模拟焊接技术培训
2015-11-16刘月辉
刘月辉
1. 概述
我公司承担的土耳其600MW机组现场,由于青年焊工较多,他们都是首次焊接高压焊缝,经培训中心考试合格后,再进行模拟培训,具备质量稳定后再上工程焊接高压焊缝,这样提高了工程焊接工艺质量。通过实际工作中应用,证实是可行的,具有一定的推广价值。

表1 培训练习和实际工程焊接参数工艺对照
2. 模拟焊接
由于培训考核焊件的体积小,焊接时热输入量小,故使用的焊接参数小,而实际焊接件体积大,焊接时需要热输入较大,故使用的焊接参数较大。另外,还有环境工况条件,由于这些与实际位置的差异导致焊工直接上工程很难适应,甚至会造成质量事故。为了解决这个问题,我们对焊接位置较困难的水冷壁、对流过热器等项目进行模拟培训。
3. 模拟焊接的应用
经室内培训考试合格的焊工,直接上工程很难适应,合格率很低,甚至会造成质量事故。
分析原因主要有以下几点:
(1)培训考核和实际工程施焊时要求的热输入不同 培训时(以φ50.8mm×7mm为例)所用的焊件每侧50mm,每道口从打底到盖面一次完成。由于管件短、升温快,焊件温度变化梯度较大,故采用焊接参数小。实际工程焊接一次数十道口,从氩弧焊打底到盖面焊均先焊各焊口的1/4部分依次逐个完成各焊口,处于等温焊接状态。由于实际工程焊接的焊件长,升温慢,所以焊件温度变化梯度较小,故采用焊接参数较大。培训焊接参数和实际工程焊接参数比较如表1所示,这样在室内练习考核所采用的焊接参数和顺序应用到实际工程显然不适应。总结以往的经验,对要上工程的新焊工,虽经过考试合格,并做到练习达到95%以上合格,但到实际工程合格率仍不高。
(2)焊接环境 主要指氩弧焊打底。培训考核是在室内进行,不受外界环境的影响,打底焊时一般选用氩气流量7L/mi n,就可保证质量要求。实际工程管道是在室外焊接,焊接时虽然搭设简单的挡风棚,但也受外界气流的影响,这样就存在一个在室外进行氩弧打底焊时,根据环境的具体情况选择氩气流量的问题。氩气流量的挺度必须抵消气体的影响强度,才能保持气体平衡,保护良好。如选择流量过大会产生紊流,将空气带入熔池,产生气孔;如选择流量过小保护不好,也会产生气孔。如何能正确选择,这就是一个经验问题。
这样一个正确的选择氩气流量的经验,在室内培训是掌握不到的,而是经验的掌握,又不能直接上工程摸索,那样会影响焊接质量和工程进度,所以也只有通过模拟焊接来解决这个问题。
(3)对口间隙 培训练习考核,焊缝组对是由焊工自己组对,焊件短,不受任何限制,需要多大间隙,就对多大间隙,一般对口间隙等于2~3m m即可。而实际工程管件长,对口受到限制,不可能保证比较合适的对口间隙,一般在工程上对口间隙从2~6mm都有可能,这样就要求焊工技术比较全面,既能掌握小间隙的外填丝操作方法,又能掌握大间隙的内填丝方法。在培训考核中焊工为了提高合格率,不可能把对口间隙设置在2~6mm,所以考试合格的焊工直接上工程遇到大间隙焊接,质量很难保证。
(4)焊工的心理状态、质量意识 青年焊工经过几个月的培训,基本上能达到高压焊工的水平,培训练习条件比较好,焊工的心理状态放松,不受任何客观条件的约束和影响,可按教师讲解和示范,自如地发挥其本能。但直接上工程由于缺少实际经验,显得手忙脚乱,心里无底,从而影响了技术的发挥,质量不佳。不仅导致返工浪费材料,耽误工期,而且焊工本身精神受到压抑。这就是通常说的考试取证容易,上工程难。
为了解决以上几方面的问题,我们决定对将上工程焊接小径管的新焊工进行模拟焊接。通过模拟焊接,使这些焊工完全适应实际工况的条件,作到心中有数,一经上工程就能保证质量。
(5)模拟焊接的具体做法和工艺过程 根据600MW机组的高压焊缝的具体情况,开设两个项目的模拟焊接班,一个φ 60mm×5mm水冷壁小径管模拟班,另一个φ50.8mm×7mm分隔屏过热器模拟班。下面就以φ50.8mm×7mm过热器为例介绍具体做法。
在室外效仿分隔屏过热器实际工况搭设一个模拟棚,在棚中架设一个长3.5m、宽2m、高1.2m 的模拟架,架子上放φ50.8mm×7mm过热器排管共25根,相当于过热器一个连箱的焊缝数量,管长1.5m,两侧车坡口,组对以后管长3m,管子与管子和间隙20mm,这样和过热器实际焊接工况基本相同。由于焊缝两侧管子较长,和过热器实际焊接时传热时间相同,所以需要用的热输入和实际焊接也基本相同,选择对口间隙2~6mm,打底电流140A,盖面仰焊位置110A,平焊位置85A,氩气流量根据实际环境来选定一般在7~10L/min,这样和实际焊接参数基本相同。焊缝焊完后,先做外观检查,再做射线检查,然后将焊缝两侧50mm处切割下来做断面检查。把带有两侧坡口的管件焊接用完一侧以后,分别把管件两侧调过来,再组对焊接。焊完后的焊缝再切割下来,把两侧坡口都用完的管子再重新车坡口,这样反复使用,直至每侧管件剩余500mm时就不再使用了。因每侧管件小于500mm以后散热量和实际散热量有一定差异,起不到模拟作用。
打底采用TIG—R30焊丝,盖面E5515-B2焊条,顺序和实际焊接一样,在这样工况条件下焊工反复练习,反复实践,达到外观成形100%合格,射线、断面达到95%以上合格才上工程。一般考试合格的焊工经30天左右的模拟练习就可以达到这个水平。
(6)从工程质量看模拟焊接效果 我公司对青年焊工的培养工作非常重视,凡是首次上工程焊接高压管件的焊工必须经模拟焊接培训,合格率达到95%以上方可上工程,经过近几年的实践,青年焊工通过模拟焊接,焊缝一次合格率有了明显提高。就以土耳其60 0MW机组工程的几名新焊工的一次合格率情况,可以证实这个问题(见表2)。
4. 结语
通过模拟焊接培训,使焊工掌握技术较快,缩短培训周期,尽快壮大焊接队伍和焊接力量,从而保证工程质量和工程进度。
通过以上几个方面的比较和论述,我们认为对考试合格的焊工经过模拟焊接达到95%以上合格率再送到工程上焊接模拟培训同类管道的高压焊缝,通过实践,这样焊工一经上工程,基本能保证焊接质量。
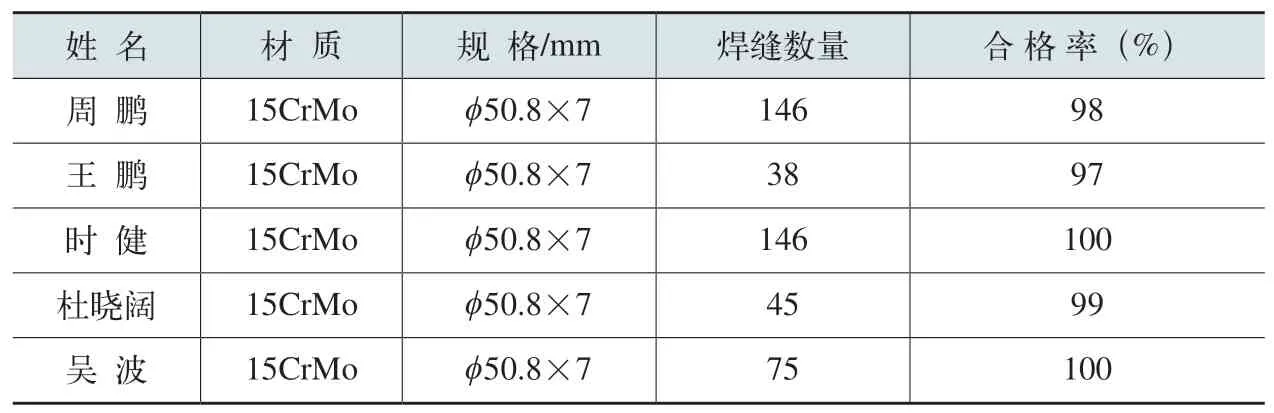
表 2
