复合绝缘子用硅橡胶模压成型与注射成型的性能研究
2015-11-25井琼琼司哓闯
井琼琼 刘 洋 张 倩 司哓闯
(河南平高电气股份有限公司,河南 平顶山 467001)
复合绝缘子作为必备的绝缘装置广泛应用与开关设备、输电线路、变电站等电力系统,主要由硅橡胶伞裙护套、环氧树脂玻璃纤维缠绕管(芯棒)、端部金属附件组成,其中硅橡胶伞裙护套的制备可以注射成型,也可以模压压制成型[1]。
对于复合绝缘子来说,用来制作伞裙的硅橡胶是最关键的原料,其各项性能的高低、工艺性能的好坏直接决定了复合绝缘子的质量。目前550kV及以下、800kV和1 100kV复合绝缘子都采用硅橡胶注射成型,而对于每批次的硅橡胶进厂检验,使用的是模压成型试验样片测试,没有通过注射样片进行硅橡胶性能检验。本研究通过对硅橡胶注射样片性能的检测,得到硅橡胶注射成型的最佳硫化工艺条件。
1 实验部分
1.1 原料与设备
硅橡胶混炼胶:自制;
橡胶注射成型机:REP-V67,REP,France法国REP公司;橡胶硬度计:GY-GS-HB,高铁检测仪器有限公司;厚度计:HD-10,上海化工机械四厂;电子拉力机:AI-3000,高铁检测仪器有限公司;漏电起痕装置:西安交通大学。
1.2 试样注射模具的制备及安装
注射设备采用REP-V67橡胶注射成型机,设备较小,操作灵活,如图1所示。注射模具和模压模具形状一致,在模具表面开注料口,如图2所示。模具规格分别为厚度1mm、2mm、3mm、4mm。
1.2.2 注射硫化条件
根据实际生产情况,设置注射样片的硫化温度。经过注射,发现注射过程中温度低于130℃时,硅橡胶样片有未硫化的情况;而高于140℃时,硅橡胶在注射通道已经发生部分自硫,流动性差,给注射造成困难,易造成设备注射通道的拥堵。

图1 REP-V67橡胶注射成型机
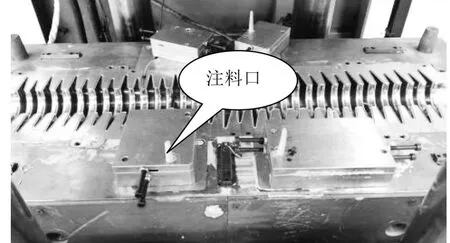
图2 单个注射模具
模压成型试样的硫化条件根据硅橡胶的硫化曲线,在注射成型硫化温度、时间的基础上增加至150℃,10min。因此选用如表1所示的硫化条件。
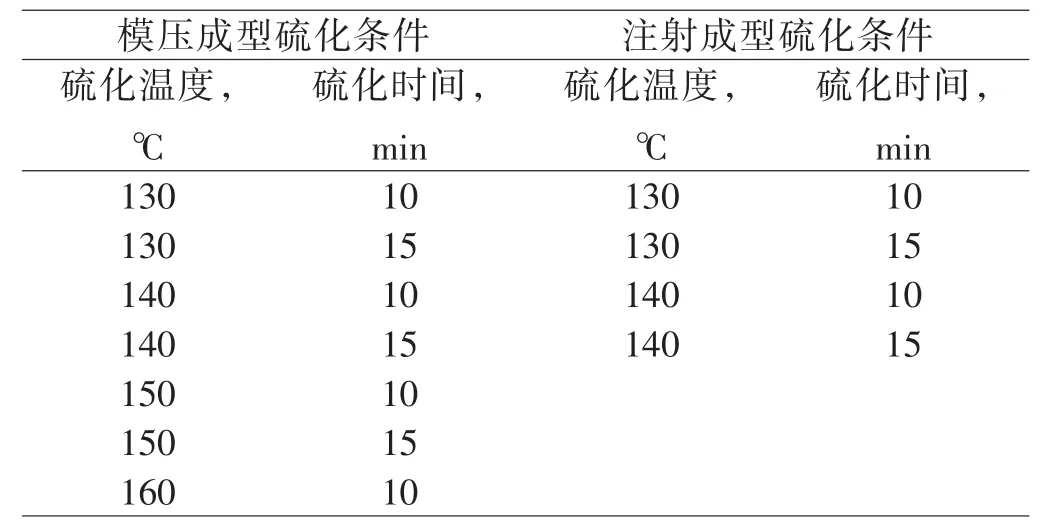
表1 模压注射样片硫化条件
1.2.3 注射试样的制备
注射时将注射模具放置在产品模具上,将各个小模具注料口对应设备的主料口,合模,进行注射。注射过程如图3所示。
1.3 性能测试
拉伸强度、扯断伸长率测试按GB/T 528-2009测试;撕裂强度测试按GB/T 529-2008测试;硬度测试按GB/T 531-2008测试;击穿电压测试按GB/T 1695-2005;耐漏电起痕测试按GB/T 6553-2003。
2 结果与讨论
2.1力学性能
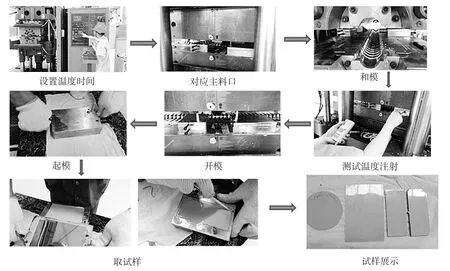
图3 注射试样成型过程
按照不同温度不同时间的硫化工艺,对注射成型试样和模压成型试样进行力学性能及硬度的测试,结果见表2、表3。从表2可以看出,模压成型试样在150℃、10min的硫化条件下,力学性能最优。
图4显示的是模压成型和注射成型的力学性能对比图,从图中可以看出,相同时间内随着温度的升高,或是相同温度内随着时间的增加,硬度、拉伸强度逐渐升高,扯断伸长率则逐渐降低。
随着温度的升高,时间的增加,硅橡胶的硫化程度增加,分子链之间形成的交联键数量增多,形成空间网络结构,故硬度和拉伸强度增大,模压试样拉伸强度增加了24%,注射试样拉伸强度增加了30%。交联键的存在,使分子链滑移困难,扯断伸长不易,故扯断伸长率降低较多,模压试验扯断伸长率降低了52%,注射试样扯断伸长率降低了32%。
模压成型压力小,在130℃、140℃时,试样未硫化完全,因此在150℃、10min的硫化条件下性能最好,注射成型时注射压力较大,在140℃、15min的硫化条件下表现的性能最优异,且与模压成型硫化条件为150℃、10min的性能最接近。
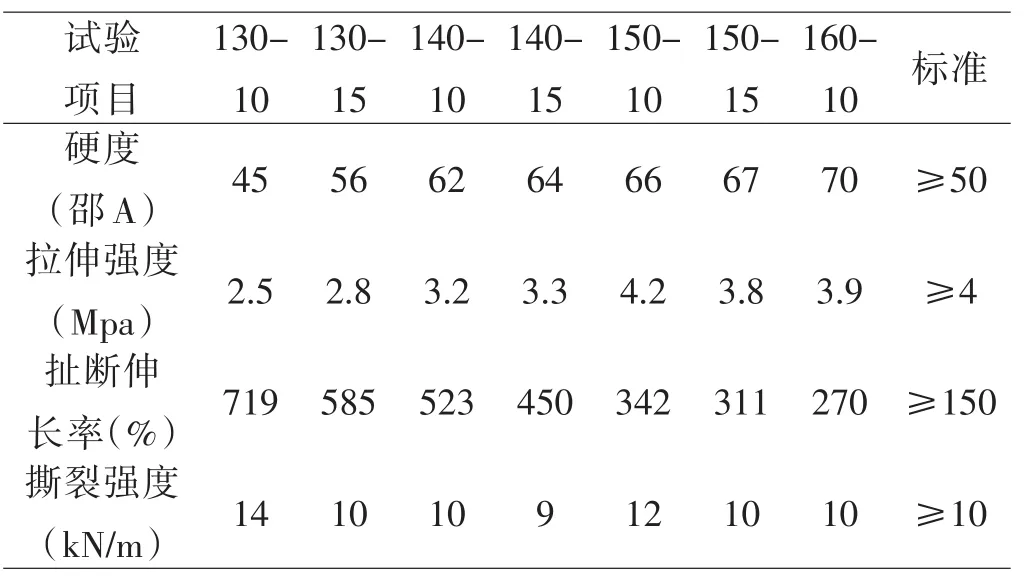
表2 模压成型试样力学性能结果

表3 注射成型试样力学性能结果
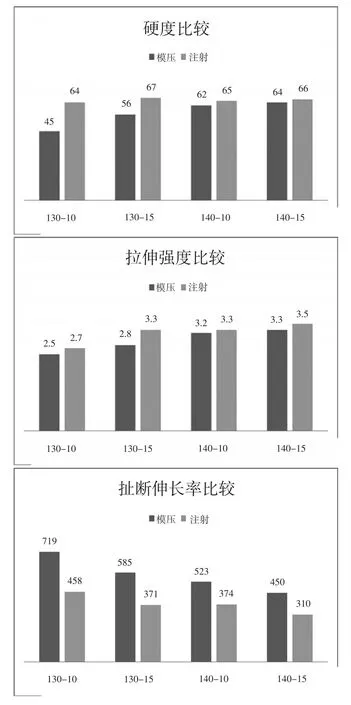
图4 模压、注射力学性能对比图
2.2耐漏电起痕测试和击穿电压强度测试
按照不同温度不同时间的硫化工艺,注射试样,做耐漏电起痕和击穿电压强度试验(见图5、图6),结果见表4、表5。
图5为模压成型与注射成型的击穿电压强度对比图,从图中可以看出,随着时间和温度的升高,模压成型试样的击穿电压强度逐渐增大。这是因为模压成型的压力,性能指标较多依赖于时间的长短和温度的高低。而注射成型的压力,其击穿电压强度随着时间和温度的变化,数值变化不大,且都在140℃、15min时,模压和注射的击穿强度最大,最大值为23 kV/mm。
3 结论
随着时间和温度的升高,模压试样拉伸强度增加了24%,注射试样拉伸强度增加了30%,模压试验扯断伸长率降低了52%,注射试样扯断伸长率降低了32%。140℃、15min时模压和注射的击穿强度最大,最大值为23kV/mm。
注射成型在140℃、15min的硫化条件下表现的性能最优异,与模压成型硫化条件150℃、10min的性能接近。

图5 击穿强度试验照片
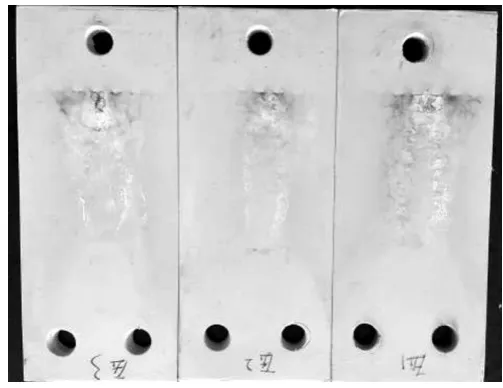
图6 模压成型试片
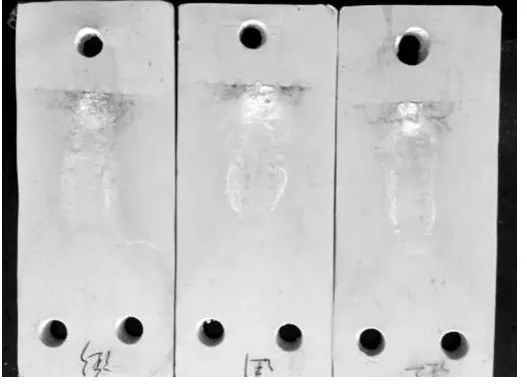
注射成型试片
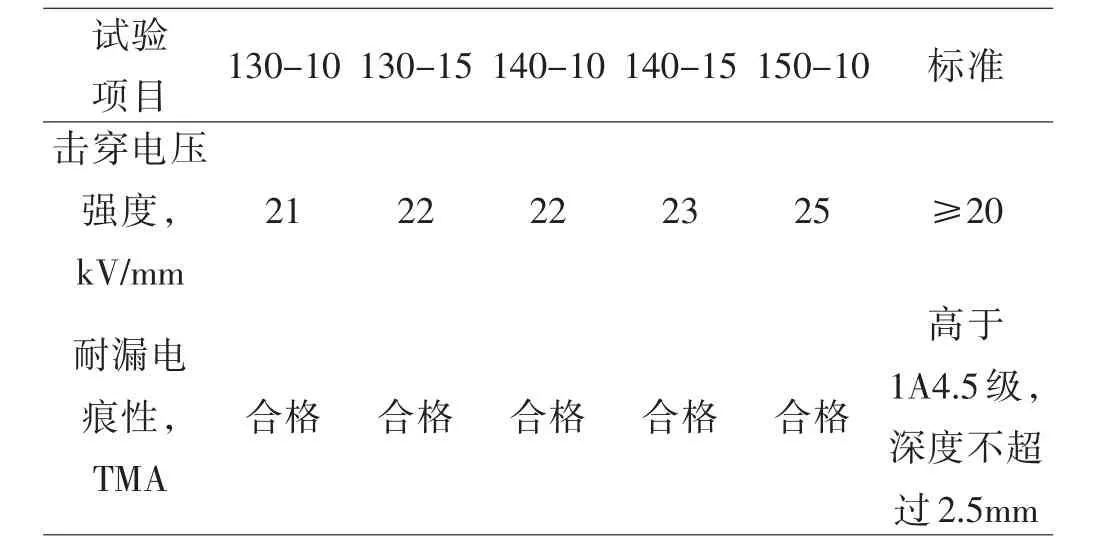
表4 模压成型试样电性能结果
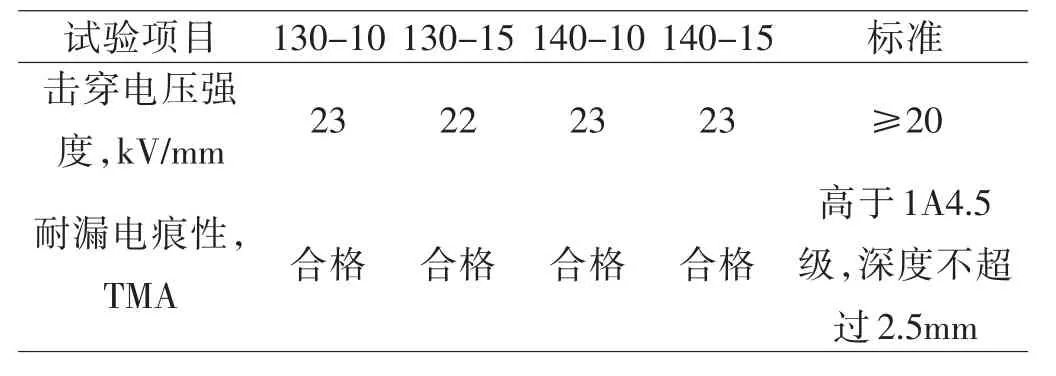
表5 注射成型试样电性能结果
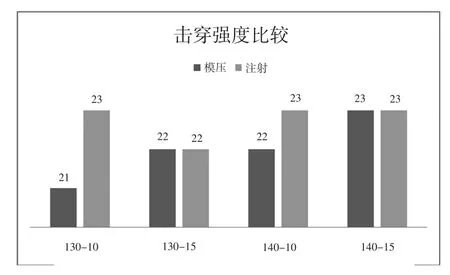
图7 模压、注射击穿电压对比图
[1]黄文润.混炼硅橡胶的配合技术(五)[J].有机硅材料,2006,20(5):8-11.
