焊接智能化促进高效焊接——访安川首钢机器人有限公司总工程师兼技术中心主任曾孔庚
2015-11-16张维官
本刊记者 张维官

随着互联网技术的发展,制造技术正在发生革命性的变化,德国提出了“工业4.0”,将制造技术与互联网技术、信息技术深度融合。2015年5月我国也正式发布“中国制造2025”,把机器人技术及其智能化作为优先发展的重点。制造技术迅猛发展,以及制造业人口红利的消失,在各类制造行业内,用高速、高精度、高稳定性的机器人大量代替人工操作,实现产品制造的自动化、柔性化与智能化生产已经成为必然的趋势。
安川首钢机器人有限公司是由作为四大家族之一的日本安川机器人与中国首钢总公司共同投资,专业从事工业机器人机器自动化生产线设计、制造、安装、调试及销售的中日合资公司,在国内应用领域一直受到用户好评。为此,本刊记者特约采访了机器人专家,安川首钢公司的总工程师兼技术中心主任曾孔庚先生,请他解读焊接智能化如何改善焊接质量和效率,提升企业的生产效率。
焊接智能化是提升焊接质量的有效保障
随着“ 中国制造” 迈向“ 中国智造”,企业越来越重视生产质量和效率,提升市场竞争力,在国际市场竞争环境中占领战略高地。因此促使越来越多的企业加快向智能化制造转变。曾总告诉记者,机器人焊接最主要优势是品质稳定、效率高、降低劳动强度。现代制造技术发展到今天,焊接是生产过程中一个非常重要的加工制造手段。随着制造业产品品种不断多样化,产品性能质量更加追求完美,进而在制造过程中对焊接质量和效率也提出了更多的需求。焊接量大、焊接品质要求高、焊接加工条件艰苦等,都造成了手工焊接无法满足现代制造业的需求。此外,焊接技工的短缺,进一步凸显了这种需求的迫切性。而机器人焊接不仅能够满足现代制造业对大量焊接需求,而且能够高品质的完成焊接工艺要求。
曾总进一步解释道,在焊接品质方面,机器人可以保证稳定的焊接动作,最佳的焊接参数。所有的焊接条件都具有高度的一致性,不会出现偏差。在焊接动作方面,机器人可以有稳定的速度、轨迹,尤其对一些精确的焊接,一般焊工很难保证其动作的准确性。此外,焊工技术水平参差不齐,即使是高水平技工,长时间工作时也很难确保其技能发挥的稳定性,也会影响焊接的质量。而机器人焊接在这方面具有很大优势。同时,机器人自动化焊接的工艺参数调节准确方便,也是提高焊接品质的一个因素。
焊接智能化技术还有很大发展空间
焊接机器人技术的发展,为生产效率和质量提供了很好的硬件支持,但随着产品复杂化、多样化发展需求,当前的机器人技术是否就已经能够满足需求,未来焊接机器人智能技术的发展空间如何?曾总娓娓向记者到来,在提高焊接质量和效率方面,机器人焊接还有继续提高的空间。由于机器人焊接通常采用示教再现方式,程序动作、焊接工艺条件一致是其主要特点。对于焊接来说,工件的一致性不好,会极大地影响焊接质量。目前,机器人焊接已经有了各种工件偏差检测和补偿技术应用,也取得了很好的效果,但一些焊缝偏差处理还有待解决。比如焊缝宽窄的不一致性,焊接位置偏差形式的不一致性等,都会很大程度的影响焊接质量。对此,需要更为精确的偏差检测,同时配合适当的补偿方式进行补偿调整,才能取得更好的焊接效果。这种补偿方式或者说一种自适应的焊接工艺调整,需要对焊接工艺有丰富的数据积累和详细的分析整理,并制定合理有效的调整补偿方法,有时需要多个工艺条件同时进行调整,具有较大的技术难度。这方面还有许多工作和研究值得开展,相信随着机器人智能焊接技术的不断发展,机器人焊接的品质会更高,适应能力也会更强。在相同焊接参数设置的情况下,更加宽泛的适应外界条件的变化和偏差,取得更好的焊接品质,也是一个重要的技术提升方向。

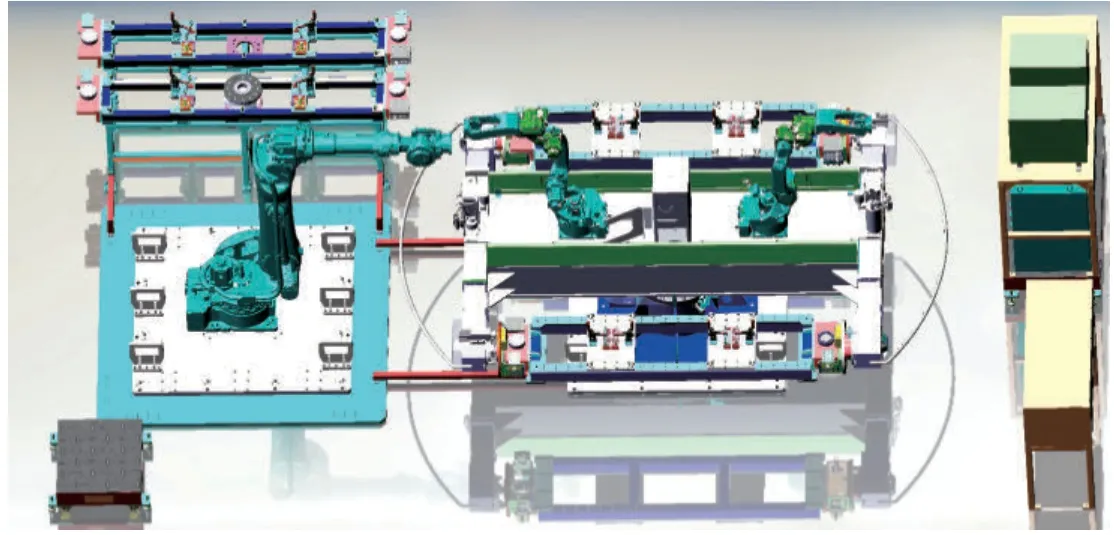
机器人多功能生产线系统
新型机器人弧焊工作站
高技术产品服务企业
对于即将开幕的北京·埃森焊接展,安川首钢也将倾力展示企业最新焊接智能化技术的展品,以高技术产品服务用户企业,帮助企业提升效率和质量。
首先是机器人多功能生产线系统:该系统包括电弧焊、螺柱焊、工件在线检测、打标等多种工艺,搬运机器人从上料工位搬运工件至螺柱焊工位进行两个M6的螺柱焊接,然后再搬运至弧焊工位等候,两台弧焊机器人焊接完成后,搬运机器人利用其双抓手再进行工件换件,最后将焊接完成后工件转运至在线检测工位。系统配备三个传感器对工件进行定位,一个传感器对工件关键安装孔进行位置精度测量;第二个传感器对螺柱焊工位所焊接的螺柱进行垂直度、螺纹表面缺陷进行检测;另一个传感器将每个工件的误差数据及检测报告实时上报至总控机。最后搬运机器人将检测后的工件转运至打标工位,进行工件打标。
在机器人弧焊工位:两台机器人与单轴变位机同时协调动作,使其焊接工位的工件焊缝处于最佳焊接位置,保证焊接质量的可靠性。在工位切换过程中进行清枪剪丝,能使机器人处于不间断工作状态,提高了机器人的利用率和工作站的生产效率。该工作站生产效率高,焊接质量稳定可靠,自动化程度高,适应生产现场的自动化生产线生产要求,目前已得到广泛的应用。
其次,新型机器人弧焊工作站:包括一台搬运机器人MH400Ⅱ、两台弧焊机器人MA1440、一台水平回转3轴变位机与夹具库组成。MH400Ⅱ机器人抓取夹具为弧焊工作站上下料。两台弧焊机器人位于3轴水平回转变位机中央,在弧焊机器人焊接同时,搬运机器人完成上下料工作。该工作站是首次推出的弧焊机器人与3轴水平回转变位机全新组合的柔性焊接生产系统,实现了工装夹具的自动更换,机器人焊接程序的自动校正,柔性化程度更高,机器人可以100%工作时间,大大提高生产效率,适应于多种类工件焊接的工艺需求,体现了安川首钢在机器人自动生产系统方面的集成技术与工装设计制造水平。
