异型螺纹的数控车削编程方法*
2015-11-23倪春杰
倪春杰
(兰州石化职业技术学院机械工程系,甘肃兰州 730060)
0 引言
卷扬机、起重机、滚珠丝杠螺母副、航空发动机中采用的圆弧、椭圆或抛物线等牙型的螺纹,称为异型螺纹。此类螺纹的数控车削加工借助 CAM软件编程无法完成,用成型刀具加工耗时耗力,加工困难[1]。为此,笔者以华中数控系统为平台,根据数控车床螺纹加工原理,结合数控系统的宏程序编程功能,介绍圆柱面上异型螺纹宏程序的编制方法,完成异型螺纹的编程加工,拓展数控车床的加工范围,且计算量较小、程序易懂、修改容易。
1 圆弧螺纹的数学模型
如图1所示,圆弧螺纹的截面形状为 R2.5,深1 mm的圆弧,螺距为6mm。选择比较常见的刀尖角为35°的外圆车刀,经检验得知后刀面不发生干涉。
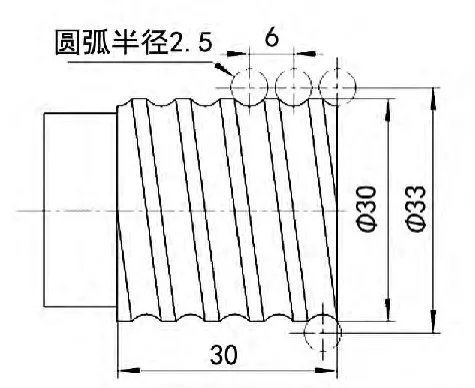
图1 圆柱面上的圆弧螺纹
如图2所示,圆弧牙型截面在ZOX坐标系下的数学表达式为:
X2+Z2=2.52,-2≤ Z ≤2 (1)
此处关键是找准圆弧牙型的坐标系位置、数学表达式、圆弧的起始点和终止点。
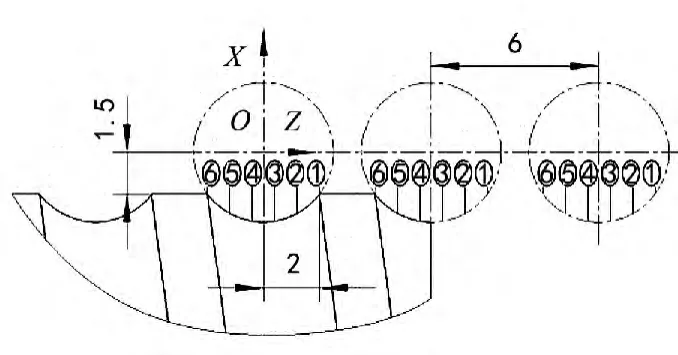
图2 圆弧牙型螺纹
2 圆弧螺纹的编程思路
圆弧螺纹的编程思路是:用等间距法分割牙型曲线,逐点计算并车削螺纹,继而近似构成圆弧螺旋面。
(1)按长度或按角度[2]等间距分割圆弧牙型,分割的间距决定逼近的精度。例如,图2中将圆弧牙型曲线分割为6个点。
(2)利用螺纹加工指令车螺纹。图2中刀具依次按①~⑥的顺序计算、车削螺纹,6条螺旋线近似构成圆弧螺旋面。
(3)设置螺纹加工的升速段[3-4]和降速段。图2中取了一倍螺距的升速段距离。
3 圆弧螺纹编程实例
以图1为例,选用华中数控系统,圆弧螺纹的宏程序可按以下步骤进行编程。
3.1 以螺纹牙型曲线的数学表达式坐标编程
以图1中的ZOX坐标系编程。
3.2 确定螺纹牙型曲线的起点和终点
图1中圆弧牙型在ZOX坐标系下的起点Z坐标为2,终点Z坐标为-2。
3.3 合理选择牙型曲线的分割变量
图2中等间距分割圆弧牙型时,应按X分割还是按Z分割?由图可知,圆弧牙型沿X轴左右对称,除了X轴上的点以外,圆弧上的每一个X值对应两个Z值,即由X求得的Z不唯一。而选Z作为分割变量时,一个Z值对应一个X值,即按Z分割圆弧时,获得的分割点坐标是唯一的。比较结果,选Z作为分割变量合适。
3.4 确定牙型曲线分割变量的取值范围
为方便加工,选择自右向左车削,因此式(1)中Z的取值范围为2~-2,而X则按式(2)随Z变化:

3.5 宏程序变量分配
宏程序变量分配:#1表示圆弧上分割点的Z坐标,#2表示圆弧上分割点的X坐标。
3.6 圆弧螺纹宏程序
采用等间距法编制的圆弧螺纹宏程序如下:#1=2;变量Z初值
WHILE[#1GE[-2]];当 Z≥ -2时,执行循环体程序,否则跳出循环向后执行
#2=SQRT[2.5*2.5-#1*#1];按式(2)计算出随Z变化的X值
G01X35Z[6+#1]F200;1倍螺距处作为螺纹切削循环起点
G82X[33-2*#2]Z-34F6;螺纹切削循环,转换为加工坐标系的坐标,33为圆心直径
#1=#1-0.1;Z轴等间距分割的间距取0.1 ENDW
3.7 加工结果
程序在CK6136数控车床上的运行结果如图3。
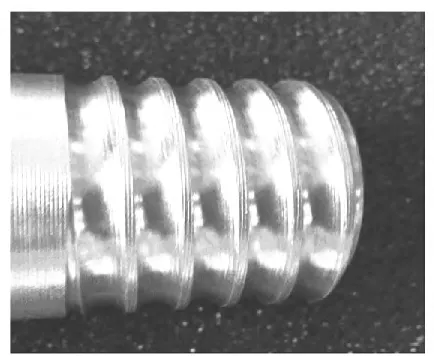
圆弧牙型螺纹加工实物照片
4 结语
在异型螺纹的宏程序编程过程中,正确获得螺纹牙型曲线的数学表达式是编程的关键;其次确定曲线表达式的等间距分割变量及取值范围,并按牙型曲线的坐标系编程;最后转换成加工坐标系的螺纹加工程序。由上述两例可知,此方法适用于各种圆柱面上的异型螺纹编程加工。
[1] 李素娟.一种异型螺纹的车削方法[J].包头职业技术学院学报,2010(4):9-10.
[2] 滕 汶,杨曦祥.基于宏程序在异型螺纹加工中的应用[J].机械工程师,2010(9):73-74.
[3] 唐晓震.异型螺纹椭圆牙型编程与加工[J].金属加工冷加工,2010(15):71-72.
[4] 王晓莉,穆 瑞.应用宏程序加工多线梯形螺放[J].机械,2010(7):58-60.
