MSA方法在轮胎制造过程测厚系统中研究和应用
2015-11-18刘天佑胡湘琪高光涛李元敬
刘天佑,胡湘琪,高光涛,李元敬
(1.青岛科技大学,山东 青岛 266042;2.贵州轮胎股份有限公司,贵州 贵阳 550008)
MSA方法在轮胎制造过程测厚系统中研究和应用
刘天佑1.2,胡湘琪2,高光涛1,李元敬2
(1.青岛科技大学,山东 青岛 266042;2.贵州轮胎股份有限公司,贵州 贵阳 550008)
通过MSA的原理,设计极差法和均值极差法联用的测试方法,通过极差法快速找出%GRR变化和需要改进点,再通过均值极差法研究该测量系统中的重复性和再现性(Repeatability & Reproducibility,R&R),从而找到产生变异的原因,找出改进的方法。并针对轮胎制造现场的使用环境,成功设计出一种更有利于内衬层生产线用于现场操作的新的测厚手段。
MSA;%GRR;重复性;再现性;改进
1 测量系统分析方法简述
在企业质量管理中。无论是为了进行产品控制、过程控制或是用试验设计(Design of Experiments,DOE)等来改进质量,都是依靠于对过程数据的整理分析。而质量特性数据的取得正是通过测量系统来实现的,显然,测量系统本身的精度和准确性将直接影响到各种质量特性分析的有效性和效率。
为此,就需要对测量系统本身的能力进行评价。Eagle A R和Grubbs F E等人从统计角度对测量误差进行了研究。1972年,Mandel J提出测量系统分析的重复性和再现性(Repeatability & Reproducibility,R&R)的概念和计算方法。而TSl6949中则将测量系统分析作为质量体系评审中不可缺少的一个组成部分。
测量系统的统计特性包括偏倚、重复性、再现性、稳定性和线性等,如图1所示。
一般的检验设备和测量工具在工厂都会有专门计量人员定期进行校验工作,所以偏倚、稳定性和线性基本上能够得到保证,在实际应用中占误差比例比较大的因素则是重复性和再现性的问题。
测量系统分析在MSA手册中推荐的量具重复性和再现性(R&R)的可接受准则是:%GRR
(1)低于10%的误差测量系统可接受;
(2)10%~30%的误差-10%~30%之间,可根据应用的重要性,量具成本,维修费用判定是否可接受;
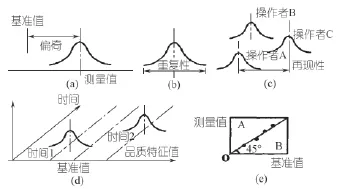
图1 测量系统的五性
(3)大于30%的误差——则测量系统不可接受,需要改进。
本文从改进轮胎制造过程部件厚度测量系统的重复性和再现性角度进行研究和分析,对测量系统进行改进,降低GRR%值,达到提高测量系统的重复性和再现性的目的。
2 GRR分析方法实例介绍
2.1使用极差法,计算半部件区的主要测量系统
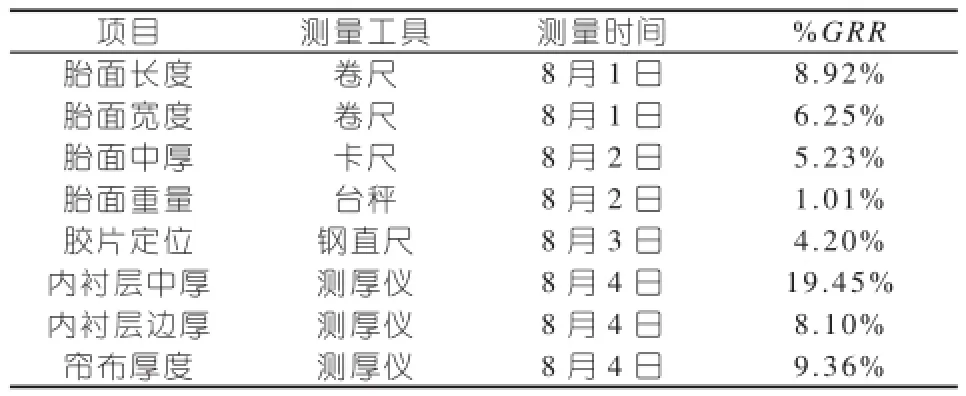
表1 均值极差法计算结果
从表1可以看出通过极差法发现测量变差变异最大的是用测厚仪测量内衬层的中厚。
严格意义上说,过程首先处于稳态才能进行MSA的分析。表1中列出的数据,很有可能过程本身不稳,所以做出的GRR分析对于比较各个测量系统的优劣是没有意义的,但单独过程来说,%GRR的结果数据反映的是测量误差占自身过程波动的百分数,所以单独过程数据的大小是有意义的。内衬层中厚的%GRR便处在10%~30%之间,并不是非常理想的状态,需要考虑的改进方法。
2.2使用均值极差法针对变差较大的值进行分析
针对生产线现场的实际情况,没有选择手册推荐的样表,但计算方法是一致的,只是加大了操作人员的数量,现场实际抽查内衬层厚度工作的操作人员只有8人,全部要求参与此项工作,增加了结果的可靠性,操作人员如果发现有操作上的问题,以后也好采取措施。
数据收集后录入统计表2中的表格,通过公式计算即可得出结果。
由表3的计算结果分析得知:
(1)计算得出,重复性(EV)=0.085 518,再现性(AV)=0.112 944。EV<AV。
再现性AV大于重复性EV,也是就再现性比重复性大,说明在操作人和操作人之间的差异是大于单个人之间的重复性差异的,问题可能出在人员之间的操作动作上,或者是方法掌握上。
(2)%GRR=18.798 47%。该结果位于10%~30%之间,可以考虑进行测量系统的改进,以求低于10%。
(3)ndc=7.366 89。该值必须大于等于5,方才表示量具的分辨力可以接受。如果低于5,则表示测量系统的选型或者是测量样品的选型存在问题。
3 测量系统的改进分析
3.1分析样品取样的情况
内衬层生产线取样后的样品,因为橡胶制品的特点(橡胶制品较软,两端自然下垂),所以使用常规的测量厚度的仪器是无法直接测量的。内衬层又是轮胎生产的关键半部件,偏薄偏厚都会造成不同程度的质量问题。如图2。
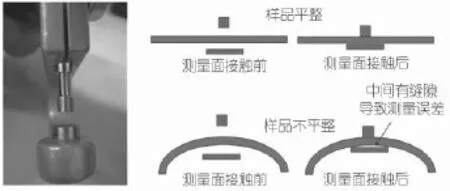
图2 手持测厚仪测量情况分析
通过图2可以很清晰的看出问题,当橡胶制品弯曲的时候,测厚仪测出的数据是不准确的。
3.2分析现场一般采用的方法
为减小测量误差,使中部能够平整,现在测量中厚一般采取两种方式(如图3):①将样品放置一平台上,再用测厚仪进行测量;②将样品手动抬平后再进行测量。
这两种方法为防止手持的测厚仪晃动和保持测量面完全接触样品试样,会用大拇指轻微的向上顶住测厚仪压锤。因为橡胶的黏弹性,使得橡胶制品偏软,现场操作人员有男有女,每个人的在顶压锤的时候不能够保证力度是一致的,力量大的测量结果偏小,力量小的测试结果偏大。

图3 放置在台面上和手持样品测试厚度的情况
4 提出改进方案
4.1 改进方案的思路
因为市场上是没有专门的内衬层中厚测量仪,原来使用的手持式测厚仪虽然能够快速得到我们需要的测试结果,但%GRR值偏小,数据的可靠性不良,在考核现场质量情况时经常有争议发生,轮胎企业使用断面扫描仪设备既贵速度又慢,其测量范围还不能覆盖大规格的内衬层,所以我们需要研制一套内衬层测厚的改进方案,找到合适的方法,提高测量数据的质量。其重点是:第一要保持保证测量时中部平整;第二要保证测厚仪顶部压锤自然落下。
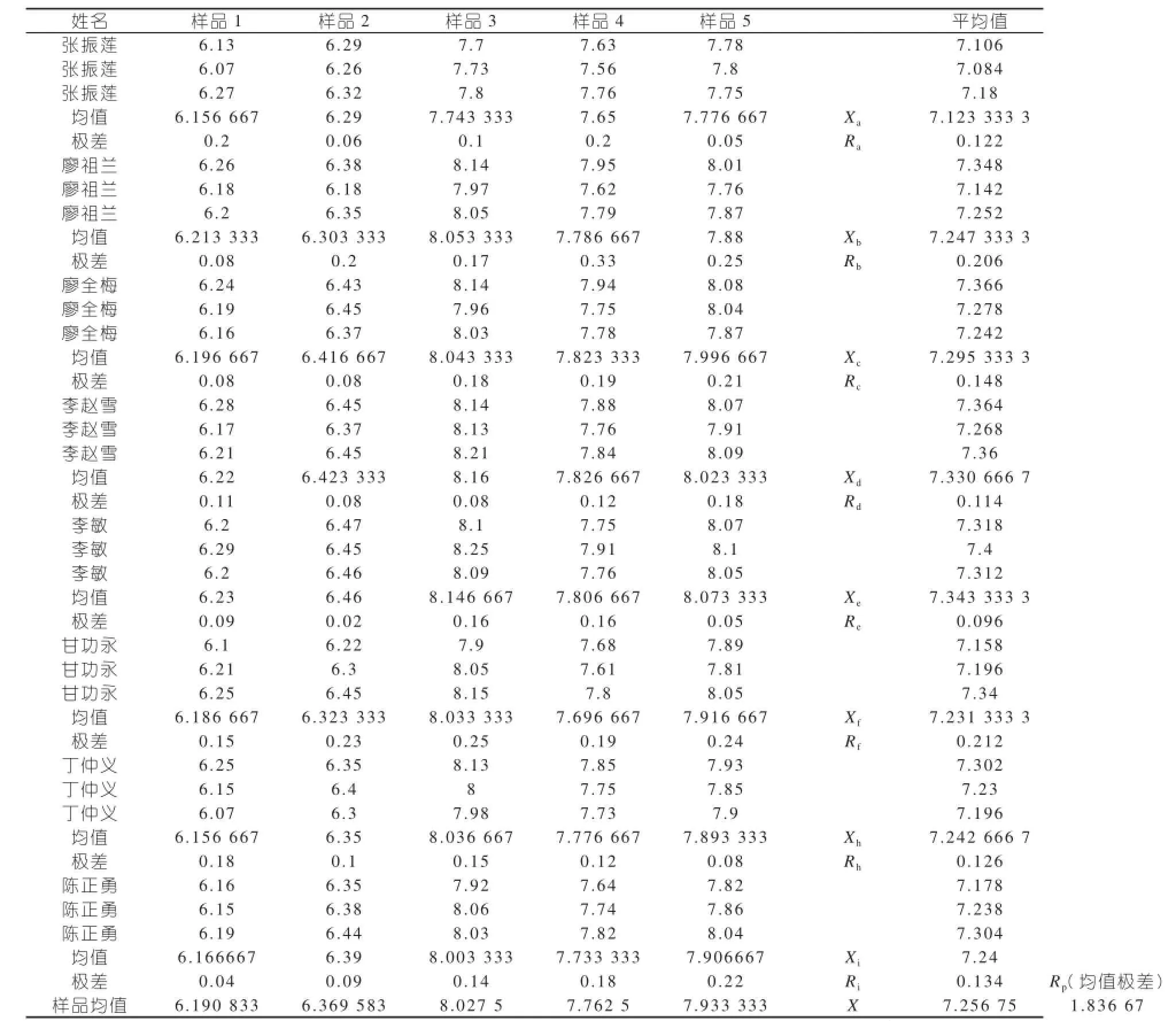
表2 EXCEL制作的均值极差法统计表

表3 EXCEL制作的均值极差法统计表计算结果(改进前)
4.2改进方案的提出与实施
(1)将手持测厚仪改成台式测厚仪。虽然降低了移动性,但稳定性提高。
(2)焊接的结合方式,改成活动式的平台。将平台由钢板改为铝板,既减轻了重量又降低了成本,平台的四角使用活动螺丝固定,可自行调节高度,保持平台稳定。平台尺寸如图4。
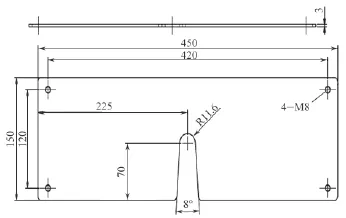
图4 最新设计的测试平台图纸
(3)测试方式的改变。先将样品放置在平台上,然后平台和样品一起推入到台式测厚仪中,便可读数。缩短了测量所需的时间。
(4)使用时平台高度调整到和台式测厚仪相同的高度,平板的缺口正好能替换台式测厚仪原装的铝板,并卡住台式测量后仪的测量底部基座,测厚流程如图5。
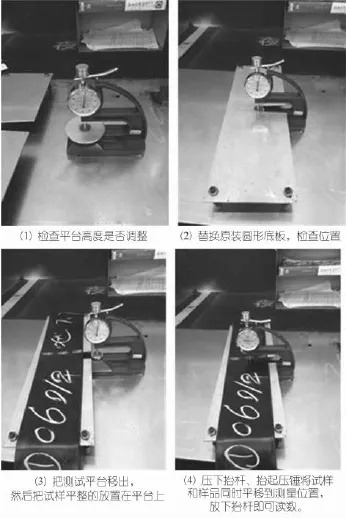
图5 样品的在最新设计的平台上的测量流程
4.3改进方案的效果确认
(1)再次使用均值极差法,对设计的结果进行确认,见表4。
通过表4可看出,%GRR达到了8.668 789%,低于10%,说明该测量系统达到一个较好的水平。报告中再现性明显降低,再现性(AV)=0.036 849,小于重复性(EV)=0.094 971。说明操作人之间的影响被弱化。
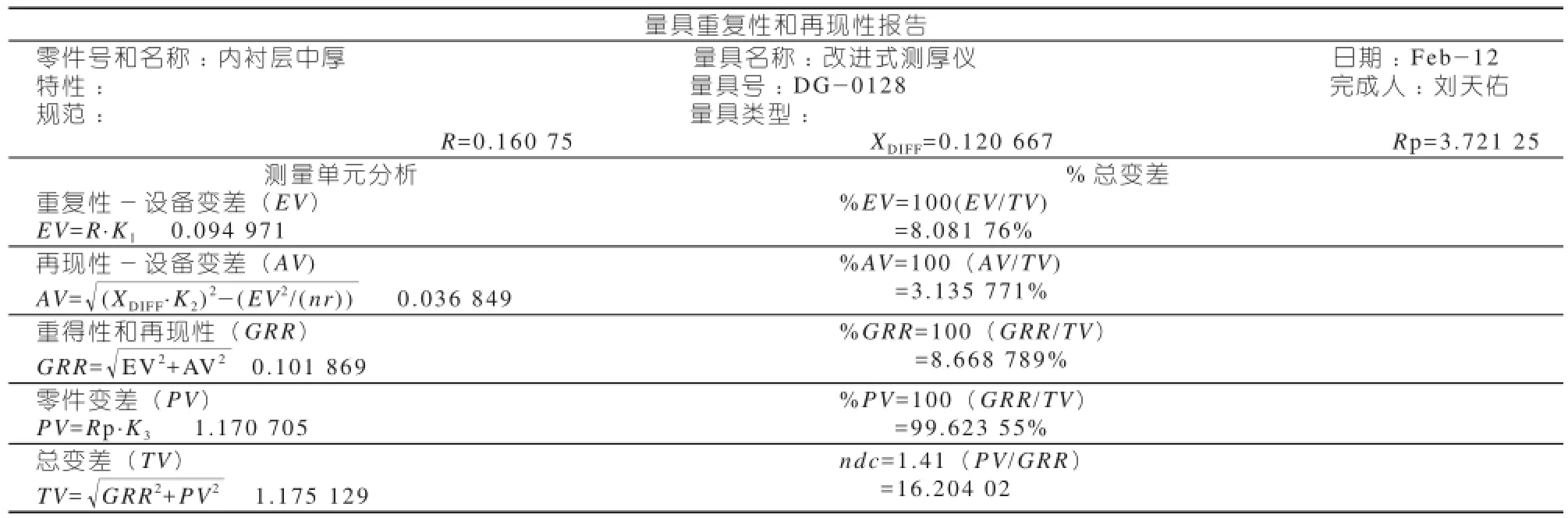
表4 EXCEL制作的均值极差法统计表计算结果(改进后)
(2)使用Minitab软件进行分析
通过Minitab软件可以通过图形(见图6)直观的发现取样的优略和数据的异常,其计算的%GRR的结果是与使用EXCEL统计表的算法结果是基本一致,本文不再详述。
5 结论
(1)使用均值法所消耗的测量成本低,快速得出准确的结果,方便比较和发现问题。使用均值极差法能够生成重复性和再现性的数据报告,通过数据报告反映的问题找出测量系统的问题所在,便于发现原因和找出结果措施的突破口。二者结合使用,非常适合解决有多种测量系统的现场问题。
(2)改进后的测量平台,不仅制作成本低,而且设计和加工都非常简单。更为关键的是提高了测量的准确性和精确性。
[1] Ford,CM,Chrysler.Measurements systems analysis reference manual[M].AIAG Detroit,Michigan, 2010.
[2] 吴遵高. 测量系统分析[M].北京:中国标准出版社。2003
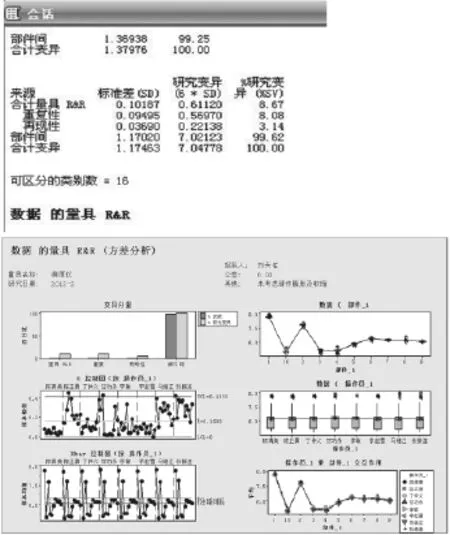
图6 Minitab软件进行分析图
[3] 田世锋,桂卫华. 几种测厚仪器的研究现状及其应用。中南工业大学学报(自然科学版)[J]. 2003. z1.
[4] 王顺国. 覆胶钢丝帘布厚度测量系统改进[J]. 轮胎工业,2010年第30,692.
[5] 孟庆秋. 测量系统分析(MSA)与计量之间的关系及应用[J].中国质量,2005,5:79~82.
Studies and application of MSA in gauging system of the tire manufacturing process
Studies and application of MSA in gauging system of the tire manufacturing process
Liu Tianyou, Hu Xiangqi, Gao Guangtao, Li Yuanjing
(1. Qingdao University of Science and Technology, Qingdao 266042, Shandong, China; 2.Guizhou Tyre Co., Ltd., Guiyang 550008, Guizhou, China)
By principle of MSA, this paper designs the test method in combination with range method and mean range method, quickly identifi es % GRR changes and points need to improve by range method, then studies repeatability & reproducibility of the measurement system by mean range method, to fi nd the cause of variation, and identifi es ways to improve. Aimed at environment of tire manufacturing site, the paper successfully designs a new gauging method which is more conducive to inner liner production line for fi eld operations.
MSA; %GRR; repeatability; reproducibility; improvement
TQ330.64
1009-797X(2015)19-0014-05
B
10.13520/j.cnki.rpte.2015.19.002
刘天佑(1982-),男,江苏南京人,贵州轮胎股份有限公司工程师,在读硕士,主要从事企业质量管理和技术支持工作。
2014-10-08
