度的曲线示意图
3 结语
基于现场的滚珠丝杠副可靠性检测就是为了通过现场不同阶段的检测采集数据去发现、处理问题。在故障前期通过科学的,符合现场实际情况的维护保养方式,增强可靠性保障措施,把故障消除在前期,降低设备故障的发生频率。
[1] GJB451A-2005可靠性维修性保障性术语[S].2005.
[2] GJB1931-92故障模式、影响及危害分析程序[S].1992.
[3] 张根保,李磊.使用可靠性保障技术[J].制造技术与机床,2015(6):5-12.
[4] 张根保,杨兴勇.可靠性分析技术[J].制造技术与机床,2015(1):7-14.
*国家“高档数控机床与基础制造装备”科技重大专项
编号:2013ZX04001-021
