农林固体有机废弃物压缩成型研究进展
2015-11-17张秀秀侯梅芳宋丽莉朱理立
张秀秀, 侯梅芳, 宋丽莉, 朱理立, 刘 恺
(1.上海应用技术学院生态技术与工程学院,上海 201418;2.上海金开市政工程有限公司,上海 201206)
农林固体有机废弃物压缩成型研究进展
张秀秀1,2, 侯梅芳1, 宋丽莉1, 朱理立2, 刘 恺2
(1.上海应用技术学院生态技术与工程学院,上海 201418;2.上海金开市政工程有限公司,上海 201206)
农林固体有机废弃物是很重要的生物质资源,其质地松散,压缩可使分子间致密紧凑,节约空间,便于储运和加工利用.因此,有关农林固体有机废弃物压缩成型技术与设备等方面的研究一直备受人们关注.简要介绍了农林固体有机废弃物资源化利用类型及压缩成型研究现状,对压缩成型原理及相关影响因素进行了分析,针对使用比较广泛的3种成型工艺即常温压缩成型、热压成型、炭化成型分别进行了介绍,分析了不同类型压缩成型设备的差异,总结发现有关农林固体有机废弃物收集、成型前处理、压缩成型、后续深加工以及应用专属性评价等全过程管理与技术体系还不完善的地方,展望了今后压缩成型技术的发展趋势.
农林固体有机废弃物;压缩成型;压缩设备
农林固体有机废弃物作为主要的生物质资源,是可再生能源、医药、有机肥料、饲料、建筑材料等非常重要的原材料.农林固体有机废弃物包括农业固体有机废弃物和林业固体有机废弃物,其中农业固体有机废弃物包括植物性废弃物、动物性废弃物和农副产品加工剩余物,主要指作物秸秆、果壳、甘蔗渣、土豆渣等;林业固体有机废弃物包括林业“三剩物”(采伐剩余物、造材剩余物、木材加工剩余物)和废旧木质材料,主要指枝桠、树叶、树皮、木屑、锯末、废旧木材制造品等.农林固体有机废弃物资源在我国年产至少11亿t[1],仅包括大宗作物的秸秆量就超过5亿t[2],其中2亿多t被烧掉[3].由于农林固体有机废弃物以散抛形式存在,具有资源分布离散的特点,其产生量巨大且总量不清、运输存储不方便,严重制约了农林固体有机废弃物的大规模资源化利用,每年有大量的农林固体有机废弃物被弃置于自然环境或露天焚烧,既对生态环境造成严重的污染,又造成了资源的极大浪费.因此,有关农林固体有机废弃物压缩成型技术与设备的研发,受到人们普遍关注.
1 资源化利用途径
农林固体有机废弃物含有丰富的有机质、营养元素、矿物质等成分,其资源化利用途径主要包括能源化、饲料化、材料化、肥料化与基质化[4-5];有学者总结为5F,即燃料(Fuel)、饲料(Fodder)、原料(Feed Stock)、纤维(Fiber)、肥料(Fertilizer),变废为宝是实现农林固体有机废弃物资源化循环利用的重点[6-7].
1.1 能源化
生物质能源是可再生能源,《国家中长期科学和技术发展纲要(2006—2020)》以及各部委有关能源发展、生物产业发展等战略规划中均对生物质能源的发展提出了明确的目标.我国农林固体有机废弃物产量居世界前列,以年均5%~10%的速度递增.直接燃烧、固化成型制作燃料棒、发酵产生沼气、液化成生物油或生产燃料乙醇等为较常见的几种农林固体有机废弃物能源化利用的途径[8-9].
1.2 饲料化
饲料的主要成分包括淀粉、糖、蛋白质等,主要来源于农作物.为缓解人畜争粮矛盾,将农林固体有机废弃物饲料化,是实现传统农业向绿色、低碳及生态高值化循环农业转变的重要途径[10].常用的农林固体有机废弃物饲料化方法有微生物转化、发酵、氨化处理等[11].
1.3 材料化
由于农林固体有机废弃物含有丰富的各种营养成分和其他功能组分,使其成为潜在的各种功能食品、功能材料的重要原材料[12].人们可从农林固体有机废弃物中提取蛋白质、膳食纤维、矿质元素等有益成分.农林固体有机废弃物也广泛用于重金属和有机废水处理.同时农林固体有机废弃物还可加工成生态建筑材料、轻工业原材料、新型保温材料、生物炭材料等[13-17].
1.4 肥料化与基质化
在当前化肥与农药严重污染的形势下,来源于农林固体有机废弃物的有机肥是改良土壤、促进植物生长、保障农产品安全和生态安全的重要物质基础.农林固体有机废弃物可直接还田或堆肥发酵后施入土壤,还可直接作为基质用于园艺园林植物栽培等领域[18-19].
总之,农林固体有机废弃物量大、形散,在其大规模资源化高效利用过程中为便于储运和加工利用、节约空间,压缩是农林固体有机废弃物资源化利用过程中常采用的有效手段,因此有关其压缩成型技术与设备等方面的研究一直是研究的热点[20-22].
2 压缩成型技术
针对大量农林固体有机废弃物带来的空间、资源浪费等问题,压缩成型技术应运而生,主要集中在压缩打捆、模压成型等几个方面[23-25].美国于20世纪30年代研制了螺旋压缩机;日本于50年代从国外引进技术后进行改进;70年代后期,芬兰、比利时、法国、德国、意大利等许多西欧国家也开始重视压缩成型技术的研究.亚洲除日本外,泰国、印度、菲律宾等国家从80年代开始也都先后研制成了生物质压缩成型机.我国从20世纪80年代开始先后对日本、荷兰、比利时等国家的技术和设备引进并且创新,在最早使用的螺旋式成型机的基础上研发出液压驱动柱塞式成型机、机械冲压式成型机等设备.国外模压成型机设备自动化程度高,生产技术成熟.瑞士的Buhlwelwe公司、英国的UMT Andritz Group公司、丹麦的Sprout-Matador公司以及瑞典的Power Chippers AB公司等多采用模压成型技术生产生物质固体成型机,且成型机的关键部件寿命和生产率水平都达到了很高的水平,实现了规模化和商品化生产.而国内研制开发的H M-485型环模式成型机关键部件寿命长、生产率高,已达到国际同类产品先进水平.利用该技术工艺和设备已在北京市建成了年产2万t的生物质固体成型燃料生产线并投产运行[26].尽管我国在技术与设备上都有重大突破,但是对于压缩成型技术研究起步较晚,技术还不够成熟,在一定程度上影响了我国农林固体有机废弃物资源化利用进程.
2.1 压缩成型原理
关于农业固体有机物料的压缩,最早Rehkugler等[27]基于闭式压缩过程的阶跃加载,提出了包含影响压缩过程众多因素的物料压缩流变模型;O’Dogherty等[28]则根据压缩过程中物料的容积密度范围提出相应模型;Faborode等[29]将物料的初始密度加以考虑,其他学者则选用了不同的模型参数[30].由于所处理的物料、压缩模式以及环境条件等具有差异性,仅仅依靠几个理想的力学元件(虎克体、圣维南体和牛顿体)和常见模型(Maxwell、Kelvin、Bugess和Peleg模型)还不够,因此,这方面的研究一直备受人们关注[31-32].目前大多数关于农林固体有机物料的压缩研究围绕其塑形、弹性、黏弹性、流变性等方面的变化[33],主要基于农林固体有机物料是气隙组合的认识,比较适用于压缩打捆过程模拟,而对于模压成型等还需考虑物料各组分本身化学性质的变化以及相应的物料成型黏合力类型.就不同材料的压块/压饼、模压成型等压缩过程而言,成型物内部的黏合力类型和黏合方式可分成5类:①固体颗粒桥接或架桥(Solid bridge);②非自由移动黏合剂作用的黏合力;③自由移动液体的表面张力和毛细压力;④粒子间的分子吸引力(范德华力)或静电引力;⑤固体粒子间的充填或嵌合[34].
农林固体有机废弃物主要由纤维素、半纤维素、蛋白质、淀粉、木质素等组成[35-37].在压缩过程中,一方面蛋白质与淀粉可塑化直接作为黏结剂[38];另一方面随温度上升,木质素会软化、熔化充当黏结剂[39].研究表明,压力作用或活化条件下蛋白质、淀粉、木质素等天然黏结剂使颗粒间产生固体桥接键合作用,在农林固体有机废弃物压缩成型过程中发挥了重要作用[25,40-41].农林固体有机废弃物压缩成型的基本原理在于加压条件下其木质素、淀粉及蛋白质等的胶黏作用、组织致密化等过程同时发生,使有机大分子物质的物理化学性质发生变化[42].
以农作物秸秆平模压缩成型为例[43],其工作原理为将粉碎后的物料在一定压力下,通过秸秆的塑性变形和自身的木质素软化而被压缩成型.具体过程(见图1):供料区内的物料在重力作用下紧贴在平模上,由压辊将物料带进变形压紧区,粒子间隙空气被排出的同时粒子重排,被压实的原料进入挤压成型区(模孔的锥孔部分和前半部分都属于挤压成型区);随压力增加,粒子发生变形和塑性流动;同时由于压辊和物料间的摩擦作用加剧而产生大量热量,导致原料中的木质素软化,与纤维素联合作用使生物质逐渐成形;成型块在挤压作用下进入模孔的保型段,产品被定型,保型一定时间后被挤出,旋转的切刀将物料切断形成颗粒,由扫料板将颗粒送出[].

图1 平模压缩成型机示意图Fig.1 Schematic diagram of flat die compression forming machine
综合可知,压力、温度、物料成分及压缩模式等因素均影响成型过程以及成型物料的性能,在文献[44]中已有详细报道.下面从不同压缩成型工艺加以叙述.
2.2 压缩成型工艺
2.2.1 压缩打捆
为方便加工及贮运,常对农林固体有机废弃物压缩打捆[23].压缩方式主要有闭式压缩和开式压缩[45](见图2).闭式压缩为间歇式密闭容器内压缩,包括喂料、压缩、排料3个过程,基于闭式压缩的物料流变学研究较多;开式压缩为流化床式压缩,其成型阻力主要是容器壁对物料的摩擦阻力,便于田间机械化连续作业,在生产中应用广泛,但比闭式压缩更复杂,具有动力消耗大及捆绳易断裂等问题,技术和设备研发难度更大.
农林固体有机废弃物多数为黏弹性材料,压缩打捆后的物料密度会反弹,仍然存在堆积占用空间大、运输成本高、直接加工利用不方便的问题.因此,压块/压饼是近年来常见的秸秆等农林固体有机废弃物深加工方法,打捆后的物料经粉碎、均质、压块、冷却、打包即得到产品,具有压块密度高,营养损失少,贮运方便等优点.
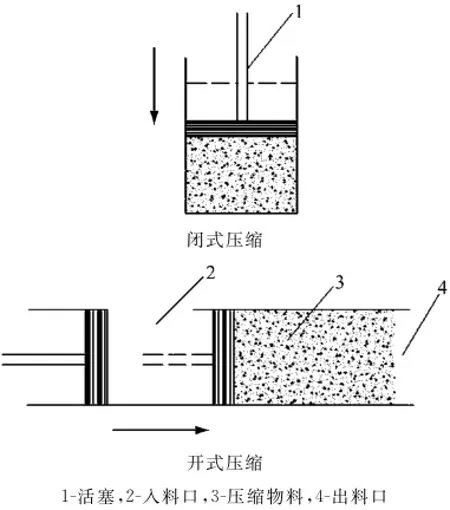
图2 压缩打捆的两种方式Fig.2 Two ways of compressed bale
2.2.2 生物质燃料压缩成型
农林固体有机废弃物因富含有机质,其可经过加压、加热等方式由原先松散结构转变为具有致密结构的生物质成型燃料[46].目前使用比较广泛的生物质燃料成型工艺有常温压缩成型、热压成型、炭化成型3种.
(1)常温压缩成型.使用常温压缩成型工艺的成型设备没有辅助的外部热源装置供给热量.成型初期将原料浸水使之湿润皱裂并部分降解,将其水分挤出,在成型原料中加黏结剂搅拌混合均匀,然后压缩为成型燃料,由于含水量较高,成型后需要烘干.模具与原料之间或粒子间存在较大摩擦所产生的热量能软化木质素达到黏结的效果,根据需要可不添加或少量添加黏结剂[43,47].有研究结果表明:常温高压致密成型时,含水率最好控制在5%~15%范围内,最高不能超过22%;压力控制在15~35 MPa之间即可满足存放、运输要求;秸秆类生物质易成型,灌木由于原料本身纤维硬、韧性好而不易成型[48].压力对压缩成型后的燃料热值具有重要影响[49].研究人员为了揭示生物质成型过程中摩擦热引起的温度变化规律以指导生物质成型机的设计,根据生物质冷压成型特点和传热学原理,建立了生物质冷压成型模具的摩擦热分析有限元模型,对成型过程中成型模具的温度场进行了模拟[50].
(2)热压成型.热压成型是目前普遍采用的农林废弃物质压缩成型工艺,生物质原料在压缩过程中使用外加热源加热,在150~300°C的高温和高压下使木质素中的胶性物释放出来,同时高温加热将原料软化,一方面减少直接的挤压动力,另一方面在一定程度上提高了原料颗粒的流动性,有效减少生物质原料颗粒对模具的磨损,提高模具寿命.其工艺过程包括粉碎、干燥、加热、压缩、冷却5步.热压成型技术根据原料被加热的部位不同分为两类:非预热热压成型工艺和预热热压成型工艺.两者不同之处在于预热热压成型工艺在原料进入成型机之前对其进行预热处理.实际应用中非预热热压成型工艺占主导地位,但是此成型工艺部件磨损严重,有关研制单位试用原料在进入成型机之前对其进行预热至100°C左右,以减轻磨损[51],同时缩短了加热段的长度.
(3)炭化成型.炭化是指有机物通过热解而导致含碳量不断增加的过程[52].根据工艺流程不同,炭化成型工艺可分为先炭化后成型和先成型后炭化2类.先炭化后成型工艺是先将生物质原料炭化成粉粒状木炭后再压缩成型,其工艺流程包括粉碎、原料除杂、炭化、添加剂、挤压成型和干燥.先成型后炭化工艺将压缩成型和热解炭化有机结合,采用柱塞式压缩成型机压缩成具有一定密度和形状的燃料棒,柱塞将物料沿着压缩套筒推入热解筒内,通过加热将物料炭化得到成型产品[53],其工艺流程包括原料粉碎、干燥、成型、炭化和冷却.
各成型工艺的优缺点及适用的成型技术介绍[54]如表1所示.应根据物料的特性、加工使用的目的及现场条件等选择合适的工艺及设备进行农林固体有机废弃物压缩成型.
2.3 压缩成型设备
目前世界各地研制生产的农林固体有机废弃物压缩成型机械设备按照机械作用原理的不同分为3类:螺旋压缩成型设备、活塞压缩成型设备和模压成型式设备.根据原动力不同,活塞压缩成型设备分为机械驱动和液压驱动活塞压缩;根据压模结构的不同,模压成型设备分为平模成型机和环模成型机.表2所示为各类燃料成型设备的综合比较[59].
2.3.1 螺旋压缩成型设备
螺旋压缩成型设备最早是由美国开发研制并实际应用的.成型原料由落料口落入压缩成型机械,被锥形螺杆螺旋推动进入横截面积渐渐变小的压缩成型筒,成型物料在锥形螺杆和压缩成型筒的双层作用下而成型,再经过一段应力松弛段,被推出螺旋压缩成型机械,成为成型物料.螺旋式成型机体积小、造价低、运行平稳、生产连续,生产成型燃料棒密度一般都能达到1.1~1.4 g/cm3,质量均匀,易燃,可进一步加工成炭化燃料,这使螺旋压缩成型机在我国和很多东南亚国家成型机市场中占主导地位.但其原料含水率要求高,增加了烘干成本,同时原料粉碎化程度要求高,增加了粉碎成本;锥形螺杆磨损严重,使用寿命短[55],造价高;单位产品能耗高,生产效率低,难以实现规模化生产.
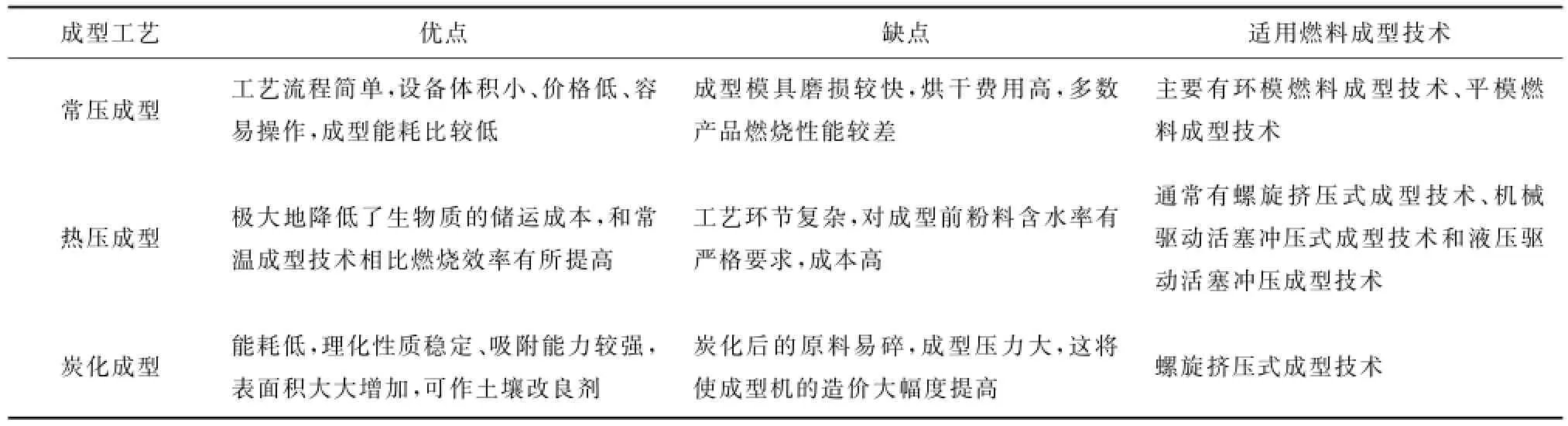
表1 成型工艺的优缺点及适用的成型技术Tab.1 The advantages and disadvantages of the forming technology and applicable forming technology
2.3.2 活塞压缩成型设备
为了避免锥形螺杆干摩擦损耗,我国又开发出了活塞压缩成型设备.机械驱动活塞压缩依靠存储于飞轮中的转动动能压缩成型原料;液压驱动活塞压缩装置成型工艺较复杂,粉碎后的原料需经过垂直液压油缸和水平液压油缸的2次预压后被推入成型套筒,物料由冲杆不断推挤,生产出生物质棒状成型燃料.
与螺旋压缩成型机相比,活塞压缩成型机明显改善了成型部件磨损严重的现象,使用寿命提高,单位产品能耗下降.但机械驱动成型设备结构复杂,存在较大震动负荷,机械运行不稳定且噪音剧烈,润滑油污染较严重,使其推广和应用都有一定困难.液压驱动成型设备则避免了机械驱动成型设备的上述缺点,但是液压驱动成型密度偏低,设备占地面积较大,且液压机械行程大,不能连续生产,导致液压活塞压缩装置生产率不高,市场化效益低.
2.3.3 模压成型设备
目前使用的模压成型式设备主要用于生产颗粒状成型燃料,模压成型机的基本工作部件由压辊和压模组成,其中压辊可以绕自己的轴转动,压辊的外周加工有齿或槽用于压紧原料而不至于打滑,压模上加工有成型孔.原料进入压辊和压模之间,在绕轴转动的压辊的作用下被压入压模上的成型孔内,最后用切刀将从成型孔内压出的原料切成颗粒状成型燃料.成型过程一般不需要外部加热,可根据原料状况添加少量的黏结剂.
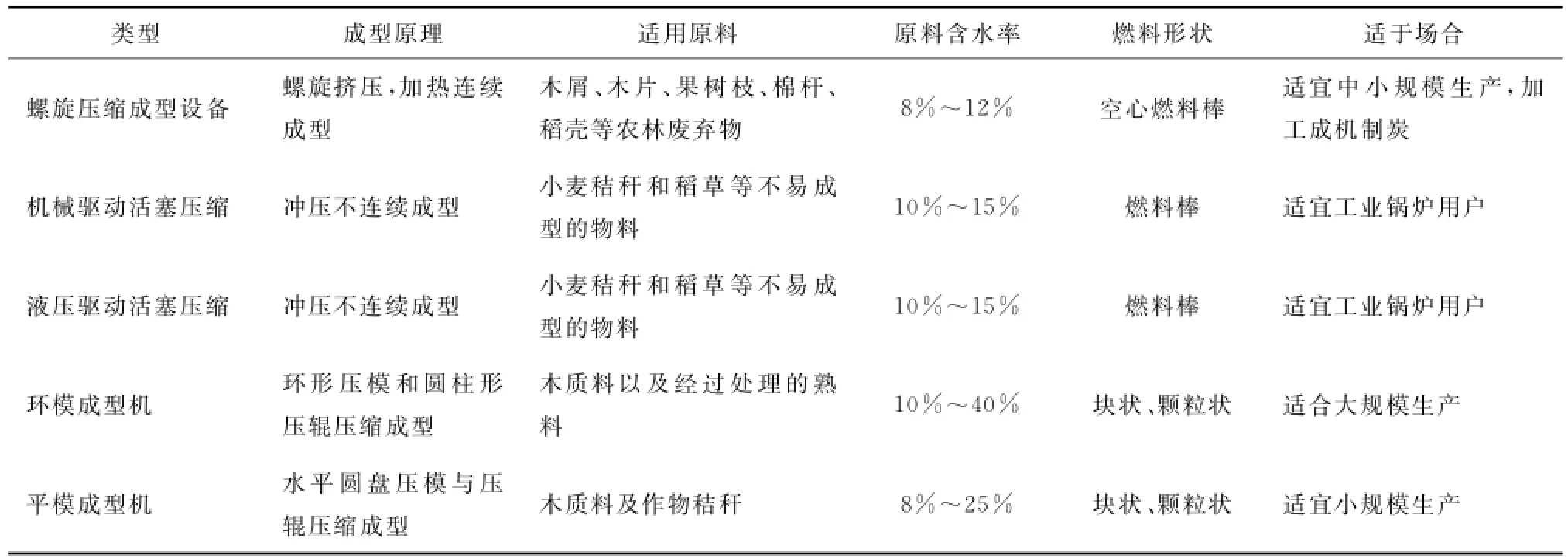
表2 成型设备综合比较Tab.2 The comprehensive comparison of the forming equipment
(1)环模成型机.环模成型机是目前使用最为广泛的机型,压模为环形.环模成型机产量大,耗电少,自动化程度高,对原料的含水率要求较宽,适于规模化产业化发展.但是环模压辊磨损严重,存在设备运行稳定性差、产品密度低、故障率高、难以保证连续作业等问题[56].为了确定环模式成型机压缩水稻秸秆最佳的成型工艺参数,陈树人等[57]以水稻秸秆为原料,利用9JYK-2000A型环模式成型机进行压缩成型,结果表明:当参数组合含水率为17.5%~27.1%、成型温度为81.9~88.1°C、磨辊间隙为2.49~3.78 mm、主轴转速为157.6~186.5 r/min条件下,成型压块的松弛密度大于1.0 g/cm3,成型压块的抗破碎性大于65%.王春华等[58]验证了在压辊半径与环模半径的最优比为0.4时,生产率达到最高值为2.28 t/h,成型机的机械效率达到85.82%.
(2)平模成型机.平模成型机压模为平面,压制室空间较大,可采用大直径压辊,能将体积大、纤维长的原料粉碎成型.另外,平模成型机结构简便,压力可调,产量稳定,并且模具正反两面都可以使用.但是平模成型机受模具限制,产量低于环模颗粒成型机,耗电多,相比之下难以进行规模化生产.
3 结 论
农林固体有机废弃物压缩成型可有效节约空间,便于其运输和贮藏.当前农林固体有机废弃物压缩成型主要集中在压缩打捆、压块/压饼、模压成型等几个方面.压力作用下,农林固体有机废弃物松散结构中的气隙首先被挤压,物料结构重排,进一步施加压力,在摩擦致热、外源加热等作用下物料中木质素、纤维素、淀粉、蛋白质等天然黏结剂发挥胶黏作用,同时物料塑性流变性质表现明显,促进物料压缩成型.目前存在的问题及展望如下:
(1)技术与设备研究多集中在秸秆等含水量低于40%的农林固体有机废弃物制备生物质燃料方面,而对于含水量高于40%的废弃大田蔬菜及废弃水果等的处置技术和设备缺乏,若将废弃蔬果等高含水量废弃物进行压缩除汁的预处理,能有效防止腐烂蔬果造成的环境污染和空间浪费,并将能进一步合理利用有机废弃物资源.
(2)农林固体有机废弃物富含丰富的营养物质和功能成分,如何在压缩成型的过程中对其有效保藏和加工再利用提供保障,将是未来农林固体有机废弃物资源化利用工程技术领域急需解决的关键技术.
(3)有关不同类型农林固体有机废弃物收集、成型前处理、压缩成型、后续深加工以及应用专属性评价等全过程管理与技术标准体系还不完善,需从管理、技术及设备等不同方面进行探索和集成.
[1] 张百良.生物质成型燃料技术与工程化[M].北京:科学出版社,2012.
[2] 孟军,张伟明,王绍斌,等.农林废弃物炭化还田技术的发展与前景[J].沈阳农业大学学报,2011,42(4):387-392.
[3] 花莉,张成,马宏瑞,等.秸秆生物质炭土地利用的环境效益研究[J].生态环境学报,2010,19(10):2489-2492.
[4] 孙永明,李国学,张夫道,等.中国农业废弃物资源化现状与发展战略[J].农业工程学报,2005,21(8):169-173.
[5] Steubing B,Zah R,Ludwig C.Heat,electricity,or transportation?The optimal use of residual and waste biomass in europe from an environmental perspective[J].Environmental Science&Technology,2012,46(1):164-171.
[6] 张燕.中国秸秆资源“5F”利用方式的效益对比探析[J].中国农学通报,2009,25(23):45-51.
[7] Krzy z·aniak M,Stolarski M J,Waliszewska B,et al. Willow biomass as feedstock for an integrated multiproduct biorefinery[J].Industrial Crops and Products,2014,58:230-237.
[8] Parikka M.Global biomass fuel resources[J].Biomass and Bioenergy,2004,27:613-620.
[9] Cobuloglu H I,Büyüktahtakin I·E.A mixed-integer optimization model for the economic and environmental analysis of biomass production[J].Biomass and Bioenergy,2014,67:8-23.
[10] 赵其国.生态高值农业是我国农业发展的战略方向[J].土壤,2010,42(6):857-862.
[11] 杨增玲,楚天舒,韩鲁佳,等.秸秆饲料化集成技术模式及其区域适用性评价[J].农业工程学报,2013,29(23):186-193.
[12] Hu S,Li Y.Two-step sequential liquefaction of lignocellulosic biomass by crude glycerol for the production of polyols and polyurethane foams[J].Bioresource Technology,2014,161:410-415.
[13] 黄进,夏涛,郑化.生物质化工与生物质材料[M].北京:化学工业出版社,2009.
[14] 刘树和,赵淑春.功能性生物质基碳素新材料[J].材料导报,2012,28(12):24-29.
[15] 徐大勇,蔡昌凤,徐建平,等.多孔生物质混凝土的制备及其对水环境影响的模拟试验[J].生态与农村环境学报,2013,29(5):646-649.
[16] Giglio F.The use of materials from biomass as construction materials[J].Open Journal of Civil Engineering,2013,3:82-84.
[17] Sparrevik M,Lindhjem H,Andria V,et al.Environmental and socioeconomic impacts of utilizing waste for biochar in rural areas in Indonesia-A systems perspective[J].Environmental Science&Technology,2014,48(9):4664-4671.
[18] 田赟,王海燕,孙向阳,等.农林废弃物环保型基质再利用研究进展与展望[J].土壤通报,2011,42(2):497-502.
[19] 陈琳,乔志刚,李恋卿,等.施用生物质炭基肥对水稻产量及氮素利用的影响[J].生态与农村环境学报,2013,29(5):671-675.
[20] 俞国胜,侯孟.生物质成型燃料加工装备发展现状及趋势[J].林业机械与木工设备,2009,37(2):4-8.
[21] Grover P D,Mishra S K.Biomass briquetting:Technology and practices[M].Bangkok,Thailand:Food and Agriculture Organization of the United Nations,1996.
[22] Stolarski M J,Szczukowski S,Tworkowski J,et al. Comparison of quality and production cost of briquettes made from agricultural and forest origin biomass[J].Renewable Energy,2013,57:20-26.
[23] 王刚,宋德庆,薛忠,等.小型甘蔗叶方捆打捆机压缩机构的设计与分析[J].广东农业科学,2013(21):182-185.
[24] 刘立意,邴媛媛,董欣,等.玉米秸秆压缩加载条件对其裂纹和机器功耗的影响[J].农业工程学报,2014,30(3):16-169.
[25] Kaliyan N,Morey V R.Constitutive model for densification of corn stover and switchgrass[J].Biosystems Engineering,2009,104:47-63.
[26] 郝永俊,张曙光,王刚,等.生物质固化成型设备的最新研究进展[J].环境卫生工程,2011,19(4):44-46.
[27] Rehkugler G E,Buchele W F.Biomechanics of forage wafering[J].American Society of Agricultural Engineers,1969,12:1-8.
[28] O’Dogherty M,Wheeler J.Compression of straw to high densities in closed cylindrical dies[J].Journal of Agricultural Engineering Research,1984,29:61-72.
[29] Faborode M,O’Callaghan J.Theoretical analysis of the compression of fibrous agricultural materials[J]. Journal of Agricultural Engineering Research,1986,35:175-191.
[30] Chen B,Cheng A H D,Chou T W.A nonlinear compaction model for fibrous preforms[J].Composites,2001,32:701-707.
[31] 霍丽丽,赵立欣,田宜水,等.生物质颗粒燃料成型的黏弹性本构模型[J].农业工程学报,2013,29(9):200-206.
[32] Nona K D,Lenaerts B,Kayacan E,et al.Bulk compression characteristics of straw and hay[J].Biosystems Engineering,2014,118:194-202.
[33] Ramírez-Gómezá,Gallego E,Fuentes J M,et al. Values for particle-scale properties of biomass briquettes made from agroforestry residues[J].Particuology,2014,12:100-106.
[34] Rumpf H.The strength of granules and agglomerates[M].New York:Interscience Publishers,1962.
[35] 程曦,郝怀庆,彭励.植物细胞壁中纤维素合成的研究进展[J].热带亚热带植物学报,2011,19(3):283-290.
[36] Neutelings G.Lignin variability in plant cell walls:Contribution of new models[J].Plant Science,2011,181(4):379-386.
[37] Ghaffar S H,Fan M.Structural analysis for lignin characteristics in biomass straw[J].Biomass and Bioenergy,2013,57:264-279.
[38] Briggs J L,Maier D E,Watkins B A,et al.Effects of ingredients and processing parameters on pellet quality[J].Poultry Science,1999,78:1464-1471.
[39] Dam J E G,Oever M J A,Teunissen W,et al. Process for production of high density/high performance binderless boards from whole coconut husk-Part 1:Lignin as intrinsic thermosetting binder resin[J].Industrial Crops and Products,2004,19(3):207-216.
[40] Adapa P,Tabil L,Schoenau G.Compression characteristics of selected ground agricultural biomass[J]. Agricultural Engineering International,2009,11:1-19.
[41] Alaru M,Kukk L,Olt J,et al.Lignin content and briquette quality of different fibre hemp plant types and energy sunflower[J].Field Crops Research,2011,124:2332-339.
[42] Stelte W,Holm J K,Sanadi A R,et al.A study of bonding and failure mechanisms in fuel pellets from different biomass resources[J].Biomass and Bioenergy,2011,35(2):910-918.
[43] 肖宏儒,钟成义,宋卫东,等.农作物秸秆平模压缩成型技术研究[J].中国农机化,2010(1):58-63.
[44] Kaliyan N,Morey R V.Factors affecting strength and durability of densified biomass products[J].Biomass and Bioenergy,2009,33(3):337-359.
[45] 杜健民.新鲜草物料压缩过程的流变学研究[D].内蒙古:内蒙古农业大学,2005.[46] Tumuluru J S,Wright C T,J.Hess R,et al.A review of biomass densification systems to develop uniform feedstock commodities for bioenergy application[J].Biofuels,Bioproducts and Biorefining,2011,5(6):683-707.
[47] 李在峰,雷廷宙,何晓峰,等.生物质颗粒冷态致密成型技术[J].太阳能,2005(6):42-43.
[48] 回彩娟,俞国胜.影响生物质块状燃料常温高压致密成型因素的研究[J].林业机械与木工设备,2005,33(11):10-14.
[49] Poddar S,Kamruzzaman M,Sujan S M A,et al. Effect of compression pressure on lignocellulosic biomass pellet to improve fuel properties:Higher hea-ting value[J].Fuel,2014,131:43-48.
[50] 杜红光,董玉平,王慧,等.生物质冷压成型模具摩擦热分析[J].农业工程学报,2011,27(9):58-62.
[51] 崔宗均,王小芬,朱万斌.生物质能源与废弃物资源利用[M].北京:中国农业大学出版社,2011.
[52] Payakkawan P,Areejit S,Sooraksa P.Design,fabrication and operation of continuous microwave biomass carbonization system[J].Renewable Energy,2014,66:49-55.
[53] 李平,蔡鸣,陈正明,等.生物质固体成型燃料技术研究进展及应用效益分析[J].安徽农业科学,2012,40(14):8284-8286,8306.
[54] 刘荣厚,牛卫生,张大雷.生物质热化学转换技术[M].北京:化学工业出版社,2005.
[55] 张百良,王许涛,杨世关.秸秆成型燃料生产应用的关键问题探讨[J].农业工程学报,2008,24(7):296-300.
[56] 欧阳双平,侯书林,赵立欣,等.生物质固体成型燃料环模成型技术研究进展[J].可再生能源,2011,29(1):14-19.
[57] 陈树人,段建,姚勇,等.环模式成型机压缩水稻秆成型工艺参数优化[J].农业工程学报,2013,29(22):32-41.
[58] 王春华,宋超,朱天龙,等.环模秸秆成型机压辊半径的优选与试验[J].农业工程学报,2013,29(15):26-33.
[59] 田宜水.中国生物质固体成型燃料产业发展分析[J].农业工程技术(新能源产业),2009(2):13-17.
(编辑 俞红卫)
Research Progress on the Densification and Formation of Agricultural and Forestry Solid Organic Wastes
ZHANG Xiu-xiu1,2, HOU Mei-fang1, SONG Li-li1, ZHU Li-li2, LIU Kai2
(1.School of Ecological Engineering,Shanghai Institute of Technology,Shanghai 201418,China;2.Shanghai Jinkai Municipal Engineering Co.,Ltd.,Shanghai 201206,China)
The agricultural and forestry solid organic wastes(AFSOWs)are the important biomass resources.Densification forming can make the loose AFSOWs into the formed and compacted biomass,which is helpful for their storage,transport,post-processing and utilization.Thus,the research on the densification forming technology and equipment has attracted much attention for processing the AFSOWs in recent decades.The research status of different densification forming technologies was reviewed.The principles and techniques of the densification forming were discussed.The densification forming technology at room temperature,hot-press forming and carbonization forming were widely used and introduced respectively.The differences among various types of the densification forming equipment were analyzed. The results showed that the whole process for the utilization of the AFSOWs included the collection,preforming treatment,the densification forming,post-process and evaluation for special application.It could be seen that the system of management and technology for the whole process needed to be improved.The prospects for the development of the densification forming technology for treatment of the AFSOWs wereprovided.
agricultural and forestry solid organic wastes;densification forming;densification equipment
S 727.4
A
1671-7333(2015)01-0067-07
10.3969/j.issn.1671-7333.2015.01.012
2014-07-08
国家自然科学基金资助项目(41171250,20907011);中国科学院土壤环境与污染修复重点实验室开放基金资助项目(2010-07);上海应用技术学院引进人才基金资助项目(YJ2013-16)
张秀秀(1989-),女,硕士生,主要研究方向为生物质资源化利用及装备研究.E-mail:1320013533@qq.com
侯梅芳(1976-),女,教授,博士,硕士生导师,主要研究方向为农林环境修复.E-mail:mfhou@sit.edu.cn
