卧加多角度加工编程方法
2015-11-23南车戚墅堰机车有限公司江苏常州213000
■南车戚墅堰机车有限公司 (江苏常州 213000)
舒 森 汪玉娟 曾永青
在实际生产中,常常会遇到零件需要在其多个角度面上进行加工,当产品不同且需在同一台机床上时,则要在更多的角度上进行加工,研究其通用的编程方法意义重大。随之数控程序的合理性、可维护性、通用性等方面的要求也越来越高。实际生产中针对单件品、小批量、大批量、单品种、多品种等不同情况下的具体编程方法不尽相同。本文旨在找出多角度要素在卧加上加工时便于维护、方法通用、可识度高的编程方法。
1. 描述
本文以连杆为对象进行研究,在连杆的3个角度上进行孔加工(见图1),点A是各孔位置约束的基准点(为编程零点),编程时关键在于如何精确找到各孔位置点坐标。
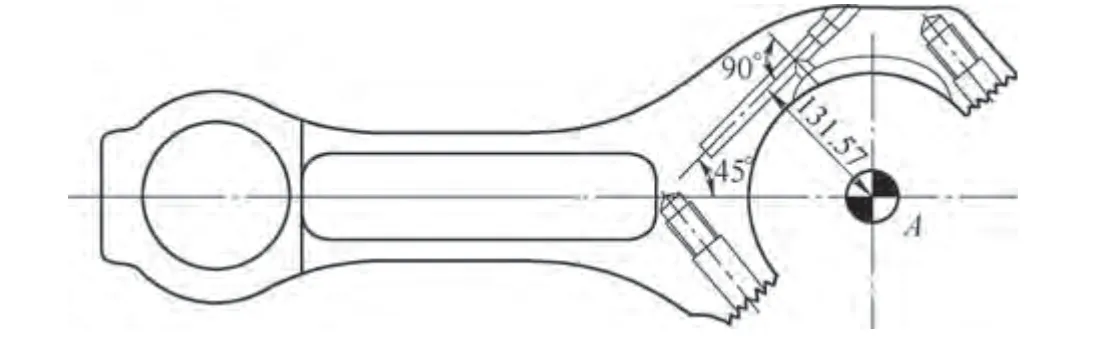
图1 零件示意图
2. 坐标系旋转法
如图2所示,可将坐标系绕零点A旋转,在新坐标系下便可轻松找准孔的下刀点,其编程也十分简单。
图2中,45°斜孔程序为:
G90 G10 L2 P1 X-413.07 Y-672.03 Z-708.58
…… (省略调刀程序)
G0 G54 Z200
G18 G68 XO YO R45.0
Y131.57
…… (省略孔加工程序)
G69
其余各孔按对应角度旋转,方法相同。此方法简单明了,但不能适用于主轴无角度轴的卧加,配备角度头的机床除外,但需要指出的是使用角度头配合多个角度加工并不方便,也无经济实用可言。
3. 工作台旋转法
各角度孔加工是通过旋转工作台使需要加工的孔轴线与机床主轴平行从而进行加工实现,下刀点无法通过图样直接读出,需做相应计算,且若工装校调后,下刀点坐标也会随之变动。
(1)宏程序法。对旋转过程进行数学建模(见图3),找出表达式。
可知R=[(x1+5 0 0)2+(z1+800)2]1/2
x2=-500+Rcos{β- arccos [(z1+800)/R]}
z2=-800+Rsin{β- arccos [(z1+800)/R]}
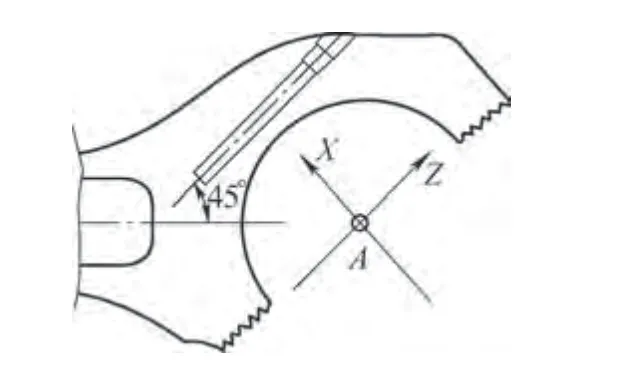
图2 旋转后的坐标系

图3 建模示意图
将上述表达式以宏程序方式编入程序中,将不同角度下宏运算结果放入附加坐标系中(选择附加坐标第,因其可存放48组不同坐标值,若所需加工角度少,可选择G54~G59)。
主程序:
O0200
G90 G10 L20 P1 X-413.07 Y-672.03 Z-708.58(第一角度零点坐标放入G54.1 P1,此点为工装校调零点)
#141=-500 (工作台旋转中心x坐标)
#142=-800 (工作台旋转中心z坐标)
#143=#7001+[L1] (L1为所选点相对于G54.1 P1的X方向距离,通过图样计算所得)
#144=#7003+[L2] (L2为所选点相对于G54.1 P1的Y方向距离,通过图样计算所得)
…
#147=#7001+[L5] (同上,对其他角度下所选点进行计算)
#148=#7003+[L6]
(注:上步骤的目的是让各角度下所选点坐标与第一角度下的零点建立关系,工装调动或其他因素造成零点更改后,不需再单独对每个角度的点重新计算)
… (省略其他角度的计算,本文只用3个角度)
G65 P9010 A2 B[45] C[#143] D[#144] (调用子程序9010,A存放附加坐标系序号;B存放工件相对第一角度的转角量;C、D用于存放各点旋转前的坐标值;此程序用于计算旋转45°后的坐标放入P2)
G65 P9010 A3 B[-45] C[#145] D[#146] (计算旋转-45°时的坐标放入P3)
… (孔加工程序省略)
M30
%
子程序:
O9010
N100
#100=#3-#141
#101=#7-#142
#102=SQRT[[#100*#100]+[#101*#101]] (计算所选点旋转半径R)
#103=ATAN[#100/#101]-#2
#104=[#141]+[#102]*SIN[#103]
(旋转后X轴坐标的表达式)
#105=[#142]+[#102]*COS[#103]
(旋转后Z轴坐标的表达式)
N200
I F [ # 1 L T 1 ] G O T O 4 0 0
(保护,判定是否超出附加坐标系地址)
I F [ # 1 G T 4 8 ] G O T O 4 0 0
(保护,判定是否超出附加坐标系地址)
N300
#[7 0 0 1+[#1-1]*2 0]=#1 0 4 (所计算值输入附加坐标系)
#[7 0 0 2+[#1-1]*2 0]=#7 0 0 2 (旋转过程中Y轴未改变)
#[7003+[#1-1]*20]=#105 N400
#3000=1(error)
M99
此方法只需输入工作台旋转中心坐标,及所选点旋转前的机床坐标值即可计算出旋转后的坐标,不受角度数量限制、精度高、通用性强,其最大优点在于后期维护,在零点坐标校调之后只需将校调后的值输入对应参数即可,不需要单独再对每个角度进行重新计算,后期维护十分方便。
(2)CAD设计法。通过零点计算出所要加工孔的中心旋转前在机床坐标系中的位置坐标值(x1,z1),利用CAD模拟其绕工作台中心旋转后的位置,使用CAD测量功能找出旋转后其在机床坐标系的值(x2,z2),此值即为孔的编程中心点(见图4)。此方法与工作台旋转宏程序法相比,操作较为方便,精度同样可以保证,但需对每个角度孔的位置点进行模拟测量,较为繁琐,同时工装调整后需重新对其模拟测量,可维护性差。故此方法对于单件生产或小批量生产时较为适用。
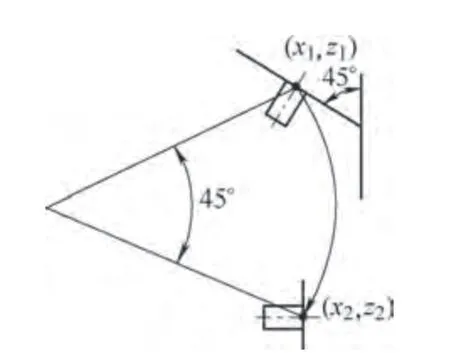
图4 设计示意图
4. 结语
车间现场连杆加工所使用设备为MAZAK(FH-6800)卧式加工中心,采用工作台旋转宏程序法进行批量生产,此程序适用于所有型号连杆,同时在调整工装后无须单独对每个角度下坐标进行校正,方便适用,可维护性强。
故对于主轴带角度轴或配备角度头的卧加可采用坐标系旋转法,对于主轴无此功能的设备,批量生产时可采用工作台旋转宏程序法,单件或小批量生产则可优先考虑工作台旋转C A D设计法。
